一种装箱机器人开箱-套袋-装箱-封箱机构的制作方法
1.本发明属于自动套袋装箱生产领域,具体地说是一种装箱机器人开箱-套袋-装箱-封箱机构。
背景技术:
2.目前国内外许多包装机械公司生产的全自动纸箱开箱机和封箱机存在着结构复杂,性能不稳定等诸多细节问题。而国内的纸箱包装机械行业总体来说更是技术含量低、生产效率低、技术附加值低的产品居多。
3.随着用工成本的上升,员工流动性的加强和对包装效率要求的不断提高,自动化包装机的需求也日渐上升,传统的包装设备生产模式单一,因此需要一种全自动的柔性强的设备,以进行纸箱的开箱、封箱。对于一些3c产品的自动套装,还需要将码垛好的装有产品本体的小包装盒套入一个较大的塑料袋并装入更大的包装箱中,以待运输。而目前也缺乏上述用于3c产品的开箱-套袋-装箱-封箱机构。
技术实现要素:
4.针对上述问题,本发明的目的在于提供一种装箱机器人开箱-套袋-装箱-封箱机构。
5.本发明的目的是通过以下技术方案来实现的:
6.一种装箱机器人开箱-套袋-装箱-封箱机构,包括双臂机器人作业单元、封箱单元a、套袋装箱单元及封箱单元b,所述封箱单元a用于在小包装盒装入大包装箱前对大包装箱的底侧开口进行封箱,所述封箱单元b用于在小包装盒装入大包装箱后对大包装箱的顶侧开口进行封箱;
7.所述套袋装箱单元包括套袋装箱单元主机架,所述套袋装箱单元主机架的顶面上设有作业面板部,所述作业面板部沿套袋装箱单元主机架的长度方向依次分为小包装盒码垛区、装袋区及大包装箱定位区;所述小包装盒码垛区用于放置码垛好的小包装盒;所述装袋区用于放置并定位袋子以待进行装袋;所述大包装箱定位区用于放置待将小包装盒装入的大包装箱;
8.所述双臂机器人作业单元包括单臂机器人a及单臂机器人b;所述单臂机器人a的末端安装有端拾器a,所述单臂机器人a上的端拾器a用于抓取大包装箱、使大包装箱展开以及带动展开的大包装箱移动至指定位置;所述单臂机器人b的末端安装有端拾器b,所述单臂机器人b上的端拾器b用于抓取袋子或合格证并移动至指定位置,所述单臂机器人b上的端拾器b还用于将码垛好的小包装盒推入袋子并收拢袋口、之后再将已装好小包装盒的袋子整体推入大包装箱中进行装箱;所述单臂机器人a上的端拾器a与所述单臂机器人b上的端拾器b相配合将完成装箱的大包装箱从套袋装箱单元移至指定位置。
9.所述端拾器a包括连接架a,所述连接架a包括固定在一起的连接板部a及安装板部a,所述连接板部a与所述单臂机器人a的末端连接,所述安装板部a上设有若干个反吸吸盘
a,所述安装板部a铰接有开箱辅助挡板,所述安装板部a上还铰接有伸缩气缸a的一端,所述伸缩气缸a的另一端与所述开箱辅助挡板铰接;所述伸缩气缸a的另一端伸出、进而使所述开箱辅助挡板转动至预设位置并与所述安装板部a形成固定夹角。
10.所述端拾器b包括连接架b,所述连接架b包括固定在一起的连接板部b及安装板部b,所述连接板部b与所述单臂机器人b的末端连接,所述安装板部b上设有若干个反吸吸盘b。
11.所述安装板部b的两侧对称铰接有摆杆的一端,所述安装板部b的两侧还对称铰接有伸缩气缸b的一端,每个所述伸缩气缸b的另一端分别与邻近的所述摆杆的中部铰接,每个所述摆杆远离所述安装板部b的一端均设有反吸吸盘c,所述安装板部b上也设有若干个反吸吸盘c;当各所述伸缩气缸b的另一端分别伸出到指定位置后,各所述反吸吸盘c的轴向中心线均共面。
12.所述安装板部b上固接有伸缩气缸c的一端,所述伸缩气缸c的轴向中心线垂直于所述安装板部b,所述伸缩气缸c的另一端上安装有推板,所述推板上安装有反吸吸盘d。
13.所述小包装盒码垛区的作业面板部的下侧的所述套袋装箱单元主机架上安装有限位顶升气缸,所述限位顶升气缸的输出端连接有限位钣金框架;所述限位顶升气缸的输出端伸出、进而带动所述限位钣金框架顶端向上穿出所述作业面板部;所述限位顶升气缸的输出端缩回、进而带动所述限位钣金框架顶端回到所述作业面板部的下侧。
14.所述装袋区的作业面板部上设有两个对称的袋子限位架,两个所述袋子限位架均平行于所述套袋装箱单元主机架的长度方向,每个所述袋子限位架分别各与一个伸缩气缸d的一端及一个伸缩气缸e的一端铰接;
15.每个所述袋子限位架上靠近所述小包装盒码垛区的一端均铰接有袋口撑开板,所述袋口撑开板与所述伸缩气缸d的另一端铰接;所述伸缩气缸d的另一端缩回,进而带动所述袋口撑开板旋转以从袋子的内侧撑开袋子的袋口;
16.每个所述袋子限位架上靠近所述大包装箱定位区的一端均铰接有箱口撑开板,所述箱口撑开板与所述伸缩气缸e的另一端铰接;所述伸缩气缸e的另一端缩回,进而带动所述箱口撑开板旋转以从大包装箱的内侧撑开大包装箱的箱口侧板。
17.所述装袋区的作业面板部的下侧的所述套袋装箱单元主机架上安装有袋口压紧摆动气缸,所述装袋区的作业面板部上靠近所述小包装盒码垛区的位置铰接有袋口压紧板,所述袋口压紧摆动气缸的输出端与所述袋口压紧板铰接;所述袋口压紧摆动气缸的输出端缩回、进而带动袋口压紧板旋转并将袋口的部分边缘压在作业面板部上;所述袋口压紧摆动气缸的输出端伸出、进而将所述袋口压紧板抬起;
18.所述装袋区的作业面板部上靠近所述大包装箱定位区的位置上开设有箱口侧板插槽,所述箱口侧板插槽中固接有斜向阻挡钣金;
19.所述装袋区的作业面板部的下侧的所述套袋装箱单元主机架上还安装有袋口收拢顶升气缸,所述袋口收拢顶升气缸的输出端安装有袋口收拢顶板;所述袋口收拢顶升气缸的输出端伸出并推动袋口收拢顶板,所述袋口收拢顶板推动袋口收拢;所述袋口收拢顶升气缸的输出端缩回,带动所述袋口收拢顶板嵌入所述作业面板部中。
20.所述装袋区的作业面板部上还设有若干个反吸吸盘e;所述装袋区的作业面板部上开设有吹气口,所述套袋装箱单元主机架上与所述吹气口对应处设有吹气喷嘴,所述吹
气喷嘴朝向袋口。
21.所述大包装箱定位区的作业面板部上设有大包装箱定位框架,所述大包装箱定位框架上设有用于检测大包装箱是否到位的到位检测传感器。
22.本发明的优点与积极效果为:
23.本发明通过双臂机器人作业单元、封箱单元a、套袋装箱单元及封箱单元b的配合设置,可自动依次实现大包装箱的开箱、将袋子装在套袋装箱单元上并撑开袋口、将码垛好的小包装盒推入袋子中完成小包装盒的套袋、将小包装盒以及袋子推进入大包装箱、将完成装箱的大包装箱进行封箱,自动化程度高,节约用工成本,大幅度提高包装效率。
附图说明
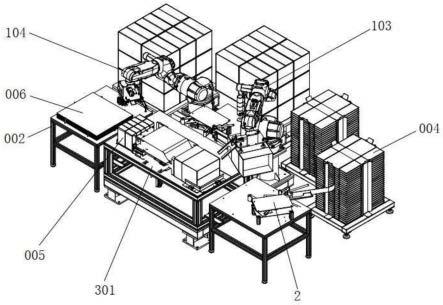
24.图1为本发明的整体的立体结构示意图之一;
25.图2为本发明的整体的立体结构示意图之二;
26.图3为本发明的整体的俯视结构示意图;
27.图4为本发明的双臂机器人作业单元的立体结构示意图;
28.图5为本发明的双臂机器人作业单元与套袋装箱单元的设置结构示意图;
29.图6为本发明的端拾器a的立体结构示意图;
30.图7为本发明的端拾器a抓取大包装箱时的结构示意图;
31.图8为本发明的摆杆伸出前的端拾器b的立体结构示意图;
32.图9为本发明的摆杆伸出前的端拾器b的主视结构示意图;
33.图10为本发明的摆杆伸出后的端拾器b的立体结构示意图;
34.图11为本发明的摆杆伸出后的端拾器b的主视结构示意图;
35.图12为本发明的端拾器b吸附袋子时的结构示意图;
36.图13为本发明的端拾器b吸附合格证时的结构示意图;
37.图14为本发明的套袋装箱单元的俯视结构示意图;
38.图15为本发明的套袋装箱单元的内部结构示意图;
39.图16为本发明的套袋装箱单元在未放置袋子前的立体结构示意图之一;
40.图17为本发明的套袋装箱单元在未放置袋子前的立体结构示意图之二;
41.图18为本发明的套袋装箱单元在未放置袋子前的俯视结构示意图;
42.图19为本发明的套袋装箱单元在开始放置袋子时的立体结构示意图;
43.图20为本发明的套袋装箱单元在开始将小包装盒装入袋子时的立体结构示意图。
44.图中:101为基座、102为控制柜、103为单臂机器人a、104为单臂机器人b、1051为连接架a、1052为反吸吸盘a、1053为开箱辅助挡板、1054为伸缩气缸a、1061为连接架b、1062为反吸吸盘b、1063为摆杆、1064为伸缩气缸b、1065为反吸吸盘c、1066为伸缩气缸c、1067为推板、1068为反吸吸盘d;
45.2为封箱单元a;
46.301为套袋装箱单元主机架、3011为箱口侧板插槽、302为限位顶升气缸、303为限位钣金框架、304为袋子限位架、305为伸缩气缸d、306为伸缩气缸e、307为袋口撑开板、308为箱口撑开板、309为袋口压紧摆动气缸、310为袋口压紧板、311为斜向阻挡钣金、312为袋口收拢顶升气缸、313为袋口收拢顶板、314为反吸吸盘e、315为吹气喷嘴、316为大包装箱定
位框架;
47.4为封箱单元b;
48.001为大包装箱料库、002为袋子与合格证料库、003为大包装箱码垛库、004为大包装箱、005为小包装盒、006为袋子、007为合格证。
具体实施方式
49.下面结合附图1-20对本发明作进一步详述。
50.一种装箱机器人开箱-套袋-装箱-封箱机构,如图1-5所示,本实施例中包括双臂机器人作业单元、封箱单元a 2、套袋装箱单元及封箱单元b 4,封箱单元a 2用于在小包装盒005装入大包装箱004前对大包装箱004的底侧开口进行封箱,封箱单元b 4用于在小包装盒005装入大包装箱004后对大包装箱004的顶侧开口进行封箱。封箱单元a 2放置于一个支撑平台上。本实施例中封箱单元a 2及封箱单元b 4均为现有技术的封箱机芯。
51.套袋装箱单元包括套袋装箱单元主机架301,套袋装箱单元主机架301的顶面上设有作业面板部,作业面板部沿套袋装箱单元主机架301的长度方向依次分为小包装盒码垛区、装袋区及大包装箱定位区;小包装盒码垛区用于放置码垛好的小包装盒005;装袋区用于放置并定位袋子006以待进行装袋;大包装箱定位区用于放置待将小包装盒005装入的大包装箱004。本实施例中袋子006为塑料袋。
52.双臂机器人作业单元包括单臂机器人a 103及单臂机器人b 104,单臂机器人a 103及单臂机器人b 104均为市购的六轴机器人。双臂机器人作业单元还包括基座101及控制柜102,控制柜102安装于基座101上,套袋装箱单元主机架301也设置于基座101上,控制柜102内部装设有用于控制整个机构的控制系统,单臂机器人a 103及单臂机器人b 104由同一个控制系统控制动作,可以相互协调、相互配合完成复杂的作业;控制系统的设置为现有技术,单臂机器人a 103及单臂机器人b 104分别安装于控制柜102两侧的基座101上,封箱单元b 4设置于控制柜102的上方。单臂机器人a 103的末端安装有端拾器a,单臂机器人a 103上的端拾器a用于抓取大包装箱004、使大包装箱004展开,也即大包装箱004的开箱,以及带动展开的大包装箱004移动至指定位置。单臂机器人b 104的末端安装有端拾器b,单臂机器人b 104上的端拾器b用于抓取袋子006或合格证007并移动至指定位置,单臂机器人b 104上的端拾器b还用于将码垛好的小包装盒005推入袋子006并收拢袋口、之后再将已装好小包装盒005的袋子006整体推入大包装箱004中进行装箱。单臂机器人a 103上的端拾器a与单臂机器人b 104上的端拾器b相配合将完成装箱的大包装箱004从套袋装箱单元移至指定位置。
53.具体而言,如图6和图7所示,本实施例中端拾器a包括连接架a 1051,连接架a 1051包括固定在一起的连接板部a及安装板部a,连接板部a与单臂机器人a 103的末端连接,安装板部a上设有若干个反吸吸盘a 1052,安装板部a铰接有开箱辅助挡板1053,安装板部a上还铰接有伸缩气缸a 1054的一端,伸缩气缸a 1054的另一端与开箱辅助挡板1053铰接。伸缩气缸a 1054的另一端伸出、进而使开箱辅助挡板1053转动至预设位置并与安装板部a形成固定九十度夹角。本实施例中反吸吸盘a 1052及伸缩气缸a 1054均为市购产品,分别由控制系统控制动作。反吸吸盘a 1052用于直接吸附大包装箱004。
54.具体而言,如图8-13所示,本实施例中端拾器b包括连接架b 1061,连接架b 1061
包括固定在一起的连接板部b及安装板部b,连接板部b与单臂机器人b 104的末端连接,安装板部b上设有若干个反吸吸盘b 1062。反吸吸盘b 1062用于直接吸附大包装箱004。安装板部b的两侧对称铰接有摆杆1063的一端,安装板部b的两侧还对称铰接有伸缩气缸b 1064的一端,每个伸缩气缸b 1064的另一端分别与邻近的摆杆1063的中部铰接,每个摆杆1064远离安装板部b的一端均设有反吸吸盘c 1065,安装板部b上也设有若干个反吸吸盘c 1065。当各伸缩气缸b 1064的另一端分别伸出到指定位置后,各反吸吸盘c 1065的轴向中心线均共面,也即此时反吸吸盘c 1065均位于同一直线上。各伸缩气缸b 1064的另一端分别伸出到指定位置后,通过反吸吸盘c 1065直接吸附袋子006。安装板部b上固接有伸缩气缸c 1066的一端,伸缩气缸c 1066的轴向中心线垂直于安装板部b,伸缩气缸c 1066的另一端上安装有推板1067,推板1067上安装有反吸吸盘d 1068。推板1067用于直接推动码垛好的小包装盒005;反吸吸盘d 1068用于直接吸附合格证007;可在将小包装盒005装袋的同时,将合格证007放入袋子006中。本实施例中反吸吸盘b 1062、伸缩气缸b 1064、反吸吸盘c 1065、伸缩气缸c 1066、反吸吸盘d 1068均为市购产品,分别由控制系统控制动作。
55.具体而言,如图14-20所示,本实施例中小包装盒码垛区的作业面板部的下侧的套袋装箱单元主机架301上安装有限位顶升气缸302,限位顶升气缸302的输出端连接有限位钣金框架303。限位顶升气缸302的输出端伸出、进而带动限位钣金框架303顶端向上穿出作业面板部;限位顶升气缸302的输出端缩回、进而带动限位钣金框架303顶端回到作业面板部的下侧。本实施例中限位顶升气缸302为市购产品,由控制系统控制动作。限位钣金框架303用于限制小包装盒005的码垛位置,便于事先放置好待入袋的小包装盒005。
56.具体而言,本实施例中装袋区的作业面板部上设有两个对称的袋子限位架304,两个袋子限位架304均平行于套袋装箱单元主机架301的长度方向,每个袋子限位架304分别各与一个伸缩气缸d 305的一端及一个伸缩气缸e 306的一端铰接。伸缩气缸d 305及伸缩气缸e 306均为市购产品,分别由控制系统控制动作。
57.每个袋子限位架304上靠近小包装盒码垛区的一端均铰接有袋口撑开板307,袋口撑开板307与伸缩气缸d 305的另一端铰接。伸缩气缸d 305的另一端缩回,进而带动袋口撑开板307旋转以从袋子006的内侧撑开袋子006的袋口。
58.每个袋子限位架304上靠近大包装箱定位区的一端均铰接有箱口撑开板308,箱口撑开板308与伸缩气缸e 306的另一端铰接。伸缩气缸e 306的另一端缩回,进而带动箱口撑开板308旋转以从大包装箱004的内侧撑开大包装箱004的顶侧箱口的两侧及上摆的箱口侧板。
59.具体而言,本实施例中装袋区的作业面板部的下侧的套袋装箱单元主机架301上安装有袋口压紧摆动气缸309,装袋区的作业面板部上靠近小包装盒码垛区的位置铰接有袋口压紧板310,袋口压紧摆动气缸309的输出端与袋口压紧板310铰接。袋口压紧摆动气缸309的输出端缩回、进而带动袋口压紧板310旋转并将袋口的部分边缘压在作业面板部上;袋口压紧摆动气缸309的输出端伸出、进而将袋口压紧板310抬起。袋口压紧摆动气缸309为市购产品,由控制系统控制。
60.装袋区的作业面板部上靠近大包装箱定位区的位置上开设有箱口侧板插槽3011,箱口侧板插槽3011中固接有斜向阻挡钣金311。箱口侧板插槽3011及斜向阻挡钣金311的配合设置,用于挡住大包装箱004的顶侧箱口的下摆的箱口侧板,同时也便于小包装盒005通
过斜向阻挡钣金311的上表面进入大包装箱004。
61.装袋区的作业面板部的下侧的套袋装箱单元主机架301上还安装有袋口收拢顶升气缸312,袋口收拢顶升气缸312的输出端安装有袋口收拢顶板313。袋口收拢顶升气缸312的输出端伸出并推动袋口收拢顶板313,袋口收拢顶板313推动袋口收拢。袋口收拢时,单臂机器人b 104将端拾器b移动至袋口上侧,并使推板1067配合袋口收拢顶板313分别从上下两侧推动袋口收拢。袋口收拢顶升气缸312的输出端缩回,带动袋口收拢顶板313嵌入作业面板部中。袋口收拢顶升气缸312为市购产品,由控制系统控制。
62.具体而言,本实施例中装袋区的作业面板部上还设有若干个反吸吸盘e 314;装袋区的作业面板部上开设有吹气口,套袋装箱单元主机架301上与吹气口对应处设有吹气喷嘴315,吹气喷嘴315朝向袋口。反吸吸盘e 314及吹气喷嘴315均为市购产品,分别由控制系统控制动作。反吸吸盘e 314用于吸住袋子006以待进行装袋;吹气喷嘴315通过吹气口,向袋子006吹气,使得袋口张开,袋子006内部膨胀,方便小包装盒005进入。
63.具体而言,本实施例中大包装箱定位区的作业面板部上设有大包装箱定位框架316,大包装箱定位框架316上设有用于检测大包装箱004是否到位的到位检测传感器。本实施例中大包装箱定位框架316为l形框架,用于分别与大包装箱004的底面与一侧侧面抵接定位。到位检测传感器为市购产品,与控制系统连接。
64.工作原理:
65.本发明的具体工作流程如下:
66.1)单臂机器人a 103配合其上安装的端拾器a,通过反吸吸盘a 1052吸附大包装箱004,由大包装箱料库001将大包装箱004取出,大包装箱004由于重力作用展开;并通过伸缩气缸a 1054伸出,使开箱辅助挡板1053转动至预设位置并与安装板部a形成固定九十度夹角,以挡住大包装箱004的一侧,使大包装箱004初步成型;
67.2)由单臂机器人a 103带着初步成型的大包装箱004划过封箱单元a 2,完成大包装箱004底侧开口的胶带封口;
68.3)将完成底部封口的大包装箱004放置于套袋装箱单元主机架301的作业面板部上的大包装箱定位区处,被到位检测传感器感应到达指定位置,完成大包装箱004的定位,此时大包装箱004的顶侧箱口朝向装袋区方向;完成定位后,单臂机器人a 103配合其上安装的端拾器a松开大包装箱004,并通过端拾器a将大包装箱004往装袋区推动前进指定距离,使得此时顶侧箱口的一个向下摆的箱口侧板顺着斜向阻挡钣金311插入箱口侧板插槽3011、被挡在斜向阻挡钣金311下方;两侧及上摆的箱口侧板分别由两个箱口撑开板308撑开,达成待入箱状态;
69.4)单臂机器人b 104配合其上安装的端拾器b,通过反吸吸盘c 1065吸附袋子006,由袋子与合格证料库002将袋子006取出,放置在装袋区的两个对称的袋子限位架304之间;套袋装箱单元主机架301上的袋口撑开板307将袋口撑开,反吸吸盘e 314从底侧吸住袋子006,吹气喷嘴315向袋子006内部吹气,使得袋口张开,袋子006内部膨胀,方便小包装盒005进入;
70.5)限位顶升气缸302带动限位钣金框架303下降,使限位钣金框架303内侧的小包装盒码垛区中的码垛好的小包装盒005的外围自由;同时袋口压紧摆动气缸309伸出使得袋口压紧板310在下侧压紧袋口,使袋口固定;
71.6)单臂机器人b 104配合其上安装的端拾器b,松开已被固定好的袋子006,由袋子与合格证料库002将合格证007吸取后,由端拾器b将码垛好的小包装盒005推入袋子006中,并将合格证007松开使合格证007落入袋子006中后退出;袋口收拢顶升气缸312动作,使袋口收拢顶板313配合端拾器b将袋口收拢,完成小包装盒005的套袋,后由端拾器b将完成入袋的小包装盒005以及袋子006推入待机转态的大包装箱004中;
72.7)小包装盒005以及袋子006进入大包装箱004后,由单臂机器人a 103上的端拾器a将大包装箱004取出,经由封箱单元b 4,完成大包装箱004的顶侧开口的胶带封口;
73.8)最后由单臂机器人b 104上的端拾器b吸附完成装箱封口的大包装箱004,端拾器a松开大包装箱004,端拾器b将大包装箱004运送至大包装箱码垛库003完成码垛,完成全部封箱工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1