一种物料包装设备的制作方法
1.本发明涉及物料包装领域,特别是一种物料包装设备。
背景技术:
2.目前国内冶金行业的粉末包装基本上还处在人工包装,整个包装的工艺流程包含了:分桶、套袋、灌装、封口以及码垛等。行业内多数采用人工单个送桶、把袋子套入桶中(套袋)、灌装后人工转移到下一工序以及半自动封口等,整个流程基本上与自动化无关,不仅效率低下,而且劳动强度较高,成本居高不下,为此我们提供一种物料包装设备来解决上述问题。
技术实现要素:
3.本发明的目的在于克服现有技术的缺点,提供一种物料包装设备。
4.本发明的目的通过以下技术方案来实现:
5.一种物料包装设备,包括:分桶套袋机构,所述分桶套袋机构对多个堆叠的料桶进行分开,且对桶内套上容纳料袋;灌装机构,所述灌装机构对来自分桶套袋机构已经套好料袋的料桶进行灌料;封口机构,所述封口机构对来自灌装机构已经灌料完毕的料袋进行封口密封;输送线,所述输送线对料桶进行输送;码垛机构,对封口好的料桶进行码垛堆叠;转运机构;所述转运机构对已封口好的料桶转运至码垛机构;其中,所述分桶套袋机构、灌装机构、封口机构均通过输送线进行输送连接,来自封口机构密封完成的料桶通过转运机构转运至码垛机构进行码垛堆叠。
6.优选的,所述分桶套袋机构包括分桶套袋架,所述分桶套袋架的一侧放置有料袋放置台,所述分桶套袋架进料一侧设置有分桶机构,所述分桶机构对堆叠成摞的桶进行分开,使单一个桶进入到位于分桶套袋架内的套袋机构中,所述套袋机构包括安装在分桶套袋架上的吸袋开袋机构,位于分桶套袋架内的伞状翻边机构,以及使伞状翻边机构升降的伞状翻边机构升降模组。
7.优选的,所述分桶机构包括安装在分桶套袋架一侧的分桶提升气缸,所述分桶提升气缸动力输出端连接有抱夹机构,以及分别位于抱夹机构两侧的拔桶逆止机构。
8.优选的,所述抱夹机构包括与分桶提升气缸动力输出端连接的两个相互对称的固定板,每个所述固定板外侧面设置的分桶夹爪气缸,以及每个所述固定板外侧面底部铰接设置的分桶夹爪,且所述分桶夹爪气缸动力输出端与分桶夹爪进行铰接,通过启动分桶夹爪气缸带动分桶夹爪进行翻转对料桶固定。
9.优选的,所述灌装机构包括位于分桶套袋机构一侧的灌装机架,所述灌装机架内部上端设置有振动筛,所述振动筛的进料口设置有接驳机构,所述振动筛出料口连通设置有送料机,所述送料机出料口设置有防扬尘盘,所述送料机出料口的下方设置有称重机构,还包括负压除尘桶,其中送料机对来自振动筛的物料输送到位于送料机出料口处的料桶中,通过称重机构对进入到料桶的物料称重。
10.优选的,所述封口机构包括封口机架,所述封口机架上设置有第三升降气缸,所述第三升降气缸动力输出端连接的升降板侧面设置有开袋夹爪张闭机构,所述封口机架上方的安装板处安装有第一升降气缸和第二升降气缸,所述第一升降气缸动力输出端连接有热封机构,所述第二升降气缸动力输出端设置有真空抽取机构,升降板侧面通过连接杆连接设置有开袋拉平夹爪,位于封口机架下方的输送线的底部设置有抬桶机构,在封口机架处的输送线的上设置有定位机构。
11.优选的,所述定位机构包括位于输送线上的连接板,所述连接板上表面一端活动设置有定位推送气缸,连接板上表面另一端活动设置有定位杆,所述定位推送气缸动力输出端固定连接的连接头与定位杆端部进行活动连接,所述定位杆另一端转动设置有滚轮。
12.优选的,所述转运机构包括位于输送线出口处的转运导轨,所述转运导轨上设置有转运小车,所述转运小车在转运导轨上能够进行来回滑动,所述转运导轨靠近码垛机构的一侧设置有至少一个转运线,且转运线延伸至码垛机构。
13.优选的,所述称重机构包括与输送线适配的两个支板,两个所述支板相互靠近的侧面之间转动设置有若干个滚筒,其中一个支板的外侧固定安装有称重升降气缸,所述称重升降气缸动力输出端连接有连杆升降机构,所述连杆升降机构上设置有称重传感器以及料桶升降板,其中通过连杆升降机构带动称重传感器以及料桶升降板向上运动使料桶也向上运动。
14.优选的,所述分桶套袋机构和灌装机构以及灌装机构和封口机构之间的输送线上设置有封闭板。
15.本发明具有以下优点:
16.1、本发明通过输送线把料桶从分桶套袋机构把料桶分隔并套袋后依次输送到灌装机构和封口机构中进行套袋和封装,再通过转运机构把来封口机构封装好的料桶进行转运至码垛机构进行码垛,在整个分桶、套袋、灌装、封口、转运、码垛等步骤中均采用自动化设备完成,减少了人工参与,从而提高了效率,节省了成本。
17.2、本发明通过在送料机的出口处设置防扬尘盘,可以在向料桶中送料的时候防止物料的灰尘向外部扩散,以及还设置有负压除尘桶,可以对不能够避免产生的灰尘进行负压收集,进一步的防止灰尘向外扩散,从而在一定程度上起到了保护了生产车间的清洁性。
18.3、本发明在分桶套袋机构和灌装机构以及灌装机构和封口机构之间的输送线上设置有封闭板,可以有效的防止在装有物料的料桶在运输过程中产生的烟尘向外扩散,而且也可以防止外部灰尘进入到料桶中。
附图说明
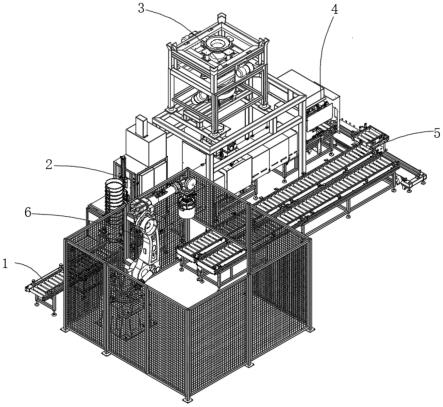
19.图1为本发明物料包装设备整体示意图。
20.图2为本发明图1俯视示意图。
21.图3为本发明分桶套袋机构结构示意图。
22.图4为本发明分桶套袋机构另一视角结构示意图。
23.图5为本发明分桶套袋机构侧视示意图。
24.图6为本发明图4中a处放大示意图。
25.图7为本发明灌装机构侧视示意图。
26.图8为本发明灌装机构立体结构示意图。
27.图9为本发明封口机构立体结构示意图。
28.图10为本发明封口机构另一视角结构示意图。
29.图11为本发明图9中b处放大示意图。
30.图12为本发明转运机构立体示意图。
31.图13为本发明称重机构示意图。
32.图14为本发明称重机构另一视角结构示意图。
33.图15为本发明料桶结构示意图。
34.图中,1、输送线;2、分桶套袋机构;21、分桶套袋架;22、料袋放置台;23、伞状翻边机构升降模组;24、伞状翻边机构;25、吸袋开袋机构;26、抱夹机构;261、固定板;262、分桶夹爪气缸;263、分桶夹爪;27、分桶提升气缸;28、拔桶逆止机构;3、灌装机构;31、灌装机架;32、振动筛;33、送料机;34、防扬尘盘;35、称重机构;351、支板;352、滚筒;353、称重升降气缸;354、连杆升降机构;355、料桶升降板;356、称重传感器;36、接驳机构;4、封口机构;41、封口机架;42、第一升降气缸;43、第二升降气缸;44、第三升降气缸;45、真空抽取机构;46、热封机构;47、开袋拉平夹爪;48、抬桶机构;49、定位机构;491、连接板;492、定位推送气缸;493、连接头;494、定位杆;495、滚轮;410、开袋夹爪张闭机构;5、转运机构;51、转运线;52、转运导轨;53、转运小车;6、码垛机构;7、封闭板。
具体实施方式
35.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。通常在此处附图中描述和示出的本发明实施方式的组件可以以各种不同的配置来布置和设计。
36.因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
37.如图1—14所示的实施例,
38.一种物料包装设备,包括:分桶套袋机构2,分桶套袋机构2对多个堆叠的料桶进行分开,且对桶内套上容纳料袋;灌装机构3,灌装机构3对来自分桶套袋机构2已经套好料袋的料桶进行灌料;封口机构4,封口机构4对来自灌装机构3已经灌料完毕的料袋进行封口密封;输送线1,输送线1对料桶进行输送;码垛机构6,对封口好的料桶进行码垛堆叠;转运机构5;转运机构5对已封口好的料桶转运至码垛机构6;其中,分桶套袋机构2、灌装机构3、封口机构4均通过输送线1进行输送连接,来自封口机构4密封完成的料桶通过转运机构5转运至码垛机构6进行码垛堆叠;
39.在实际使用可以将8-10个料桶堆叠在一起,或者根据实际需要堆叠不同数量的料桶,同时把包装袋整齐的放置在规定的位置上,分桶套袋机构2在生产的时候会自动把料桶单个分离出来,套好袋子,流入到灌装机构3处;
40.通过输送线1把料桶从分桶套袋机构2把料桶分隔并套袋后依次输送到灌装机构3
和封口机构4中进行套袋和封装,再通过转运机构5把来自封口机构4封装好的料桶进行转运至码垛机构6进行码垛,在整个分桶、套袋、灌装、封口、转运、码垛等步骤中均采用自动化设备完成,减少了人工参与,从而提高了效率,节省了成本。
41.分桶套袋机构2包括分桶套袋架21,分桶套袋架21的一侧放置有料袋放置台22,分桶套袋架21进料一侧设置有分桶机构,分桶机构对堆叠成摞的桶进行分开,使单一个桶进入到位于分桶套袋架21内的套袋机构中,套袋机构包括安装在分桶套袋架21上的吸袋开袋机构25,位于分桶套袋架21内的伞状翻边机构24,以及使伞状翻边机构24升降的伞状翻边机构升降模组23;
42.来自分桶机构的料桶通过输送线1输送到套袋机构处,通过吸袋开袋机构25把料袋放置台22上的料袋移至料桶处,吸袋开袋机构25包括吸袋气缸、吸盘、转运气缸等部件,吸袋气缸以及通过吸盘将位于料袋放置台22上的料袋吸起并通过转运气缸将料袋转运至料桶处,并与另一组吸袋开袋机构25把料袋打开,完成开袋动作,并通过伞状翻边机构升降模组23带动伞状翻边机构24深入到袋中,然后伞状翻边机构24打开完成翻边动作,翻边完成后该伞状翻边机构24恢复到初始位置;
43.具体的,伞状翻边机构24打开的过程可以参考普通雨伞打开过程,包括伞骨、伞柄,打开的动力源可以为驱动气缸、液压缸、电动推杆等直线执行元器件、在本实施例中采用驱动气缸作为动力件,吸袋开袋机构25以及伞状翻边机构24通过该描述为本领域技术人员所能够想到的结构,相关结构可以参考附图3至附图5。
44.分桶机构包括安装在分桶套袋架21一侧的分桶提升气缸27,分桶提升气缸27动力输出端连接有抱夹机构26,以及分别位于抱夹机构26两侧的拔桶逆止机构28;
45.抱夹机构26包括与分桶提升气缸27动力输出端连接的两个相互对称的固定板261,每个固定板261外侧面设置的分桶夹爪气缸262,以及每个固定板261外侧面底部铰接设置的分桶夹爪263,且分桶夹爪气缸262动力输出端与分桶夹爪263进行铰接,通过启动分桶夹爪气缸262带动分桶夹爪263进行翻转对料桶固定;
46.在本实施例中,拔桶逆止机构28可以向下翻转的,但是不能向上翻转,从而料桶只能够向下移动,而不能够向上移动;具体的拔桶逆止机构28可以采用翻转板与扭簧进行安装而成,从而实现可以向下,但是不能向上运动的单向功能;
47.当需要把多个料桶逐个分隔开并通过输送线1输送到套袋位置处,通过分桶提升气缸27带动固定板261上升到倒数第二个料桶位置,此时倒数第一个料桶的外表面凸缘位于拔桶逆止机构28的下方,料桶具体结构可以参考图15,可知料桶中部有一个凸缘并且在开口处也有个凸缘;接下来启动分桶夹爪气缸262带动分桶夹爪263进行翻转,从而把分桶夹爪263防止在倒数第二个料桶的凸缘处,然后启动分桶提升气缸27带动倒数第二个料桶以上的堆叠料桶组进行向上运动,由于倒数第一个料桶被拔桶逆止机构28所阻挡,依次倒数第一个料桶与其上方的料桶进行分离,从而完成分桶步骤;
48.灌装机构3包括位于分桶套袋机构2一侧的灌装机架31,灌装机架31内部上端设置有振动筛32,振动筛32的进料口设置有接驳机构36,振动筛32出料口连通设置有送料机33,送料机33出料口设置有防扬尘盘34,送料机33出料口的下方设置有称重机构35,还包括负压除尘桶(图未示出),其中送料机33对来自振动筛32的物料输送到位于送料机33出料口处的料桶中,通过称重机构35对进入到料桶的物料称重;
49.接驳机构36起到与料仓进行连接的作用,料仓的料进入到振动筛32进行振动筛分,然后进入到送料机33中进行送料最后进入到位于其出口处的料桶中,称重机构35检测达到预定重量后送料机33不再输送物料,把料桶移动至下一工序中;在向料桶送料的时候,可以使与料桶适配的防扬尘盘34通过与其适配的气缸带动其向下移动一定距离,把料桶出口进行暂时性封闭,在此过程中可以启动负压除尘桶工作,把周围可能存在的灰尘进行收集,防止灰尘外溢。
50.封口机构4包括封口机架41,封口机架41上设置有第三升降气缸44,第三升降气缸44动力输出端连接的升降板侧面设置有开袋夹爪张闭机构410,封口机架41上方的安装板处安装有第一升降气缸42和第二升降气缸43,第一升降气缸42动力输出端连接有热封机构46,第二升降气缸43动力输出端设置有真空抽取机构45,升降板侧面通过连接杆连接设置有开袋拉平夹爪47,位于封口机架41下方的输送线1的底部设置有抬桶机构48,在封口机架41处的输送线1的上设置有定位机构49;
51.开袋夹爪张闭机构410起到了对料袋开闭的作用,该结构为本领域技术人员所知的,具体的可以由吸盘、电机、气缸等部件组成,可以电机带动丝杆移动,也可以通过气缸直接驱动;开袋拉平夹爪47为两个,分别通过连接杆连接在开袋夹爪张闭机构410处,通过开袋夹爪张闭机构410实现相互靠近或者远离,开袋拉平夹爪47上设置有吸盘对料袋进行吸附抓取;
52.开袋夹爪张闭机构410带动开袋拉平夹爪47相互远离把料袋向两边张开,使料袋口撑开,第一升降气缸42启动把热封机构46提升至封口位,第二升降气缸43启动带动把真空抽取机构45下降至袋口内,此时热封机构46合上,抬桶机构48把料桶向上顶出至工作为,然后通过真空抽取机构45进行抽真空,真空抽取完毕后,开袋拉平夹爪47松开,热封机构46进行封口,封口完成后,抬桶机构48下降,料通放到输送线1上移动至下一工序。
53.定位机构49包括位于输送线1上的连接板491,连接板491上表面一端活动设置有定位推送气缸492,连接板491上表面另一端活动设置有定位杆494,定位推送气缸492动力输出端固定连接的连接头493与定位杆494端部进行活动连接,定位杆494另一端转动设置有滚轮495;
54.启动定位推送气缸492伸长带动连接头493移动,由于连接头493与定位杆494进行铰接,从而在连接头493移动的时候使定位杆494进行转动,从而使滚轮495抵住料桶,实现定位。
55.转运机构5包括位于输送线1出口处的转运导轨52,转运导轨52上设置有转运小车53,转运小车53在转运导轨52上能够进行来回滑动,转运导轨52靠近码垛机构6的一侧设置有至少一条转运线51,且转运线51延伸至码垛机构6;
56.转运线51可以根据实际需要来设置多条,在本实施例中,转运线51为两条;码垛机构6为工业机器人机械手,该工业机器人实现对料桶的抓取码垛;
57.转运小车53把来自热封机构46的料桶转运至转运线51上,然后通过工业机器人进行码垛。
58.称重机构35包括与输送线1适配的两个支板351,两个支板351相互靠近的侧面之间转动设置有若干个滚筒352,其中一个支板351的外侧固定安装有称重升降气缸353,称重升降气缸353动力输出端连接有连杆升降机构354,连杆升降机构354上设置有称重传感器
356以及料桶升降板355,其中通过连杆升降机构354带动称重传感器356以及料桶升降板355向上运动使料桶也向上运动。
59.分桶套袋机构2和灌装机构3以及灌装机构3和封口机构4之间的输送线1上设置有封闭板7,可以有效的防止在装有物料的料桶在运输过程中产生的烟尘向外扩散,而且也可以防止外部灰尘进入到料桶中。
60.本发明的工作过程如下:首先通过分桶套袋机构2将料桶之间分隔开并把料桶通过输送线1输送到套袋位置套袋,套袋完成后通过输送线1输送到灌装机构3进行灌装物料,灌装完成后输送到封口机构4进行封口,封口完毕后通过转运机构5转运至码垛机构6进行码垛处理。
61.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1