一种速载装置的控制方法与流程
1.本发明涉及一种物流控制领域,尤其涉及一种速载装置的控制方法。
背景技术:
2.随着物流系统的自动化程度的提高,许多场景下货物的搬运已经逐渐使用自动化设备代替人工,降低人的劳动强度。
3.而速载装置作为货物搬运的一环,通过各向的输送结构,例如滚轮,将货物输送搬运至下一个环节。例如,一种在中国专利文献上公开的“warenet智能移动货物收发装备及其控制系统”,其公告号cn106966095a,包括运输设备、立体网格货架、竖直升降装置、带式输送装置、扫描仪、集成芯片控制系统、打印并扫描一体机、和人机界面。可以运输和储存任何固体物品、以及任何可以放到固体容器里面的液体和放进任何固体容器里面的气体。货物进出口可以设在运输设备的主副驾驶室之间或者任何其他位置。
4.该方案采用自动智能化控制和操作,无需人工搬运,大大降低劳动强度,提高效率。但是该方案没有考虑到运输的货物本身性质的问题,例如易碎品不能码垛在其他货物下方,运输过程需要考虑货物的先后顺序。实际应用过程中不能根据货物的性质调整速载装置的控制策略,应用效率低。
技术实现要素:
5.本发明主要解决现有技术没有考虑到运输的货物本身性质的问题;提供一种速载装置的控制方法,识别速载装置上的货物属性,根据货物属性制定货物运输的先后顺序,合理分配货物位置,提高货物装卸效率。
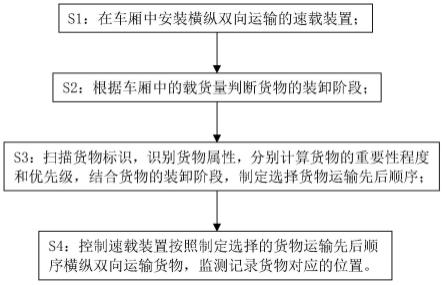
6.本发明的上述技术问题主要是通过下述技术方案得以解决的:一种速载装置的控制方法,包括以下步骤:s1:在车厢中安装横纵双向运输的速载装置;s2:根据车厢中的载货量判断货物的装卸阶段;s3:扫描货物标识,识别货物属性,分别计算货物的重要性程度和优先级,结合货物的装卸阶段,制定选择货物运输先后顺序;s4:控制速载装置按照制定选择的货物运输先后顺序横纵双向运输货物,监测记录货物对应的位置。
7.通过识货物属性,根据货物属性制定货物运输的先后顺序,合理分配货物位置,提高货物装卸效率。结合货物的装卸阶段制定不同的货物运输先后顺序,更具有针对性,提高装卸效率。
8.作为优选,所述的横纵双向运输的速载装置包括设置在速载装置平台上的横向输送带和纵向输送带;各速载装置中分别设置有相互通信连接的控制模块,控制模块根据制定选择的货物运输先后顺序依次控制对应的横向输送带或纵向输送带输送货物。
9.通过横纵双向的传送带运输货物,使得货物运输更加灵活。
10.作为优选,所述的步骤s2包括以下过程:s201:当车厢门打开时,以额定频率采集车厢内的图像数据;判断车厢内是否载有货物,若是,则进入步骤s202判断;否则,判断为装货阶段;s202:比较上一时刻采集的图像数据中货物的数量与当前时刻采集的图像数据中的货物数量;若货物数量减少,则判断为卸货阶段;若货物数量增加,则判断为装货阶段;若连续额定次数货物数量不变,则进入步骤s203判断;s203:判断是否接收到装货或者卸货命令,若是,则在收到装货命令时判断为装货阶段,收到卸货命令时判断为卸货阶段;否则,处于待定状态,并告警,返回步骤s201判断,直至车厢门关闭。
11.根据车厢内货物的数量变化确定装卸阶段,以此来制定不同的装卸顺序,更具有针对性。
12.作为优选,所述的货物属性包括运输路程、价值和运输影响因素;运输影响因素包括易碎品、易燃易爆品、腐蚀性货品和普通货品。根据不同的货物属性维度确定重要性程度以及优先级,依此来制定货物的装卸顺序。
13.作为优选,所述的重要性程度的计算过程为:根据货物的价值和运输路程,加权计算货物的重要性程度gi;其中,gi为第i个托盘上货物的重要性程度评分;ωv为价值系数;vi为第i个托盘上货物的价值;为所有货物的价值均值;ω
l
为运输路程系数;li为第i个托盘上货物的运输路程;l为运输路程的标准路程距离。
14.根据货物的价值与运输路程计算货物的重要性程度,价值越大货物的重要性程度越高,运输距离越远,货物的重要性程度越小。
15.作为优选,所述的优先级的计算过程为:根据货物的运输影响因素将货物分类,统计各类货物的数量;根据同类货物的数量和重要性程度计算优先级di;其中,di为第i个托盘上货物的优先级;mk为货物对应的第k类货物的总数;m为货物的总数。
16.根据同类的数量计算优先级,用于卸货时判断哪类货物先卸货。
17.作为优选,卸货阶段时的卸货过程为:
筛选车厢内所有待卸货物;待卸货物按照运输影响因素分类;按照各运输影响因素分类中待卸货物的优先级平均值,由大到小对运输影响因素分类排序;各类运输影响因素分类中的待卸货物按照重要性程度由大到小排序;按照排序,对待卸货物卸货。
18.同类的货物按照重要性程度排序卸货,不同类货物按照优先级排序决定哪类货物先卸货。对于装载的货物更加具有针对性。
19.作为优选,装货阶段时的装货过程为:a1:判断车厢内是否存在货物;若是,则进入步骤a2判断;否则,按照货物重要性由小到达依次装货;a2:获取比较待装货物的重要性程度与车厢内货物的重要性程度,预估待装货物的装货位置,统计移动路径;a3:根据移动路径与重要性程度加权计算,获取新的重要性程度;a4:返回步骤a2,直至移动路径不再变化;a5:按照待装货物重要性程度有小到大依次装货。
20.作为优选,新的重要性程度的计算过程为:其中,g
′i为第i个托盘上货物新的重要性程度;yi为第i个托盘上货物的移动路径经过的速载装置个数;yc为车厢中货物移动经过的速载装置个数;y0为移动路径标准值。
21.本发明的有益效果是:1.通过识货物属性,根据货物属性制定货物运输的先后顺序,合理分配货物位置,提高货物装卸效率。
22.2.结合货物的装卸阶段制定不同的货物运输先后顺序,更具有针对性,提高装卸效率。
附图说明
23.图1是本发明的速载装置的控制方法流程图。
24.图2是本发明的速载装置结构示意图。
25.图中,1.速载装置平台,2.横向输送带,3.纵向输送带,4.托盘。
具体实施方式
26.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
27.实施例:本实施例的一种速载装置的控制方法,如图1所示,包括以下步骤:s1:在车厢中安装横纵双向运输的速载装置。
28.在本实施例中,在厢式货车或者集装箱的底部拼接安装如图2所示的速载装置。
29.本实施例的速载装置为能够横纵双向运输的速载装置。如图2所示,速载装置包括设置在速载装置平台1上的横向输送带2和纵向输送带3。
30.横向输送带2分别设置在速载装置平台1的两侧;纵向输送带3与横向输送带2相垂直,纵向输送带3设置在两横向输送带2之间,纵向输送带3之间的鉴于与托盘4底部的支撑腿之间的间距相适配。
31.各速载装置中分别设置有相互通信连接的控制模块。在本实施例中,控制模块设置在速载装置平台1底部。控制模块根据制定选择的货物运输先后顺序依次控制对应的横向输送带3或纵向输送带2输送货物。
32.通过横纵双向的传送带运输货物,使得货物运输更加灵活。便于改变车厢内货物的相对位置。
33.s2:根据车厢中的载货量判断货物的装卸阶段。
34.s201:当车厢门打开时,以额定频率采集车厢内的图像数据;判断车厢内是否载有货物,若是,则进入步骤s202判断;否则,判断为装货阶段。
35.当车厢门打开后再判断是否处于装卸货物的阶段,减少运输时无用的判断,降低能耗。通过图像识别判断车厢内是否装载货物,简单便捷。
36.s202:比较上一时刻采集的图像数据中货物的数量与当前时刻采集的图像数据中的货物数量。
37.若货物数量减少,则判断为卸货阶段;若货物数量增加,则判断为装货阶段;若连续额定次数货物数量不变,则进入步骤s203判断。
38.s203:判断是否接收到装货或者卸货命令,若是,则在收到装货命令时判断为装货阶段,收到卸货命令时判断为卸货阶段;否则,处于待定状态,并告警,返回步骤s201判断,直至车厢门关闭。
39.根据车厢内货物的数量变化确定装卸阶段,以此来制定不同的装卸顺序,更具有针对性。
40.s3:扫描货物标识,识别货物属性,分别计算货物的重要性程度和优先级,结合货物的装卸阶段,制定选择货物运输先后顺序。
41.每个托盘上设置有录入有货物信息的货物标识。货物标识包括二维码、rfid、条形码等,通过扫描获得对应的货物属性信息。
42.货物属性包括运输路程、价值和运输影响因素。
43.运输影响因素包括易碎品、易燃易爆品、腐蚀性货品和普通货品。
44.根据不同的货物属性维度确定重要性程度以及优先级,依此来制定货物的装卸顺序。
45.重要性程度的计算过程为:根据货物的价值和运输路程,加权计算货物的重要性程度gi;其中,gi为第i个托盘上货物的重要性程度评分;
ωv为价值系数;vi为第i个托盘上货物的价值;为所有货物的价值均值;ω
l
为运输路程系数;li为第i个托盘上货物的运输路程;l为运输路程的标准路程距离。
46.根据货物的价值与运输路程计算货物的重要性程度,价值越大货物的重要性程度越高,运输距离越远,货物的重要性程度越小。
47.优先级的计算过程为:根据货物的运输影响因素将货物分类,统计各类货物的数量;根据同类货物的数量和重要性程度计算优先级di;其中,di为第i个托盘上货物的优先级;mk为货物对应的第k类货物的总数;m为货物的总数。
48.根据同类的数量计算优先级,用于卸货时判断哪类货物先卸货。
49.装货阶段时的装货过程为:a1:判断车厢内是否存在货物;若是,则进入步骤a2判断;否则,按照货物重要性由小到达依次装货。
50.a2:获取比较待装货物的重要性程度与车厢内货物的重要性程度,预估待装货物的装货位置,统计移动路径。
51.a3:根据移动路径与重要性程度加权计算,获取新的重要性程度。
52.新的重要性程度的计算过程为:其中,g
′i为第i个托盘上货物新的重要性程度;yi为第i个托盘上货物的移动路径经过的速载装置个数;yc为车厢中货物移动经过的速载装置个数;y0为移动路径标准值。
53.a4:返回步骤a2,直至移动路径不再变化。
54.a5:按照待装货物重要性程度有小到大依次装货。
55.卸货阶段时的卸货过程为:b1:筛选车厢内所有待卸货物;b2:待卸货物按照运输影响因素分类;b3:按照各运输影响因素分类中待卸货物的优先级平均值,由大到小对运输影响因素分类排序;b4:各类运输影响因素分类中的待卸货物按照重要性程度由大到小排序;b5:按照排序,对待卸货物卸货。
56.同类的货物按照重要性程度排序卸货,不同类货物按照优先级排序决定哪类货物先卸货。对于装载的货物更加具有针对性。
57.s4:控制速载装置按照制定选择的货物运输先后顺序横纵双向运输货物,监测记录货物对应的位置。
58.记录对应的速载装置上的货物信息,包括位置、重要性程度和优先级等,便于之后的货物装卸。
59.通过识货物属性,根据货物属性制定货物运输的先后顺序,合理分配货物位置,提高货物装卸效率。结合货物的装卸阶段制定不同的货物运输先后顺序,更具有针对性,提高装卸效率。
60.应理解,实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1