适用于密封件的自动捆扎机的制作方法
1.本发明涉及机械设备,更具体地说,它涉及一种适用于密封件的自动捆扎机。
背景技术:
2.密封件有多种,其中一些密封件由多个零件构成。现有的组装方式是:人工将多件零件装在一起,再通过人工用胶带捆紧。现有技术存在几个缺点:1、人工包装,生产效率低;2、采用胶带捆紧,需要使用时,拆开不好方便。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的在于提供一种适用于密封件的自动捆扎机,替换人工包装,提高生产效率;采用捆扎纸捆紧,拆开一撕就行,方便。
4.本发明的上述技术目的是通过以下技术方案得以实现的: 一种适用于密封件的自动捆扎机,包括:机架,所述机架上安装有固定座,所述固定座上竖直安装有安装板,所述安装板的一侧安装有捆扎纸放卷机构,其另一侧安装有滑轨,所述滑轨上安装有滑板,所述滑板上安装有竖直向下设置的捆扎纸热固机构,所述安装板上并且与捆扎纸放卷机构的同一侧设置有捆扎纸切断装置,所述捆扎纸切断装置位于捆扎纸放卷机构的出纸口处,所述捆扎纸切断装置的正下方设置有操作台,所述操作台上分别设置有捆扎纸左折装置和捆扎纸右折装置。
5.进一步设置,所述捆扎纸放卷机构包括放置捆扎纸的卷筒、安装在安装板上的滚轮、竖直设置的捆扎纸通道、位于捆扎纸通道出口处的导引轮、与操作台在同一水平面上的捆扎纸输出道和位于捆扎纸输出道上方并且能带动捆扎纸传输的转动轮以及带动转动轮转动的小型电机;所述捆扎纸输出道的下方设置有能将捆扎纸顶在转动轮下的顶紧装置。
6.进一步设置,所述顶紧装置包括一端安装在安装板上的连接臂和安装在连接臂另一端的顶紧轮。
7.进一步设置,所述捆扎纸左折装置包括位于操作台的下方并且竖直垂直于操作台设置的左底板、固定在左底板上的左气缸、铰接于左底板上并且能沿铰接点来回翻转的左翻转架和安装在左翻转架并且位于操作台左右两侧的左折手;所述左气缸通过连接件与左翻转架连接并且带动左折手将操作台上的捆扎纸折叠在密封件上。
8.进一步设置,所述捆扎纸右折装置包括固定于操作台的下方的右底板、固定在右底板上的右气缸、铰接于右底板上并且能沿铰接点来回翻转的右翻转架和安装在右翻转架并且位于操作台左右两侧的右折手;所述右气缸通过连接件与右翻转架连接并且带动右折手将操作台上的捆扎纸折叠在密封件上。
9.进一步设置,所述捆扎纸切断装置包括固定在安装板上的安装座、固定在安装座上的切断气缸和与切断气缸连接并且由切断气缸带动上下运动的裁纸刀,所述安装座的底部连接有导块,所述导块上开设有开口并且与捆扎纸输出道相通,所述裁纸刀贴合于导块的外表面。
10.进一步设置,所述捆扎纸热固机构包括加热装置和压平装置,所述加热装置包括竖直向下设置的升降气缸、连接于升降气缸上的升降架和固定安装在升降架上的加热块;所述压平装置包括固定于安装板上并且位于升降气缸一侧的支板、安装在支板上的压平气缸和安装在压平气缸的伸出端上的金属压板,所述金属压板位于加热块的正下方。
11.进一步设置,所述操作台上设置有滑槽,所述右底板上连接有滑块,所述滑块安装在操作台上并且能沿滑槽移动。
12.进一步设置,所述机架上设置有导轨,所述导轨上滑移设置有滑移件,所述滑移件连接有支架,所述支架有两根并且竖直设置分别位于操作台的左右两侧,所述左底板固定在两根支架上。
13.工作原理:根据密封件的尺寸,捆扎纸左折装置通过滑移件调整好与捆扎纸左折装置之间的间距。小型电机启动,带动捆扎纸从输出道出来并且平铺在操作台上,然后,把组装好的密封件放在操作台的捆扎纸上,位于左、右折手之间;同时,切断气缸控制裁纸刀将捆扎纸切断,捆扎纸左折装置开始工作,左气缸向上伸出杆子,左翻转架在扭簧的作用下向上转动并且带动左折手将捆扎纸向上翻折,捆扎纸盖在密封件上;然后,捆扎纸右折装置开始工作,右气缸向上伸出杆子,右翻转架在扭簧的作用下向上转动并且带动右折手将捆扎纸向上翻折,捆扎纸覆盖在捆扎纸上;再然后,捆扎纸热固机构开始工作,压平气缸带动金属压板向下压住捆扎纸,再升降气缸带动加热块下降,压在金属压板进行加热,金属压板受热对捆扎纸加热熔胶,从而对密封件到达包装的目的。
14.综上所述,本发明具有以下有益效果:1、采用自动捆扎机,替换人工包装,提高生产效率;同时,也减少人工成本;2、采用捆扎纸捆紧,拆开密封件时,撕掉捆扎纸就行,无需借用其他工具,便捷。
附图说明
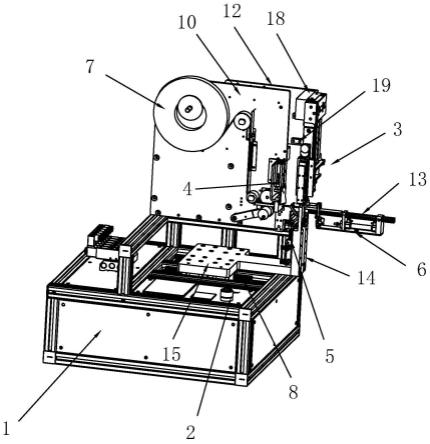
15.图1为本实施例的整体结构示意图;图2为本实施例体现捆扎纸放卷机构结构示意图;图3为本实施例体现捆扎纸左折装置与捆扎纸右折装置结构示意图;图4为实施例的捆扎纸左折装置结构示意图;;图5为本实施例捆扎纸热固机构的结构示意图;图6为本实施例的立体结构示意图。
16.附图说明:1、机架;2、控制面板;3、捆扎纸热固机构;31、加热装置;311、升降气缸;312、升降架;313、加热块;32、压平装置;321、支板;322、压平气缸;323、金属压板;4、捆扎纸切断装置;41、安装座;42、切断气缸;43、裁纸刀;44、导块;45、开口;5、捆扎纸左折装置;51、左底板;52、左气缸;53、左翻转架;54、左折手;55、交接片;56、铰接块;57、左限位块;6、捆扎纸右折装置;61、右底板;62、右气缸;63、右翻转架;64、右折手;65、连接块;66、转销;67、扭簧;68、右限位块;7、捆扎纸放卷机构;71、卷筒;72、滚轮;73、捆扎纸通道;74、导引轮;75、捆扎纸输出道;76、转动轮;77、小型电机;78、连接臂;79、顶紧轮;8、导轨;9、固定座;10、安装板;11、滑轨;12、滑板;13、操作台;14、支架;15、滑移
件;16、滑槽;17、滑块;18、安装块;19、角码。
具体实施方式
17.以下结合附图对本发明作进一步详细说明。
18.如图1-6所示,一种适用于密封件的自动捆扎机,包括机架1、气源组件和安装在机架1上的控制面板2。机架1上有一个大平面,大平面上分别安装有导轨8和固定座9。固定座9上竖直安装有安装板10,安装板10的一侧安装有捆扎纸放卷机构7,其另一侧安装有滑轨11,滑轨11有两条并且上下平行设置。滑轨11上安装有滑板12,滑板12上安装有捆扎纸热固机构3。安装板10上并且与捆扎纸放卷机构7的同一侧设置有捆扎纸切断装置4,捆扎纸切断装置4位于捆扎纸放卷机构7的出纸口处,捆扎纸切断装置4的正下方设置有操作台13,操作台13上分别设置有捆扎纸左折装置5和捆扎纸右折装置6。
19.见图2,捆扎纸放卷机构7包括放置捆扎纸的卷筒71、安装在安装板10上的滚轮72、竖直设置的捆扎纸通道73、位于捆扎纸通道73出口处的导引轮74、与操作台13在同一水平面上的捆扎纸输出道75和位于捆扎纸输出道75上方并且能带动捆扎纸传输的转动轮76以及带动转动轮76转动的小型电机77。捆扎纸输出道75的下方设置有能将捆扎纸顶在转动轮76下的顶紧装置。一圈捆扎纸放置在卷筒71上,捆扎纸的输出端绕过滚轮72、经过捆扎纸通道73、再经导引轮74换向,最终通过捆扎纸输出道75出来。顶紧装置包括一端通过螺丝安装在安装板10上的连接臂78和安装在连接臂78另一端的顶紧轮79。捆扎纸输出道75的中间有一条长槽,顶紧轮79的外圆周面位于长槽内并且将捆扎纸抵在转动轮76的轮面上,增强其摩擦力,小型电机77带动转动轮76转动,捆扎纸在转动轮76带动下向操作台13输出。
20.见图2,捆扎纸平铺在操作台13上,小型电机77停止工作;捆扎纸切断装置4开始工作。捆扎纸切断装置4包括固定在安装板10上的安装座41、固定在安装座41上的切断气缸42和与切断气缸42连接并且由切断气缸42带动上下运动的裁纸刀43,安装座41的底部连接有导块44,导块44上开设有开口45并且与捆扎纸输出道75相通,裁纸刀43贴合于导块44的外表面。切断气缸42控制裁纸刀43贴合导块44的外表面向下运动,并且将捆扎纸切断,再由切断气缸42将裁纸刀43升起。
21.见图3和图4,捆扎纸被切断后,需要被翻折起包在密封件。捆扎纸左折装置5包括位于操作台13的下方并且竖直垂直于操作台13设置的左底板51、固定在左底板51上的左气缸52、铰接于左底板51上并且能沿铰接点来回翻转的左翻转架53和安装在左翻转架53并且位于操作台13左右两侧的左折手54;左气缸52通过连接件与左翻转架53连接并且带动左折手54将操作台13上的捆扎纸折叠在密封件上。左底板51的上端设置有交接片55,交接片55的两侧分别设置有铰接块56,铰接块56上连接有转销66,转销66上套接有扭簧67,左翻转架53通过转销66与左底板51连接,左翻转架53在扭簧67的作用力下向上翻转,带动左折手54实现将捆扎纸折叠在密封件上的动作。连接件是一根绳索,左气缸52的伸出杆通过绳索连接左翻转架53,左气缸52的伸出杆回缩,带动左翻转架53向下翻折,与操作台13成水平状态。为了避免左翻转架53向上翻折越位,在交接片55的尾端向上设置有左限位块57。
22.捆扎纸右折装置6包括固定于操作台13的下方的右底板61、固定在右底板61上的右气缸62、铰接于右底板61上并且能沿铰接点来回翻转的右翻转架63和安装在右翻转架63并且位于操作台13左右两侧的右折手64;右气缸62通过连接件与右翻转架63连接并且带动
右折手64将操作台13上的捆扎纸折叠在密封件上。右底板61的左端部上左右两侧分别设置有连接块65,连接块65上连接有转销66,转销66上套接有扭簧67,右翻转架63通过转销66与右底板61连接,右翻转架63在扭簧67的作用力下向上翻转,带动右折手64实现将捆扎纸折叠在密封件上的动作。连接件是一根绳索,右气缸62的伸出杆通过绳索连接右翻转架63,左气缸52的伸出杆回缩,带动右翻转架63向下翻折,与操作台13成水平状态。为了避免右翻转架63向上翻折越位,在右底板61的左端部向上设置有右限位块68。
23.因密封件的尺寸规格不一样,需要调节左折手54与右折手64之间的间距。左底板51固定在两根支架14上,两根支架14分别位于操作台13的左右两侧并且呈竖直状设置。两根支架14的上端部要高出操作台13的水平面,用于平稳密封件。导轨8上滑移设置有滑移件15,滑移件15与两根支架14连接,滑移件15沿导轨8移动,带动捆扎纸左折装置5移动,从而达到调节左折手54的目的。
24.操作台13上设置有滑槽16,右底板61上连接有滑块17,滑块17安装在操作台13上并且能沿滑槽16移动。滑块17上设置有锁定螺丝,调节好位置好,用锁定螺丝锁住。
25.见图5,捆扎纸折好后,用捆扎纸热固机构3对捆扎纸进行热熔固定处理。竖直向下设置的捆扎纸热固机构3通过安装块18和角码19固定在滑板12上。捆扎纸热固机构3包括加热装置31和压平装置32,加热装置31包括竖直向下设置的升降气缸311、连接于升降气缸311上的升降架312和固定安装在升降架312上的加热块313;压平装置32包括固定于安装板10上并且位于升降气缸311一侧的支板321、安装在支板321上的压平气缸322和安装在压平气缸322的伸出端上的金属压板323,所述金属压板323位于加热块313的正下方。
26.工作原理:根据密封件的尺寸,捆扎纸左折装置5通过滑移件15调整好与捆扎纸左折装置5之间的间距。小型电机77启动,带动捆扎纸从输出道出来并且平铺在操作台13上,然后,把组装好的密封件放在操作台13的捆扎纸上,位于左、右折手64之间;同时,切断气缸42控制裁纸刀43将捆扎纸切断,捆扎纸左折装置5开始工作,左气缸52向上伸出杆子,左翻转架53在扭簧67的作用下向上转动并且带动左折手54将捆扎纸向上翻折,捆扎纸盖在密封件上;然后,捆扎纸右折装置6开始工作,右气缸62向上伸出杆子,右翻转架63在扭簧67的作用下向上转动并且带动右折手64将捆扎纸向上翻折,捆扎纸覆盖在捆扎纸上;再然后,捆扎纸热固机构3开始工作,压平气缸322带动金属压板323向下压住捆扎纸,再升降气缸311带动加热块313下降,压在金属压板323进行加热,金属压板323受热对捆扎纸加热熔胶,从而对密封件到达包装的目的。
27.具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1