全自动扫码上料机的制作方法
全自动扫码上料机
【技术领域】
1.本发明涉及自动化设备技术领域,特别涉及全自动扫码上料机。
背景技术:
2.现有技术的产线线体均由人工拿取lcm产品单片扫两次码,人工直接接触产品存在品质风险,且漏扫风险很高,效率较低。
技术实现要素:
3.为了克服上述问题,本发明提出一种可有效解决上述问题的全自动扫码上料机。
4.本发明解决上述技术问题提供的一种技术方案是:提供一种全自动扫码上料机,包括上机架和下机架,所述上机架设置于下机架上方;所述下机架的侧部平行设置有料盘进料模组和料盘出料模组,所述料盘进料模组和料盘出料模组的端部分别设置有第一料盘升降模组和第二料盘升降模组;所述第一料盘升降模组和第二料盘升降模组的上方设置有料盘移载模组,第一料盘升降模组的上方设置有ccd模组;所述下机架的上表面设置有上料搬运模组和扫码平台模组,所述上料搬运模组位于第一料盘升降模组和扫码平台模组上方;所述扫码平台模组的上方设置有fpc扫码模组,所述fpc扫码模组设置于上料搬运模组的一侧;所述扫码平台模组的一端设置有下料搬运模组,所述下料搬运模组的侧部下方设置有背光扫码模组。
5.优选地,所述下料搬运模组的一侧设置有下料流水线,另一侧设置有ng流水线。
6.优选地,所述fpc扫码模组包括扫码移动模组,所述扫码移动模组垂直设置于扫码平台模组上方,所述扫码移动模组上滑动连接有fpc扫码头,所述fpc扫码头可沿扫码移动模组来回移动,fpc扫码头朝下设置。
7.优选地,所述背光扫码模组包括背光扫码头,所述背光扫码头朝上设置。
8.优选地,所述第一料盘升降模组包括一对平行设置的支撑脚架,支撑脚架沿第一料盘升降模组升降。
9.优选地,所述料盘移载模组包括第二直线移动模组,所述第二直线移动模组横跨设置于第一料盘升降模组和第二料盘升降模组上方,所述第二直线移动模组上滑动连接有夹持机构,所述夹持机构可沿第二直线移动模组方向来回移动。
10.优选地,所述上料搬运模组包括上料直线移动模组,所述上料直线移动模组横跨设置于第一料盘升降模组和扫码平台模组的上方,所述上料直线移动模组上滑动连接有上料升降模组,所述上料升降模组沿上料直线移动模组来回移动。
11.优选地,所述下料搬运模组包括下料第一直线移动模组、下料第二直线移动模组和下料升降模组,所述下料第二直线移动模组垂直滑动连接于下料第一直线移动模组上,所述下料升降模组滑动连接于下料第二直线移动模组上。
12.优选地,所述第二料盘升降模组的结构与第一料盘升降模组的结构相同。
13.优选地,所述料盘出料模组的结构与料盘进料模组的结构相同。
14.与现有技术相比,本发明的全自动扫码上料机可实现lcm产品自动扫码上料,设备自动完成读码绑定后上传到mes服务器,节省人工,并可判别前工序是否存在漏工序,漏工序或扫码失败可由ng流水线排出,起到品质防呆功能,杜绝人工人手直接接触产品,读码稳定,100%读码,防止漏检,提高效率。
【附图说明】
15.图1为本发明全自动扫码上料机的第一立体图;
16.图2为本发明全自动扫码上料机的第二立体图;
17.图3为本发明全自动扫码上料机的俯视图;
18.图4为图2中a处放大图。
【具体实施方式】
19.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施实例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。
20.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅限于指定视图上的相对位置,而非绝对位置。
21.另外,在本发明中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
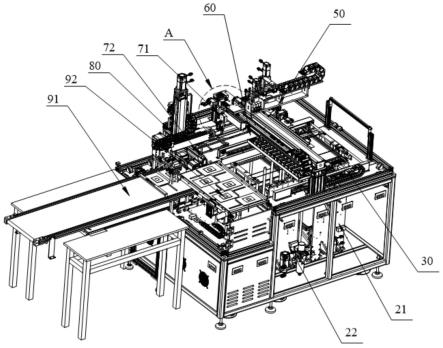
22.请参阅图1至图4,本发明的全自动扫码上料机,包括上机架和下机架,所述上机架设置于下机架上方。
23.所述下机架的侧部平行设置有料盘进料模组11和料盘出料模组12,所述料盘进料模组11和料盘出料模组12的端部分别设置有第一料盘升降模组21和第二料盘升降模组22。装满产品的料盘从料盘进料模组11运输至第一料盘升降模组21,第一料盘升降模组21将装有产品的料盘上升至取料高度。
24.所述第一料盘升降模组21和第二料盘升降模组22的上方设置有料盘移载模组30,所述料盘移载模组30用于将空料盘从第一料盘升降模组21转运至第二料盘升降模组22,再由第二料盘升降模组22下降到料盘出料模组12,空料盘从料盘出料模组12运出。
25.所述第一料盘升降模组21的上方设置有ccd模组40,所述ccd模组40固定于上机架上,产品上升到取料高度后,由ccd模组40对产品进行全景ccd拍照,采集产品图像信息。
26.所述下机架的上表面设置有上料搬运模组50和扫码平台模组60,所述上料搬运模组50位于第一料盘升降模组21和扫码平台模组60上方,所述上料搬运模组50将第一料盘升降模组21内的产品吸取后运输至扫码平台模组60上。
27.所述扫码平台模组60的上方设置有fpc扫码模组71,所述fpc扫码模组71设置于上料搬运模组50的一侧,用于对扫码平台模组60上产品的fpc进行扫码。
28.所述扫码平台模组60的一端设置有下料搬运模组80,所述下料搬运模组80的侧部下方设置有背光扫码模组72,所述下料搬运模组80将完成了fpc扫码的产品吸取后移动至
背光扫码模组72上方,由背光扫码模组72对背光二维码进行读码。
29.所述下料搬运模组80的一侧设置有下料流水线91,另一侧设置有ng流水线92,ok产品被下料搬运模组80搬运至下料流水线91上,由下料流水线91运输至下游机台,ng产品被下料搬运模组80搬运至ng流水线92进行回收。
30.所述fpc扫码模组71包括扫码移动模组711,所述扫码移动模组711垂直设置于扫码平台模组60上方,所述扫码移动模组711上滑动连接有fpc扫码头712,所述fpc扫码头712可沿扫码移动模组711来回移动,fpc扫码头712朝下设置,对扫码平台模组60上并排放置的产品进行扫码。
31.所述背光扫码模组72包括背光扫码头,所述背光扫码头朝上设置。
32.所述料盘进料模组11包括第一直线移动模组,所述第一直线移动模组用于将料盘移动至第一料盘升降模组21处。所述料盘出料模组12的结构与料盘进料模组11的结构相同。
33.所述第一料盘升降模组21包括一对平行设置的支撑脚架,支撑脚架可沿第一料盘升降模组21升降,支撑脚架用于支撑料盘上升,支撑脚架在第一料盘升降模组21的驱动作用下升降。所述第二料盘升降模组22的结构与第一料盘升降模组21的结构相同。
34.所述料盘移载模组30包括第二直线移动模组,所述第二直线移动模组横跨设置于第一料盘升降模组21和第二料盘升降模组22上方,所述第二直线移动模组上滑动连接有夹持机构,所述夹持机构可沿第二直线移动模组方向来回移动,用于将料盘从第一料盘升降模组21移动至第二料盘升降模组22上。
35.所述上料搬运模组50包括上料直线移动模组,所述上料直线移动模组横跨设置于第一料盘升降模组21和扫码平台模组60的上方,所述上料直线移动模组上滑动连接有上料升降模组,所述上料升降模组可沿上料直线移动模组来回移动。所述上料升降模组上滑动连接有上料吸附架,所述上料吸附架可沿上料升降模组升降。上料吸附架从第一料盘升降模组21吸附产品后,通过上料直线移动模组移动至扫码平台模组60的上方进行放料。
36.所述扫码平台模组60包括第三直线移动模组,所述第三直线移动模组用于将产品移动至fpc扫码模组71下方进行扫码,扫码完成后将产品移动至下料搬运模组80处。
37.所述下料搬运模组80包括下料第一直线移动模组、下料第二直线移动模组和下料升降模组,所述下料第二直线移动模组垂直滑动连接于下料第一直线移动模组上,所述下料升降模组滑动连接于下料第二直线移动模组上,可实现xyz三轴移动,下料灵活。所述下料升降模组上滑动连接有下料吸附架。
38.与现有技术相比,本发明的全自动扫码上料机可实现lcm产品自动扫码上料,设备自动完成读码绑定后上传到mes服务器,节省人工,并可判别前工序是否存在漏工序,漏工序或扫码失败可由ng流水线排出,起到品质防呆功能,杜绝人工人手直接接触产品,读码稳定,100%读码,防止漏检,提高效率。
39.以上所述仅为本发明的较佳实施例,并非因此限制本发明的专利范围,凡是在本发明的构思之内所作的任何修改,等同替换和改进等均应包含在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1