纸包开包机构、纸包自动上料系统的制作方法
1.本发明涉及锡纸盒生产加工技术领域,特别涉及一种纸包开包机构、纸包自动上料系统。
2.
背景技术:
3.因现有的锡纸盒都会采用纸箱进行包装,将锡纸盒分成两组设置在纸箱内,那么在锡纸盒上生产线前需要对锡纸盒的外包装纸箱进行开箱以及纸箱的去除,现有的去除方式都是人工使用切割工件进行开箱以及由人工进行纸箱的去除,速度缓慢,并且人工直接接触锡纸盒有污染的风险,环境卫生度较低,并且人工操作容易造成锡纸盒的损坏,生产线不良品风险增大。
4.
技术实现要素:
5.根据本发明实施例,提供了一种纸包开包机构,包含:框架主体,框架主体的顶部设有开口;开箱模块,开箱模块与框架主体相连,用于对包装锡纸盒的纸箱进行开箱;夹紧翻转模块,夹紧翻转模块与框架主体相连,用于对开箱后的纸箱和纸箱内部的两组锡纸盒进行夹紧翻转;接料送料模块,接料送料模块与框架主体相连,用于承接夹紧翻转模块翻转的纸箱内部的锡纸盒,并将承接的锡纸盒输送出去。
6.进一步,开箱模块包含:刀架,刀架与框架主体的顶部相连;开箱刀,开箱刀与刀架相连;吸尘口,吸尘口开设在框架主体的顶部,且位于开箱刀的底部。
7.进一步,夹紧翻转模块包含:翻转驱动组件,翻转驱动组件与框架主体相连,用于提供翻转的驱动力;夹紧组件,夹紧组件与翻转驱动组件的输出端相连,用于提供夹紧的驱动力。
8.进一步,翻转驱动组件包含:一对固定架,一对固定架设置在框架主体的顶部内壁上;旋转架,旋转架转动连接在一对固定架之间;一对驱动气缸,一对驱动气缸的固定端与框架主体铰接,一对驱动气缸的输出端分别与旋转架的两侧铰接。
9.进一步,夹紧组件包含:固定板,固定板与旋转架相连;一对第一气缸,一对第一气缸设置在固定板的两端,且一对第一气缸的输出端贯
穿固定板;一对第二气缸,一对第二气缸设置在固定板的两端,且一对第二气缸的输出端贯穿固定板;一对z形夹开板,一对z形夹开板相互对称设置,其中一个z形夹开板设置在一对第一气缸的输出端上,另外一个z形夹开板套设在一对第一气缸的输出端上,另外一个z形夹开板设置在一对第二气缸的输出端上。
10.进一步,接料送料模块包含:第一接料送料组件,第一接料送料组件与框架主体的内壁相连,用于承接夹紧翻转模块翻转的纸箱内部的其中一组锡纸盒,并将承接的其中一组锡纸盒输送出去;第二接料送料组件,第二接料送料组件与框架组件、第一接料送料组件相连,用于承接夹紧翻转模块翻转的纸箱内部的另外一组锡纸盒,并将承接的另外一组锡纸盒输送出去。
11.进一步,第一接料送料组件包含:第一安装架,第一安装架与框架主体、第二接料送料组件相连;第一伺服丝杆升降组件,第一伺服丝杆升降组件与第一安装架相连,用于提供升降的驱动力;第一接料架,第一接料架设置在第一伺服丝杆升降组件的输出端上,用于承接夹紧翻转模块翻转的纸箱内部的其中一组锡纸盒;推料组件,推料组件与第一安装架相连,用于将第一接料架上承接的其中一组锡纸盒推动到第二接料送料组件上;第三气缸,第三气缸与第一安装架相连,且第三气缸的输出端贯穿第一安装架;l形板,l形板设置在第三气缸的输出端上。
12.进一步,第二接料送料组件包含:第二安装架,第二安装架与框架主体、第一安装架相连;第二伺服丝杆升降组件,第二伺服丝杆升降组件与第二安装架相连,用于提供升降的驱动力;第二接料架,第二接料架设置在第二伺服丝杆升降组件的输出端上,第二接料架设置在第一接料架的一侧,用于承接夹紧翻转模块翻转的纸箱内部的另外一组锡纸盒以及推料组件推送过来的其中一组锡纸盒;一对升降气缸,一对升降气缸与第二接料架相连;挡板,挡板设置在一对升降气缸的输出端上,且位于第二接料架远离第一接料架的一侧;出料气缸,出料气缸设置在第二接料架的底部,且出料气缸贯穿第二接料架;出料板,出料板的两侧滑动连接在第二接料架上,出料板的底部与出料气缸的输出端相连;一对第四气缸,一对第四气缸设置在第二安装架的两侧;一对旋转组件,一对旋转组件分别设置在一对第四气缸的输出端上,用于提供旋转的驱动力;一对压片,一对压片分别设置在一对旋转组件的输出端上。
13.进一步,出料板靠近第一接料架的一侧两端开设有槽口,第一接料架靠近出料板的一侧两端设有凸块,凸块与槽口形状相匹配。
14.进一步,槽口正对l形板的槽边与处于任意位置的l形板的水平间距大于锡纸盒的宽度。
15.进一步,槽口正对l形板的槽边与处于任意位置的l形板的水平间距大于锡纸盒的宽度2~3mm。
16.进一步,还包含:除尘框架,除尘框架设置在框架主体的顶部;直线模组,直线模组设置在除尘框架上;除尘头,除尘头设置在直线模组的输出端;除尘口,除尘口设置在除尘框架的顶部。
17.根据本发明又一实施例,提供了一种纸包自动上料系统,包含上一实施例的纸包开包机构。
18.根据本发明实施例的纸包开包机构,可完全替代人工完成锡纸盒的纸箱自动开箱以及纸箱的去除动作,且兼备锡纸盒除尘功能,无需人工参与,不会产生污染风险,杜绝安全隐患,不损伤锡纸盒,提高生产线上的良品率。
19.要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并 且意图在于提供要求保护的技术的进一步说明。
20.附图说明
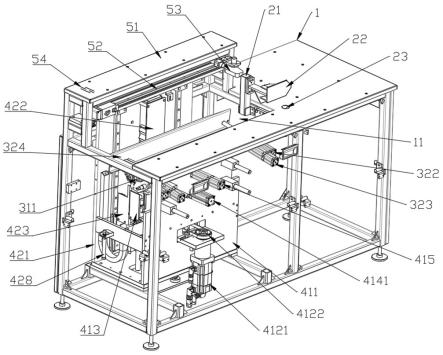
21.图1为根据本发明实施例纸包开包机构的第一立体结构示意图。
22.图2为根据本发明实施例纸包开包机构的第二立体结构示意图。
23.图3为根据本发明实施例纸包开包机构的开箱模块的立体结构示意图。
24.图4为根据本发明实施例纸包开包机构的夹紧翻转模块的第一立体结构示意图。
25.图5为根据本发明实施例纸包开包机构的夹紧翻转模块的第二立体结构示意图。
26.图6为根据本发明实施例纸包开包机构的夹紧翻转模块的俯视结构示意图。
27.图7为根据本发明实施例纸包开包机构的第一接料送料组件的第一立体结构示意图。
28.图8为根据本发明实施例纸包开包机构的第一接料送料组件的第二立体结构示意图。
29.图9为根据本发明实施例纸包开包机构的第二接料送料组件的第一立体结构示意图。
30.图10为根据本发明实施例纸包开包机构的第二接料送料组件的第二立体结构示意图。
31.图11为根据本发明实施例纸包开包机构的接料送料模块的立体结构示意图。
32.图12为根据本发明实施例纸包开包机构的接料送料模块的侧视结构示意图。
33.图13为根据本发明实施例纸包开包机构的槽口正对l形板的槽边与处于任意位置的l形板的水平间距d的示意图。
34.具体实施方式
35.以下将结合附图,详细描述本发明的优选实施例,对本发明做进一步阐述。
36.首先,将结合图1~13描述根据本发明实施例的纸包开包机构,用于对纸箱包装的锡纸盒进行开箱以及纸箱的去除,其应用场景很广。
37.如图1~13所示,本发明实施例的纸包开包机构,具有框架主体1、开箱模块、夹紧翻转模块以及接料送料模块。
38.具体地,如图1~2所示,框架主体1的顶部设有开口11,开口11用于给夹紧翻转模块提供翻转的空间,并且也作为开箱后的锡纸盒的排出口。
39.具体地,如图1~3所示,开箱模块与框架主体1相连,用于对包装锡纸盒的纸箱进行开箱。开箱模块包含:刀架21、开箱刀22以及吸尘口23。刀架21与框架主体1的顶部相连,用于固定开箱刀22;开箱刀22与刀架21相连,用于通过开箱刀22前端的两个倾斜片221对输送的纸箱进行开箱,开箱刀22前端的两个倾斜片221的倾斜角度为15~30
°
,且在开箱刀22前端的两个倾斜片221之间可再设置一片防护倾斜片222,用于开箱时保护纸箱;吸尘口23开设在框架主体1的顶部,且位于开箱刀22的底部,用于对开箱时产生的灰尘进行吸收,达到除尘的效果,保护环境。
40.具体地,如图1~2、4~6所示,夹紧翻转模块与框架主体1相连,用于对开箱后的纸箱和纸箱内部的两组锡纸盒进行夹紧翻转。夹紧翻转模块包含:翻转驱动组件以及夹紧组件。翻转驱动组件与框架主体1相连,用于提供翻转的驱动力,对夹紧组件夹紧的开箱后的纸箱和纸箱内部的两组锡纸盒进行翻转;夹紧组件与翻转驱动组件的输出端相连,用于提供夹紧的驱动力,对开箱后的纸箱和纸箱内部的两组锡纸盒进行夹紧。
41.进一步,如图1~2、4~6所示,翻转驱动组件包含:一对固定架311、旋转架312以及一对驱动气缸313。一对固定架311设置在框架主体1的顶部内壁上;旋转架312转动连接在一对固定架311之间;一对驱动气缸313的固定端与框架主体1铰接,一对驱动气缸313的输出端分别与旋转架312的两侧铰接。通过控制一对驱动气缸313的伸缩,可让旋转架312在一对固定架311上进行翻转。
42.进一步,如图1~2、4~6所示,夹紧组件包含:固定板321、一对第一气缸322、一对第二气缸323以及一对z形夹开板324。固定板321与旋转架312相连,固定板321跟随着旋转架312的翻转而翻转,一对第一气缸322、一对第二气缸323以及一对z形夹开板324跟随着固定板321的翻转而翻转;一对第一气缸322设置在固定板321的两端,且一对第一气缸322的输出端贯穿固定板321;一对第二气缸323设置在固定板321的两端,且一对第二气缸323的输出端贯穿固定板321;一对z形夹开板324相互对称设置,其中一个z形夹开板324设置在一对第一气缸322的输出端上,另外一个z形夹开板324套设在一对第一气缸322的输出端上,另外一个z形夹开板324设置在一对第二气缸323的输出端上。通过控制一对第一气缸322、一对第二气缸323同时运动,可实现一对z形夹开板324的开合,从而实现夹紧和松开状态的切换。在设备初始状态时,一对z形夹开板324处于框架主体1的顶部,且与开箱刀22正对。
43.进一步,如图1~2、7~12所示,接料送料模块与框架主体1相连,用于承接夹紧翻转模块翻转的纸箱内部的锡纸盒,并将承接的锡纸盒输送出去。接料送料模块包含:第一接料
送料组件以及第二接料送料组件。第一接料送料组件与框架主体1的内壁相连,用于承接夹紧翻转模块翻转的纸箱内部的其中一组锡纸盒,并将承接的其中一组锡纸盒输送出去,由外部的机械手抓取输送至锡纸盒生产线上;第二接料送料组件与框架组件、第一接料送料组件相连,用于承接夹紧翻转模块翻转的纸箱内部的另外一组锡纸盒,并将承接的另外一组锡纸盒输送出去,先输送至第一接料送料组件,然后再由第一接料送料组件将另外一组锡纸盒输送出开包机构,再由外部的机械手抓取输送至锡纸盒灌装生产线上。
44.进一步,如图1~2、7~8、11~12所示,第一接料送料组件包含:第一安装架411、第一伺服丝杆升降组件、第一接料架413、推料组件、第三气缸415以及l形板416。第一安装架411与框架主体1、第二接料送料组件上的第二安装架421相连;第一伺服丝杆升降组件与第一安装架411相连,用于提供升降的驱动力,第一伺服丝杆升降组件由伺服驱动器4121、皮带传动机构4122以及丝杆螺母传动机构4123组成,丝杆螺母传动机构4123的输出端连接第一接料架413,使用时,通过伺服驱动器4121运动,将动力传递给皮带传动机构4122,皮带传动机构4122将动力传递给丝杆螺母传动机构4123,此时丝杆螺母传动机构4123的螺母旋转但位置不动,丝杆在螺母上进行升降,进而带动第一接料架413进行升降;第一接料架413设置在第一伺服丝杆升降组件的输出端上,在第一伺服丝杆升降组件的驱动下进行升降,用于承接夹紧翻转模块翻转的纸箱内部的其中一组锡纸盒;推料组件与第一安装架411相连,用于将第一接料架413上承接的其中一组锡纸盒推动到第二接料送料组件上第二接料架423上,推料组件由推料气缸4141和推料板4142组成,通过推料气缸4141驱动,可让推料板4142前进对第一接料架413上锡纸盒进行推动,推送至第二接料送料组件上;第三气缸415与第一安装架411相连,且第三气缸415的输出端贯穿第一安装架411;l形板416设置在第三气缸415的输出端上,用于在第三气缸415作用下向前推进,对第一接料架413上承接的其中一组锡纸盒进行压料,防止在第二接料送料组件输送另外一组锡纸盒时带走部分第一接料架413上承接的其中一组锡纸盒,容易发生纸盒损坏的问题发生,并且也可通过让第三气缸415再次驱动l形板416,对第二接料送料组件上输送的锡纸盒进行侧部的整平。
45.进一步,如图1~2、9~12所示,第二接料送料组件包含:第二安装架421、第二伺服丝杆升降组件422、第二接料架423、一对升降气缸424、挡板425、出料气缸426、出料板427、一对第四气缸428、一对旋转组件以及一对压片430。第二安装架421与框架主体1、第一安装架411相连;第二伺服丝杆升降组件422与第二安装架421相连,用于提供升降的驱动力,第二伺服丝杆升降组件422为现有的伺服丝杆升降机构;第二接料架423设置在第二伺服丝杆升降组件422的输出端上,第二接料架423设置在第一接料架413的一侧,第二接料架423在第二伺服丝杆升降组件422的作用下进行升降,用于承接夹紧翻转模块翻转的纸箱内部的另外一组锡纸盒以及推料组件推送过来的其中一组锡纸盒;一对升降气缸424与第二接料架423相连;挡板425设置在一对升降气缸424的输出端上,且位于第二接料架423远离第一接料架413的一侧,挡板425用于在一对升降气缸424的驱动下在第二接料架423的一侧进行升降,起到格挡锡纸盒的作用,防止第二接料架423的一侧没有格挡容易造成锡纸盒的散落;出料气缸426设置在第二接料架423的底部,且出料气缸426贯穿第二接料架423;出料板427的两侧滑动连接在第二接料架423上,出料板427的底部与出料气缸426的输出端相连,出料板427在出料气缸426的作用下进行升降,因第二伺服丝杆升降组件422驱动第二接料架423的高度有限,故在将锡纸盒输送出去的时候,再通过出料板427在出料气缸426的作用下将
锡纸盒升降一定高度,便于外部的机械手的抓取;一对第四气缸428设置在第二安装架421的两侧;一对旋转组件分别设置在一对第四气缸428的输出端上,用于提供旋转的驱动力,旋转组件包含导向套4291、活动板4292、转轴4293、旋转气缸4294、活动架4295组成,导向套4291与第二安装架421相连,活动板4292固定在第四气缸428的输出端上,转轴4293的顶部贯穿导向套4291于压片430相连,转轴4293的底部贯穿活动板4292的一端,活动架4295的一端与转轴4293的底部固定连接,旋转气缸4294的两端分别与活动架4295的另一端、活动板4292的另一端铰接,活动板4292、转轴4293、旋转气缸4294以及活动架4295在第四气缸428的作用下同时升降;一对压片430分别设置在一对旋转组件的输出端上,通过旋转气缸4294运动,拉动活动架4295转动,活动架4295带动转轴4293转动,进而使得压片430进行转动,再由第四气缸428控制压片430的高度,实现对出料板427上的锡纸盒的按压。
46.进一步,如图7~13所示,出料板427靠近第一接料架413的一侧两端开设有槽口4271,第一接料架413靠近出料板427的一侧两端设有凸块4131,凸块4131与槽口4271形状相匹配,槽口4271正对l形板416的槽边与压片430旋转至出料板427顶部时正对l形板416的侧边正相对。槽口4271正对l形板416的槽边与处于任意位置的l形板416的水平间距d大于锡纸盒的宽度。槽口4271正对l形板416的槽边与处于任意位置的l形板416的水平间距d大于锡纸盒的宽度2~3mm。因纸箱内的锡纸盒为两组,在运输或翻转输送的时候,可能会存在两组锡纸盒的头端和尾端存在锡纸盒的交叉,那么在第二接料送料组件第一次输送另外一组锡纸盒时,可能会将其中一组锡纸盒与另外一组锡纸盒交叉的个别锡纸盒带走或留下,造成纸盒的损坏,故通过设有的凸块4131与槽口4271以及让槽口4271正对l形板416的槽边与处于任意位置的l形板416的水平间距d大于锡纸盒的宽度,可使得,另外一组锡纸盒与其中一组锡纸盒交叉过多的锡纸盒保留在凸块4131上,不会被压片430压住,不随另外一组锡纸盒进行升降,保护纸盒,防止交叉锡纸盒受损。
47.进一步,如图1~2所示,本发明实施例的纸包开包机构还包含:除尘框架51、直线模组52、除尘头53以及除尘口54。除尘框架51设置在框架主体1的顶部;直线模组52设置在除尘框架51上,用于提供直线的驱动力;除尘头53设置在直线模组52的输出端,用于随着直线模组52的驱动力进行直线移动,从而对锡纸盒的顶部进行除尘;除尘口54设置在除尘框架51的顶部,用于当外部的机械手抓取输送出的锡纸盒时,让外部的机械臂移动锡纸盒在除尘口54的顶部行走一下,对锡纸盒的底部进行除尘。
48.使用时,先通过外部的机械手将包含锡纸盒的纸箱进行吸附,然后将纸箱正对并抵住开箱刀22,再由外部的机械手推动纸箱沿直线移动,由开箱刀22对纸箱进行开箱,且在开箱的同时吸尘口23进行吸尘,开箱后的纸盒继续向前推进,接触一对z形夹开板324,由于z形夹开板324的z形设计,可以让纸箱打开的部分向上翻折,然后在由外部的机械手或其他驱动机构将开箱的纸箱推入至一对z形夹开板324之间,此时纸箱打开的部分完全向外对折,再控制一对第一气缸322、一对第二气缸323运行,使得一对z形夹开板324相互靠近对打开的纸箱和纸箱内部的两组锡纸盒进行夹紧,然后让翻转驱动组件运行,使得一对z形夹开板324翻折90
°
,然后让第一伺服丝杆升降组件和第二伺服丝杆升降组件422运行,使得第一接料架413、第二接料架423和出料板427同时上升至指定高度,然后一对第一气缸322、一对第二气缸323运行,使得一对z形夹开板324相互分离,不在对纸箱和纸箱内部的两组锡纸盒进行夹紧,与此同时外部的机械头通过吸盘吸附纸箱,将纸盒取出,纸箱内的两组锡纸盒分
别掉落在第一接料架413和出料板427上,然后一对第一气缸322、一对第二气缸323运行,使得一对z形夹开板324再次靠近,对第一接料架413和出料板427上两组锡纸盒进行侧部整平,然后第一伺服丝杆升降组件和第二伺服丝杆升降组件422运行使得第一接料架413、出料板427同时下降至指定高度(当出料板427脱离一对z形夹开板324的高度时,一对升降气缸424会驱动挡板425进行升降,对出料板427的一侧进行格挡),然后一对第一气缸322、一对第二气缸323运行,使得一对z形夹开板324再次靠近贴合,第一伺服丝杆升降组件和第二伺服丝杆升降组件422运行使得第一接料架413、出料板427同时上升至指定高度,让两组锡纸盒的顶部与一对z形夹开板324的底部贴合,实现两组锡纸盒的底部整平,然后第一伺服丝杆升降组件和第二伺服丝杆升降组件422运行使得第一接料架413、出料板427同时下降至指定高度,此时一对压片430在一对第四气缸428和一对旋转组件的作用下,旋转至出料板427的顶部,下压另外一组锡纸盒,然后l形板416在第三气缸415的驱动下,向前运动,对第一接料架413上的其中一组锡纸盒进行下压,然后出料板427在第二伺服丝杆升降组件422的作用下上升一定高度,与此同时一对第四气缸428会运动,让一对压片430在下压另外一组锡纸盒的同时也进行上升一定高度,然后通过一对旋转组件让一对压片430旋转复位,不在下压另外一组锡纸盒,出料板427在第二伺服丝杆升降组件422的作用下继续上升,此时l形板416在第三气缸415的二次驱动下再次向前,对出料板427上的另外一组锡纸盒进行侧部的整平,当出料板427上升至除尘头53的底部位置高度时,出料板427停止上升(与此同时,l形板416在第三气缸415的驱动下复位至初始位置),然后除尘头53在直线模组52的驱动下,对另外一组锡纸盒的底部进行除尘,出料板427在第二伺服丝杆升降组件422的作用下继续上升至最大位移量后,出料板427在出料气缸426的作用下将另外一组锡纸盒顶出,并由外部的机械手进行抓取,外部的机械手将抓取的另外一组锡纸盒在除尘口54的顶部行走一下,进行另外一组锡纸盒的底部除尘,最后输送至灌装生产线上,然后出料板427、第二接料架423在第二伺服丝杆升降组件422的作用下下降复位,使得出料板427与第一接料架413处于相同高度,然后推料组件将第一接料架413上的其中一组锡纸盒推送至出料板427上(与此同时,l形板416在第三气缸415的驱动下前进,对推料组件推动的其中一组锡纸盒进行导向),然后出料板427在第二伺服丝杆升降组件422的作用下继续上升至除尘头53的底部位置高度时,出料板427停止上升,然后除尘头53在直线模组52的驱动下,对其中一组锡纸盒的底部进行除尘,然后出料板427在第二伺服丝杆升降组件422的作用下继续上升至最大位移量后,出料板427在出料气缸426的作用下将其中一组锡纸盒顶出,并由外部的机械手进行抓取,外部的机械手将抓取的其中一组锡纸盒在除尘口54的顶部行走一下,进行其中一组锡纸盒的底部除尘,最后输送至灌装生产线上,完成一个循环,从而依次往复循环运动。
49.以上,参照图1~13描述了根据本发明实施例的纸包开包机构,可完全替代人工完成锡纸盒的纸箱自动开箱以及纸箱的去除动作,且兼备锡纸盒除尘功能,无需人工参与,不会产生污染风险,杜绝安全隐患,不损伤锡纸盒,提高生产线上的良品率。
50.根据本发明又一实施例,提供了一种纸包自动上料系统,包含上一实施例的纸包开包机构,可实现纸箱包装锡纸盒的自动开纸包,提高效率。
51.需要说明的是,在本说明书中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要
素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包含
……”
限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
52.尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1