一种芦笋运输用打包装置的制作方法
1.本发明涉及打包装置技术领域,具体为一种芦笋运输用打包装置。
背景技术:
2.打包装置又称捆包机、打带机或捆扎机,是使用捆扎带捆扎产品或包装件,然后收紧并将两端通过发热烫头热融粘接方式结合。打包机的功能是加固包装物品的,使物品在搬运过程中、贮存中不因捆扎不牢而散落,同时还应捆扎整齐美观,打包机系列产品有:自动打包机,半自动打包机,全自动打包机,加压式打包机等,打包物体首先处于打包机中间,然后压紧打包袋的前端,把打包袋收紧捆在物体上,随后压紧打包袋的适当位置,加热切刀伸进两打包袋中间,切断打包袋,最后把下一打包袋送到位,完成一个工作循环,使塑料带能紧贴于被捆扎包件表面。
3.芦笋在进行运输时,需要先对芦笋进行打包,而在对芦笋进行打包时,需要先将芦笋堆垛整齐,然后再将整齐的芦笋送入打包装置中进行打包,否则堆垛整齐的芦笋一旦进入打包装置中,不仅会导致打包效果差,加热切刀在进行切断打包袋时还很容易切到芦笋,造成不必要的损失,而现阶段的芦笋打包装置通常使利用工作人员先对芦笋进行点数,然后将芦笋堆垛整齐,最后送入打包装置中,不仅工作流程较为繁琐,需要工作人员较多,而且效率缓慢,成本较高。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种芦笋运输用打包装置,解决了芦笋在进行运输时,需要先对芦笋进行打包,而在对芦笋进行打包时,需要先将芦笋堆垛整齐,然后再将整齐的芦笋送入打包装置中进行打包,否则堆垛整齐的芦笋一旦进入打包装置中,不仅会导致打包效果差,加热切刀在进行切断打包袋时还很容易切到芦笋,造成不必要的损失,而现阶段的芦笋打包装置通常使利用工作人员先对芦笋进行点数,然后将芦笋堆垛整齐,最后送入打包装置中,不仅工作流程较为繁琐,需要工作人员较多,而且效率缓慢,成本较高的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种芦笋运输用打包装置,包括底座,所述底座一端设置有入料传送带和运料传送带,所述入料传送带靠近运料传送带的一端设置有堆整机构,所述运料传送带靠近底座的一端设置有袋盘,所述运料传送带远离堆整机构的一端设置有出料传送带,所述出料传送带远离底座的一端设置有打包基座,所述出料传送带靠近运料传送带的一端设置有入袋口,所述打包基座靠近出料传送带的一端设置有若干熔接理带轮和接头热熔切断器。
6.作为优选,所述运料传送带远离出料传送带的一端位于堆整机构内部,所述熔接理带轮位于接头热熔切断器和入袋口之间。
7.作为优选,所述堆整机构包括机构外壳,所述机构外壳靠近入料传送带的一端设置有入料传送带安装槽,所述入料传送带安装槽远离底座的一端设置有若干第一滑槽和数
量监测仪,两个所述第一滑槽之间设置理正板,所述机构外壳靠近运料传送带的一端设置有运料传送带安装槽,所述运料传送带安装槽远离底座的一端设置有第一凹槽,所述第一凹槽靠近出料传送带的一端设置有第二滑槽,所述第二滑槽内设置有升降挡板,所述第一凹槽远离第二滑槽的一端设置有对齐机关。
8.作为优选,所述数量监测仪位于第一滑槽和第一凹槽之间,所述第一凹槽与入料传送带安装槽、运料传送带安装槽相互连通。
9.作为优选,所述理正板包括板体,所述板体靠近第一滑槽的两端设置有第一滑块,所述板体靠近第一滑块的两端设置有齿槽,所述齿槽内设置有第一齿轮,所述第一滑块靠近板体的一端内部设置有第一液压杆,所述第一液压杆一端设置有第二滑块,所述第二滑块远离第一液压杆的一端内部设置有第一电机,所述第一电机远离第一液压杆的一端设置有第二齿轮,所述第二齿轮远离第一电机的一端设置有第一伞轮,所述第一伞轮靠近板体的一端设置有第二伞轮,所述第二伞轮靠近板体的一端设置有传动柱,所述传动柱贯穿第一滑块与第一齿轮固定连接。
10.作为优选,所述第一滑块远离板体的一端内部转动设置有转动柱,所述转动柱外部表面设置有若干转动卡环,两个所述转动卡环之间设置有齿圈,所述转动柱内部设置有第一螺纹孔,所述第一螺纹孔内设置有螺纹杆。
11.作为优选,所述第一滑块在第一滑槽在移动,所述齿圈与转动柱固定连接,所述螺纹杆贯穿第一滑块,螺纹杆两端与机构外壳固定连接。
12.作为优选,所述升降挡板包括挡板主体,所述挡板主体靠近和远离入料传送带安装槽的两端设置有若干滑动卡槽,两个所述滑动卡槽之间设置有第二螺纹孔,所述第二螺纹孔内设置有转动螺纹杆,所述转动螺纹杆远离运料传送带安装槽的一端设置有第二电机。
13.作为优选,所述对齐机关包括对齐推板,所述对齐推板远离升降挡板的一端设置有若干第二液压杆,所述对齐推板远离运料传送带安装槽的一端设置有若干t形滑槽,所述t形滑槽内设置有t形滑块,所述t形滑块远离对齐推板的一端设置有隔板,所述隔板远离升降挡板的一端内部设置若干第二凹槽,所述第二凹槽内设置有第三液压杆,所述隔板远离t形滑块的一端表面设置有若干弧形槽。
14.作为优选,所述隔板远离t形滑块一端表面为带有高低差的斜面。
15.本发明提供了一种芦笋运输用打包装置。具备以下有益效果:
16.本方案根据上述背景技术中提出的芦笋在进行运输时,需要先对芦笋进行打包,而在对芦笋进行打包时,需要先将芦笋堆垛整齐,然后再将整齐的芦笋送入打包装置中进行打包,否则堆垛整齐的芦笋一旦进入打包装置中,不仅会导致打包效果差,加热切刀在进行切断打包袋时还很容易切到芦笋,造成不必要的损失,而现阶段的芦笋打包装置通常使利用工作人员先对芦笋进行点数,然后将芦笋堆垛整齐,最后送入打包装置中,不仅工作流程较为繁琐,需要工作人员较多,而且效率缓慢,成本较高的问题,本方案首先将打包袋卷安装在袋盘中,然后将打包袋穿过入袋口;
17.随后将打包袋一端放入熔接理带轮中,启动熔接理带轮和打包基座,熔接理带轮将打包袋送入打包基座中,然后打包袋穿过接头热熔切断器,随后启动入料传送带、运料传送带和出料传送带,此时芦笋放置在入料传送带表面,然后入料传送带将芦笋运输至堆整
机构中,堆整机构对芦笋进行堆垛、整齐,随后运料传送带将整理完成的芦笋从堆整机构中运出,然后运料传送带将整理完成的芦笋运输至出料传送带表面的打包袋中,随后熔接理带轮将打包袋的一端送入打包基座中,打包基座对打包袋进行半封,然后接头热熔切断器对打包袋另一半进行切断熔封,随后出料传送带将打包完成的芦笋运输至指定位置,可自动对芦笋按数量进行堆垛、整齐,方便打包装置对芦笋进行打包,不仅增加打包效率,还显著减少打包时所需的工作人员,从而降低打包成本。
18.其中,当需要调整板体的高度时,首先启动第一液压杆,调整第二齿轮的位置,然后启动第一电机即可,然后当需要调整板体倾斜角度时,启动第一液压杆,利用第一液压杆使第一伞轮和第二伞轮相互啮合,然后启动第一电机即可,利用一个电机即可使板体上升和旋转,减少装置成本。
19.其中,当芦笋落在弧形槽中时,利用弧形槽将芦笋排整齐,然后利用隔板的斜面,使芦笋的一端进行初次对齐,方便后续进行对齐。
附图说明
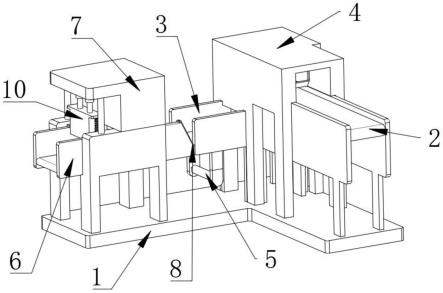
20.图1为本发明的整体前视结构示意图;
21.图2为本发明的整体后视结构示意图;
22.图3为本发明中堆整机构的剖面立体结构示意图;
23.图4为本发明中理正板的剖面立体结构示意图;
24.图5为本发明中升降挡板的结构示意图;
25.图6为本发明中对齐机关的仰视结构示意图;
26.图7为本发明中对齐机关的俯视结构示意图。
27.其中,1、底座;2、入料传送带;3、运料传送带;4、堆整机构;401、机构外壳;402、入料传送带安装槽;403、第一滑槽;404、数量监测仪;405、理正板;40501、板体;40502、第一滑块;40503、齿槽;40504、第一齿轮;40505、第一液压杆;40506、第二滑块;40507、第一电机;40508、第二齿轮;40509、第一伞轮;405010、第二伞轮;405011、传动柱;405012、转动柱;405013、转动卡环;405014、齿圈;405015、第一螺纹孔;405016、螺纹杆;406、运料传送带安装槽;407、第一凹槽;408、第二滑槽;409、升降挡板;40901、挡板主体;40902、滑动卡槽;40903、第二螺纹孔;40904、转动螺纹杆;40905、第二电机;4010、对齐机关;401001、对齐推板;401002、第二液压杆;401003、t形滑槽;401004、t形滑块;401005、隔板;401006、第二凹槽;401007、第三液压杆;401008、弧形槽;5、袋盘;6、出料传送带;7、打包基座;8、入袋口;9、熔接理带轮;10、接头热熔切断器。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.实施例:
30.如图1和图2所示,本发明实施例提供一种芦笋运输用打包装置,包括底座1,所述
底座1一端设置有入料传送带2和运料传送带3,所述入料传送带2靠近运料传送带3的一端设置有堆整机构4,所述运料传送带3靠近底座1的一端设置有袋盘5,所述运料传送带3远离堆整机构4的一端设置有出料传送带6,所述出料传送带6远离底座1的一端设置有打包基座7,所述出料传送带6靠近运料传送带3的一端设置有入袋口8,所述打包基座7靠近出料传送带6的一端设置有若干熔接理带轮9和接头热熔切断器10。
31.如图3所示,所述堆整机构4包括机构外壳401,所述机构外壳401靠近入料传送带2的一端设置有入料传送带安装槽402,所述入料传送带安装槽402远离底座1的一端设置有若干第一滑槽403和数量监测仪404,两个所述第一滑槽403之间设置理正板405,所述机构外壳401靠近运料传送带3的一端设置有运料传送带安装槽406,所述运料传送带安装槽406远离底座1的一端设置有第一凹槽407,所述第一凹槽407靠近出料传送带6的一端设置有第二滑槽408,所述第二滑槽408内设置有升降挡板409,所述第一凹槽407远离第二滑槽408的一端设置有对齐机关4010。
32.通过上述技术方案,首先将入料传送带2和运料传送带3分别安装在入料传送带安装槽402和运料传送带安装槽406中,然后启动理正板405,依据需要打包的芦笋的大小,调整理正板405的高度和倾斜角度,使理正板405与入料传送带2之间留下只允许单个芦笋通过的空隙,然后将芦笋放入入料传送带2中,利用入料传送带2将芦笋运输至第一凹槽407处,随后数量监测仪404对通过理正板405的芦笋进行计数,当芦笋输至第一凹槽407处时,利用重力落至运料传送带3表面,当数量监测仪404检测通过的芦笋到指定数量时,对齐机关4010启动,先进行隔断,然后对运料传送带3表面的芦笋进行对齐操作,对齐完成就,升降挡板409打开,此时运料传送带3将对齐完成的芦笋运输至下一工序。
33.如图4所示,所述理正板405包括板体40501,所述板体40501靠近第一滑槽403的两端设置有第一滑块40502,所述板体40501靠近第一滑块40502的两端设置有齿槽40503,所述齿槽40503内设置有第一齿轮40504,所述第一滑块40502靠近板体40501的一端内部设置有第一液压杆40505,所述第一液压杆40505一端设置有第二滑块40506,所述第二滑块40506远离第一液压杆40505的一端内部设置有第一电机40507,所述第一电机40507远离第一液压杆40505的一端设置有第二齿轮40508,所述第二齿轮40508远离第一电机40507的一端设置有第一伞轮40509,所述第一伞轮40509靠近板体40501的一端设置有第二伞轮405010,所述第二伞轮405010靠近板体40501的一端设置有传动柱405011,所述传动柱405011贯穿第一滑块40502与第一齿轮40504固定连接;
34.所述第一滑块40502远离板体40501的一端内部转动设置有转动柱405012,所述转动柱405012外部表面设置有若干转动卡环405013,两个所述转动卡环405013之间设置有齿圈405014,所述转动柱405012内部设置有第一螺纹孔405015,所述第一螺纹孔405015内设置有螺纹杆405016。
35.通过上述技术方案,当需要调整板体40501的高度时,首先启动第一液压杆40505,通过第一液压杆40505调整第二齿轮40508的位置,使第二齿轮40508与齿圈405014相互啮合,此时第一伞轮40509与第二伞轮405010将处于不同位置,第一伞轮40509与第二伞轮405010离开啮合状态,然后启动第一电机40507,第一电机40507通过第二齿轮40508带动齿圈405014转动,随后齿圈405014带动转动柱405012转动,然后转动柱405012利用第一螺纹孔405015和螺纹杆405016,向指定方向移动,随后转动柱405012带动第一滑块40502向相应
方向移动,此时板体40501跟随第一滑块40502进行移动;
36.当需要调整板体40501倾斜角度时,启动第一液压杆40505,利用第一液压杆40505使第一伞轮40509向第二伞轮405010方向移动,使第一伞轮40509和第二伞轮405010相互啮合,此时第二齿轮40508与齿圈405014处于不同位置,第二齿轮40508与齿圈405014离开啮合状态,然后启动第一电机40507,第一电机40507带动第二齿轮40508旋转,第二齿轮40508旋带动第一伞轮40509旋转,第一伞轮40509通过第二伞轮405010带动传动柱405011旋转,传动柱405011带动第一齿轮40504旋转,第一齿轮40504通过齿槽40503使板体40501开始旋转,改变板体40501的倾斜角度。
37.如图5所示,所述升降挡板409包括挡板主体40901,所述挡板主体40901靠近和远离入料传送带安装槽402的两端设置有若干滑动卡槽40902,两个所述滑动卡槽40902之间设置有第二螺纹孔40903,所述第二螺纹孔40903内设置有转动螺纹杆40904,所述转动螺纹杆40904远离运料传送带安装槽406的一端设置有第二电机40905。
38.通过上述技术方案,当需要启动升降挡板409时,首先启动第二电机40905,第二电机40905带动转动螺纹杆40904旋转,此时挡板主体40901利用第二螺纹孔40903和转动螺纹杆40904,向指定的方向进行移动,滑动卡槽40902则负责固定挡板主体40901的一端方向和轨迹。
39.如图6和图7所示,所述对齐机关4010包括对齐推板401001,所述对齐推板401001远离升降挡板409的一端设置有若干第二液压杆401002,所述对齐推板401001远离运料传送带安装槽406的一端设置有若干t形滑槽401003,所述t形滑槽401003内设置有t形滑块401004,所述t形滑块401004远离对齐推板401001的一端设置有隔板401005,所述隔板401005远离升降挡板409的一端内部设置若干第二凹槽401006,所述第二凹槽401006内设置有第三液压杆401007,所述隔板401005远离t形滑块401004的一端表面设置有若干弧形槽401008。
40.通过上述技术方案,当需要启动对齐机关4010时,首先启动第三液压杆401007,第三液压杆401007使隔板401005向升降挡板409的方向移动,通过通过隔板401005对需要对齐的芦笋进行隔离,使后续落下的芦笋落在弧形槽401008中,当芦笋落在弧形槽401008中时,利用弧形槽401008将芦笋排整齐,然后利用隔板401005的斜面,使芦笋的一端进行初次对齐,方便后续进行对齐,当隔板401005移动完成时,启动第二液压杆401002,第二液压杆401002使对齐推板401001向升降挡板409方向移动,将需要对齐的芦笋进行对齐,当对齐完成时,第二液压杆401002启动将对齐推板401001回归原位,然后第三液压杆401007启动,使隔板401005回归原位,此时弧形槽401008的芦笋会因为挤压自动离开弧形槽401008,落至运料传送带3表面。
41.工作原理:
42.本方案首先将打包袋卷安装在袋盘5中,然后将打包袋穿过入袋口8,随后将打包袋一端放入熔接理带轮9中,启动熔接理带轮9和打包基座7,熔接理带轮9将打包袋送入打包基座7中,然后打包袋穿过接头热熔切断器10,随后启动入料传送带2、运料传送带3和出料传送带6,此时芦笋放置在入料传送带2表面,然后入料传送带2将芦笋运输至堆整机构4中,堆整机构4对芦笋进行堆垛、整齐,随后运料传送带3将整理完成的芦笋从堆整机构4中运出,然后运料传送带3将整理完成的芦笋运输至出料传送带6表面的打包袋中,随后熔接
理带轮9将打包袋的一端送入打包基座7中,打包基座7对打包袋进行半封,然后接头热熔切断器10对打包袋另一半进行切断熔封,随后出料传送带6将打包完成的芦笋运输至指定位置,可自动对芦笋按数量进行堆垛、整齐,方便打包装置对芦笋进行打包。
43.其中,首先将入料传送带2和运料传送带3分别安装在入料传送带安装槽402和运料传送带安装槽406中,然后启动理正板405,依据需要打包的芦笋的大小,调整理正板405的高度和倾斜角度,使理正板405与入料传送带2之间留下只允许单个芦笋通过的空隙,然后将芦笋放入入料传送带2中,利用入料传送带2将芦笋运输至第一凹槽407处,随后数量监测仪404对通过理正板405的芦笋进行计数,当芦笋输至第一凹槽407处时,利用重力落至运料传送带3表面,当数量监测仪404检测通过的芦笋到指定数量时,对齐机关4010启动,先进行隔断,然后对运料传送带3表面的芦笋进行对齐操作,对齐完成就,升降挡板409打开,此时运料传送带3将对齐完成的芦笋运输至下一工序。
44.其中,当需要调整板体40501的高度时,首先启动第一液压杆40505,通过第一液压杆40505调整第二齿轮40508的位置,使第二齿轮40508与齿圈405014相互啮合,此时第一伞轮40509与第二伞轮405010将处于不同位置,第一伞轮40509与第二伞轮405010离开啮合状态,然后启动第一电机40507,第一电机40507通过第二齿轮40508带动齿圈405014转动,随后齿圈405014带动转动柱405012转动,然后转动柱405012利用第一螺纹孔405015和螺纹杆405016,向指定方向移动,随后转动柱405012带动第一滑块40502向相应方向移动,此时板体40501跟随第一滑块40502进行移动;
45.当需要调整板体40501倾斜角度时,启动第一液压杆40505,利用第一液压杆40505使第一伞轮40509向第二伞轮405010方向移动,使第一伞轮40509和第二伞轮405010相互啮合,此时第二齿轮40508与齿圈405014处于不同位置,第二齿轮40508与齿圈405014离开啮合状态,然后启动第一电机40507,第一电机40507带动第二齿轮40508旋转,第二齿轮40508旋带动第一伞轮40509旋转,第一伞轮40509通过第二伞轮405010带动传动柱405011旋转,传动柱405011带动第一齿轮40504旋转,第一齿轮40504通过齿槽40503使板体40501开始旋转,改变板体40501的倾斜角度。
46.其中,当需要启动升降挡板409时,首先启动第二电机40905,第二电机40905带动转动螺纹杆40904旋转,此时挡板主体40901利用第二螺纹孔40903和转动螺纹杆40904,向指定的方向进行移动,滑动卡槽40902则负责固定挡板主体40901的一端方向和轨迹。
47.其中,当需要启动对齐机关4010时,首先启动第三液压杆401007,第三液压杆401007使隔板401005向升降挡板409的方向移动,通过通过隔板401005对需要对齐的芦笋进行隔离,使后续落下的芦笋落在弧形槽401008中,当芦笋落在弧形槽401008中时,利用弧形槽401008将芦笋排整齐,然后利用隔板401005的斜面,使芦笋的一端进行初次对齐,方便后续进行对齐,当隔板401005移动完成时,启动第二液压杆401002,第二液压杆401002使对齐推板401001向升降挡板409方向移动,将需要对齐的芦笋进行对齐,当对齐完成时,第二液压杆401002启动将对齐推板401001回归原位,然后第三液压杆401007启动,使隔板401005回归原位,此时弧形槽401008的芦笋会因为挤压自动离开弧形槽401008,落至运料传送带3表面。
48.显然,本发明的上述实施例仅仅是为清楚地说明本发明所做的举例,而并非是对本发明实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以
做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本发明的技术方案所引申出的显而易见的变化或变动仍处于本发明的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1