一种芳纶蜂窝拉伸带自动连续折叠设备的制作方法
1.本发明涉及航空复合材料技术领域,具体来说是一种芳纶蜂窝拉伸带自动连续折叠设备。
背景技术:
2.芳纶蜂窝制作过程中,需要使用铝箔、玻璃纤维布和芳纶纸等材料制作的多个环装的拉伸带辅助完成拉伸和定型工序。传统的拉伸带制作方式依靠人工折叠或设备折叠成固定尺寸,存在精度不高、效率低和尺寸不能调整等问题,造成拉伸带与不同尺寸和规格芳纶蜂窝不能很好匹配,导致材料浪费。
技术实现要素:
3.本发明的目的在于针对现有芳纶蜂窝制作过程中所用拉伸带精度不高、制作效率低和尺寸不能调整的问题,提供了一种芳纶蜂窝拉伸带自动连续折叠设备为了实现上述目的,设计一种芳纶蜂窝拉伸带自动连续折叠设备,包括平移导向轨,所述平移导向轨包括外导轨和内导轨;前牵引组合,包括独立的第一气动自驱动滑块和第二气动自驱动滑块,安装在内导轨上的第一气动自驱动滑块上设有一侧为斜面的第一下牵引板,安装在外导轨上的第二气动自驱动滑块设有第一上支架,所述第一上支架通过升降轴与第一上吸附牵引板连接,所述第一上吸附牵引板一侧为斜面,且与折叠装置连接;中牵引组合,包括独立的第三气动自驱动滑块和第四气动自驱动滑块,安装在内导轨上的第三气动自驱动滑块上设有一侧为斜面的第二下牵引板,安装在外导轨上的第四气动自驱动滑块上设有第二上支架,所述第二上支架通过升降轴与第二上吸附牵引板连接,所述第二上吸附牵引板一侧为斜面;后牵引组合,包括独立的第五气动自驱动滑块和第六气动自驱动滑块,安装在内导轨上的第五气动自驱动滑块上设有边沿均为直角的第三下牵引板,安装在外导轨上的第六气动自驱动滑块上设有第三上支架,所述第三上支架通过升降轴与第三上吸附牵引板连接,所述第三上吸附牵引板边沿均为直角。
4.优选的:还包括放卷装置和张力控制装置,所述的放卷装置包括放卷支架、气胀轴和根据张力调整的刹车盘,所述的放卷支架固定在外导轨上,以保证直线度;气胀轴安装在放卷支架上,用卡口限位固定,所述的气胀轴一端安装有齿轮,与刹车盘相连接,用于控制放卷速度,所述的张力控制装置包括支架、压力测量模块、测压导辊和调向导辊;支架固定在外导轨上,以保证直线度,压力测量模块安装在支架上,压力模拟信号输出至控制柜;测压导辊安装在压力测量模块上。
5.优选的:还包括接料台、整体安装框架和控制柜,所述接料台包括台面和三个传动辊,所述整体安装框架包括安装框架和若干支撑柱,若干支撑柱可调节高度,实现安装框架水平,所述的安装框架为方钢整体焊接而成,整体平整,支撑柱可独立调节高度,实现安装框架水平,所述控制柜包括控制屏和电气元件。
6.优选的:所述第一上吸附牵引板包括第一上吸附前牵引板和第一上吸附后牵引
板,所述升降轴下降驱动第一上吸附前牵引板和第一上吸附后牵引板下压至下牵引板上表面,此时第一上吸附后牵引板和第一下牵引板形成一个连续的斜面。
7.优选的:所述的折叠装置包括带材折叠板和带材折叠气驱动板,带材折叠板在带材折叠气驱动板的驱动下,沿第一上吸附后牵引板和第一下牵引板形成的连续斜面往返移动。
8.优选的:所述的第一下牵引板、第二下牵引板和第三下牵引板上表面保持在同一水平面上,所述的第一下牵引板和第二下牵引板的两个斜面能贴合到一起。
9.优选的:所述的第二上吸附牵引板包括第二上吸附前牵引板和第二上吸附后牵引板,所述的第一上吸附后牵引板和第二上吸附后牵引板两个的斜面能贴合到一起,所述的第一上吸附牵引板为中空结构,可容纳第一气动自驱动滑块通过,所述的第二上吸附牵引板为中空结构,可容纳第三气动自驱动滑块通过,所述的第三上吸附牵引板为中空结构,可容纳第五气动自驱动滑块通过。
10.优选的:所述的接料台安装时保持向后向下的斜角,便于物料自然顺畅无动力滑动。
11.优选的:所述的外导轨和内导轨截面一致,连接在安装框架上,且外导轨和内导轨上表面处于同一个平面上。
12.本发明同现有技术相比,其优点在于:本发明设计了一种自动连续的芳纶蜂窝拉伸带折叠设备,包括平移导向轨、放卷装置、张力控制装置、前牵引组合、中牵引组合、后牵引组合、接料台、整体框架和控制柜,以及位于前牵引组合中的折叠装置,位于各牵引组合结构中的压紧和真空吸附装置等组成,通过各牵引组合之间有序的往返移动,该设备可实现连续折叠多个拉伸环,环的大小和环与环之间的尺寸可调节,精度高、效率高,适用铝箔、玻璃纤维布和芳纶纸等各种不同带材,制作的拉伸带更好地匹配不同规格和尺寸的芳纶蜂窝产品,实现芳纶蜂窝形态更规整,减少材料浪费。
附图说明
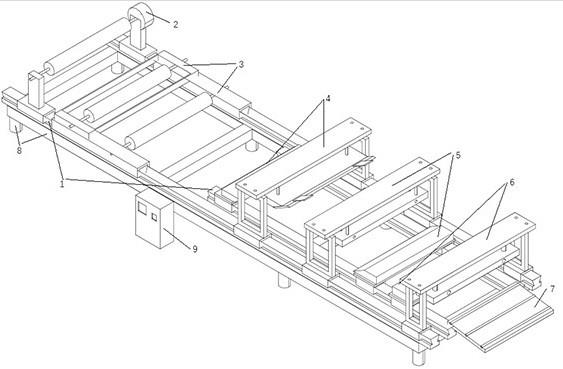
13.图1 为本发明的整体示意图;图2为本发明的整体正视图;图3为本发明的放卷装置示意图;图4为本发明的前牵引组合示意图;图5为本发明的中牵引组合示意图;图6为本发明的后牵引组合示意图;图7为本发明的接料台示意图;图8为本发明的拉伸带示意图;图9为本发明的工作过程示意图。
具体实施方式
14.实施例1参见图1、图2、图3、图4、图5、图6、图7,一种芳纶蜂窝拉伸带自动连续折叠设备,该设备包括平移导向轨(1)、放卷装置(2)、张力控制装置(3)、前牵引组合(4)、中牵引组合
(5)、后牵引组合(6)、接料台(7)、整体框架(8)和控制柜(9),以及位于前牵引组合中的折叠装置,位于各牵引组合结构中的压紧和真空吸附装置,位于平移导向轨上的尺寸定位信号开关等。
15.平移导向轨(1)包括两根外导轨(1-1)、两根内导轨(1-2)和尺寸定位信号开关(1-3);放卷装置(2)包括放卷支架(2-1)、气胀轴(2-2)和根据张力调整的刹车盘(2-3);放卷支架固定在外导轨(1-1)上,以保证直线度;气胀轴(2-2)安装在放卷支架上,用卡口限位固定;气胀轴一端安装有齿轮,与刹车盘(2-3)相连接,用于控制放卷速度;张力控制装置(3)包括支架(3-1)、压力测量模块(3-2)、测压导辊(3-3)和调向导辊(3-4);支架(3-1)固定在外导轨(1-1)上,以保证直线度;压力测量模块(3-2)安装在支架(3-1)上,压力模拟信号输出至控制柜(9);测压导辊(3-3)安装在压力测量模块(3-2)上;前牵引组合(4)包括第一气动自驱动滑块(4-1)、第一下支架(4-2)、第一下牵引板(4-3)、第二气动自驱动滑块(4-4)、第二上支架(4-5)、第一上吸附牵前引板(4-6)、第一上吸附后牵引板(4-7),第一升降轴(4-8)、第二升降轴(4-9)、带材折叠板(4-10)和带材折叠气驱动板(4-11);第一气动自驱动滑块(4-1)安装在内导轨(1-2)上,沿内导轨(1-2)前后移动,第一下支架(4-2)和第一下牵引板(4-3)安装在第一气动自驱动滑块(4-1)上,第一下牵引板(4-3)上表面为毛面,增加摩檫力,上表面与一侧面保持30
°
角;第二气动自驱动滑块(4-4)安装在外导轨(1-1)上,沿外导轨(1-1)前后移动,第一上支架(4-5)固定在第二气动自驱动滑块(4-4)上,第一上吸附前牵引板(4-6)连结在升降轴(4-8)上,上吸附后牵引板(4-7)连结在升降轴(4-9)上,升降轴(4-8)和升降轴安装在第一上支架(4-5)上,可垂直升降第一上吸附前牵引板(4-6)和第一上吸附后牵引板(4-7),带材折叠板(4-10)和带材折叠气驱动板(4-11)30
°
角连结在第一上吸附后牵引板(4-7)上,带材折叠气驱动板(4-11)可驱动带材折叠板(4-10)沿30
°
斜面移动;第一上吸附前牵引板(4-6)和第一上吸附牵引板后(4-7)为中空结构,下表面开有无数圆孔,圆孔直径1.5mm,圆心间距15mm,侧面开有两个直径20mm的抽气孔,抽气孔与下表面圆孔形成气道,抽气状态时,下表面具有吸附力,第一上吸附后牵引板(4-7)上表面与一侧面保持30
°
角;中牵引组合(5)包括第三气动自驱动滑块(5-1)、第二下支架(5-2)、第二下牵引板(5-3)、第四气动自驱动滑块(5-4)、第二上支架(5-5)、第二上吸附前牵引板(5-6)、第二上吸附后牵引板(5-7)、第三升降轴(5-8)和第四升降轴(5-9);第三气动自驱动滑块(5-1)安装在内导轨(1-2)上,沿内导轨(1-2)前后移动,第二下支架(5-2)和第二下牵引板(5-3)安装在第三气动自驱动滑块(5-1)上,第二下牵引板上表面为毛面,增加摩檫力,上表面与一侧面保持30
°
角;第四气动自驱动滑块(5-4)安装在外导轨(1-1)上,沿外导轨(1-1)前后移动,第二上支架(5-5)固定在第四气动自驱动滑块(5-4)上,第二上吸附前牵引板(5-6)连结在第三升降轴(5-8)上,第二上吸附后牵引板(5-7)连结在第四升降轴(5-9)上,第三升降轴(5-8)和第四升降轴(5-9)安装在第二上支架(5-5)上,可垂直升降第二上吸附前牵引板(5-6)和第二上吸附后牵引板(5-7);第二上吸附前牵引板(5-6)和第二上吸附后牵引板(5-7)为中空结构,下表面开有无数圆孔,圆孔直径1.5mm,圆心间距15mm,侧面开有两个直径20mm的抽气孔,抽气孔与下表面圆孔形成气道,抽气状态时,下表面具有吸附力,第二上吸附后牵引板(5-7)上表面与一侧面保持30
°
角;
后牵引组合(6)包括第五气动自驱动滑块(6-1)、第三下支架(6-2)、第三下牵引板(6-3)、第六气动自驱动滑块(6-4)、第三上支架(6-5)、第三上吸附牵引板(6-6)和第五升降轴(6-7);第五气动自驱动滑块(6-1)安装在内导轨(1-2)上,沿内导轨(1-2)前后移动,第三下支架(6-2)和第三下牵引板(6-3)安装在第五气动自驱动滑块(6-1)上,第三下牵引板(6-3)上表面为毛面,增加摩檫力,上表面与两侧呈直角;第六气动自驱动滑块(6-4)安装在外导轨(1-1)上,沿外导轨(1-1)前后移动,第三上支架(6-5)固定在第六气动自驱动滑块(6-4)上,第三上吸附牵引板(6-6)连结在第五升降轴(6-7)上,第五升降轴(6-7)安装在第三上支架(6-5)上,可垂直升降第三上吸附牵引板(6-6);第三上吸附牵引板(6-6)为中空结构,上表面与两侧面呈直角,下表面开有无数圆孔,圆孔直径1.5mm,圆心间距15mm,侧面开有两个直径20mm的抽气孔,抽气孔与下表面圆孔形成气道,抽气状态时,下表面具有吸附力;接料台(7)包括台面(7-1)和3个传动棍(7-2);整体框架(8)包括安装框架(8-1)和8个支撑柱(8-2);8个支撑柱(8-2)可调节高度,实现安装框架(8-1)水平;控制柜(9)包括控制屏和各类电气元件。
16.压力测量模块(3-1)模拟信号输出至控制柜,控制柜按照算法结果,控制刹车盘(2-3)状态,达到自动控制放卷速度。
17.第一升降轴(4-8)和第二升降轴(4-9)下降驱动第一上吸附前牵引板(4-6)和第一上吸附后牵引板(4-7)下压至第一下牵引板(4-3)上表面,此时第一上吸附后牵引板(4-7)和第一下牵引板(4-3)形成一个连续的30
°
角斜面。
18.带材折叠板(4-10)在带材折叠气驱动板(4-11)的驱动下,沿第一上吸附后牵引板(4-7)和第一下牵引板(4-3)形成的连续30
°
角斜面往返移动。
19.第一下牵引板(4-3)、第二下牵引板(5-3)和第三下牵引板(6-3)上表面保持在同一水平面上。
20.第一下牵引板(4-3)和第二下牵引板(5-3)的两个30
°
角的斜面可贴合到一起。
21.第一上吸附后牵引板(4-7)和第二上吸附后牵引板(5-7)的两个30
°
角的斜面可贴合到一起。
22.所述接料台(7)安装时保持15
°
的向后向下斜角,便于物料自然顺畅无动力滑动。
23.安装框架(8-1)为方钢整体焊接而成,整体平整;各支撑柱(8-2)可独立调节高度,实现安装框架(8-1)水平。
24.两根外导轨(1-1)和两根内导轨(1-2)截面一致,连接在安装框架(8-1)上。
25.两根外导轨(1-1)和两根内导轨(1-2)上表面安装调节在一个平面上。
26.实施例2参照图9具体实施方式运行简图,以铝箔带材为原料,本发明自动工作时,工作过程如下:铝箔带材放置在放卷装置(2)上,展开下穿测压导辊(3-3),上穿调向导辊(3-4),沿第一下牵引板(4-3)、第二下牵引板(5-3)、第三下牵引板(6-3)上表面至接料台(7);设置中牵引组合(5)距离前牵引组合(4)为2b距离,启动机器,各组合在升降轴下压和抽真空作用下,各组合下牵引板和上吸附牵引板将铝箔带材夹紧,铝箔带材吸附在上吸附牵引板表面,带材张紧;
带材折叠气驱动板(4-11)驱动带材折叠板(4-10)沿斜面向下运行,同时前牵引组合(4)沿平移导向轨(1)前移,铝箔完成折弯;前牵引组合(4)带折弯铝箔带材运行至2b位置;前牵引组合(4)和中牵引组合(5)的上吸附牵引板保持吸附取消夹紧,第一下牵引板(4-3)后退和第二下牵引板(5-3)前移2a/3距离,第一上吸附后牵引板(4-7)取消吸附,上升至最高点,第二上吸附前牵引板(5-6)和第二上吸附后牵引板(5-7)取消吸附,前移2a/3距离后夹紧;第一上吸附前牵引板(4-6)取消吸附,后退1a/3距离,夹紧吸附,第二上吸附前牵引板(5-6)和第二上吸附后牵引板(5-7)取消夹紧,前移1a/3距离后夹紧吸附,第一上吸附前牵引板(4-6)取消吸附夹紧,上升至最高点,第一上吸附前牵引板(4-6)和第一上吸附后牵引板(4-7)后退至起始点,第三上吸附牵引板(6-6)取消吸附和夹紧,前移a距离,吸附保持;第二上吸附前牵引板(5-6)和第二上吸附后牵引板(5-7)取消夹紧保持吸附,第一下牵引板(4-3)后退至起始点,第二下牵引板(5-3)前移1a/3距离,第二上吸附前牵引板(5-6)和第二上吸附后牵引板(5-7)夹紧吸附,第三下牵引板(6-3)前移a距离,第三上吸附牵引板(6-6)夹紧吸附;第二上吸附前牵引板(5-6)和第二上吸附后牵引板(5-7)和下吸附板(5-3),第三上吸附牵引板(6-6)和第三下牵引板(6-3)保持夹紧吸附状态后退a距离,至起始点;以上步骤往返重复,可获得图8拉伸带示意图所示的拉伸带。
27.以上所述,仅为此发明的具体实施方式,但本发明的保护范围不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案和新型的构思加于等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1