一种软磁带材卷绕过程的张力控制方法与流程
1.本发明涉及一种张力控制方法,具体为一种软磁带材卷绕过程的张力控制方法,属于软磁带材卷绕技术领域。
背景技术:
2.软磁材料是具有低矫顽力、高导磁率的磁性材料,在电力工业中用于制造电机、变压器等电器设备的铁心,在电子工业中用于制造各种磁性元件,广泛应用于电视、广播和通信等方面。这类材料具有饱和磁通密度高,磁导率高,磁滞回线呈狭长形、面积小、磁滞损耗小、剩磁及矫顽力小等特性。用于交流场合时要求涡流损耗及磁滞损耗小,常用的有纯铁、低碳钢、硅钢片、坡莫合金、铁氧体等。
3.软磁材料在卷绕变压器铁心或盘式电机铁心的时候,为获得良好的产品质量,往往需要对带材的张力进行控制,如果卷绕时软磁带材的张力控制不均匀,卷绕出来的产品内部会出现弯曲褶皱,也可能会发生卷绕带材的滑移、错层,如果卷绕张力过大,带材也容易被拉断,使得卷绕的铁心内部断头增多,这不仅会影响产品的外观,同时也会有因为应力引入、应力不均匀等导致铁心的磁学性能受到影响。
4.通常带材的张力控制方法有两种,一种是手动张力控制,一种是通过张力传感器检测带材张力来调整带材张力,手动张力控制就是在收卷和放卷过程中,通过人工分阶段调整张力的幅值,以满足不同阶段的张力控制,由于采用人工调节,而且分不同的步长,其无法保证整个过程中张力的恒定,由于张力采用人工调节,一般为电位器模式,自动化程度较低,而使用张力传感器检测软磁带材张力来调整带材张力,一般是用磁粉离合器来控制辊轮的转动来调节带材的张力大小,实际上就是张力闭环控制,但是这种方式往往适合应用于纸张、纺织品的卷绕,而软磁带材往往为金属材料,其表面较为光滑,这会使得带材容易在辊轮上打滑,往往需要张力控制器有更高的采样频率,若系统的pid参数调节不当,其跟踪效果会比较差,特别是系统内部出现一个比较大的扰动时,会出现一个很长的调节过程,影响整个系统的稳定,在一些卷绕速度会周期性的场合,例如在立体卷铁心卷绕时,其带材的线速度会呈周期性变化,并且铁心卷绕半径变大时,这种速度突变就非常大,难以采用磁粉离合器来控制辊轮的转动来调节带材的张力大小。
5.然而,在手动张力控制时,存在张力调节精度较差的问题,只能应用在要求不高的场合,且自动化程度较低,而张力传感器检测带材张力,来调节带材张力存在相应周期较长,且磁粉离合器控制辊轴调节带材张力的机械相应速度过慢,跟踪效果较差,不便于在线速度成周期性变化的场合进行使用。
6.有鉴于此特提出本发明,在进行使用时,能够快速对带材的线速度变化做出相应,稳定带材卷绕时的张力,且适用性强,方便进行自动化控制,便于使得软磁带材适用不同的卷绕环境。
技术实现要素:
7.本发明的目的就在于为了解决上述问题而提供一种软磁带材卷绕过程的张力控制方法,通过采用磁力吸附单元,对软磁带材进行吸附,在软材带材与磁力吸附单元之间产生摩擦力,且通过张力检测单元和张力控制单元,在张力发生变化时,调节磁力吸附单元的磁力,便于针对线速度的变化,做出快速调节,适用性强,便于对张力进行快速控制。
8.本发明通过以下技术方案来实现上述目的,一种软磁带材卷绕过程的张力控制方法,包括磁力吸附单元和软磁带材,所述磁力吸附单元对所述软磁带材进行吸附,在进行磁性吸附时,所述软磁带材与所述磁力吸附单元之间产生摩擦阻力,还包括收卷单元、张力检测单元和张力控制单元,且所述收卷单元对所述软磁带材进行收卷,所述张力检测单元位于所述收卷单元与所述磁力吸附单元之间,且所述软磁带材依次经过所述磁力吸附单元和所述张力检测单元,然后通过所述收卷单元进行收卷,所述张力检测单元对收卷时产生的张力进行检测,检测结果传输至所述张力控制单元,所述软磁带材受到的张力的大小与所述软磁带材的厚度、线速度以及磁场强弱有关,所述软磁带材受到的张力大小可以通过以下公式得出:其中b是所述磁力吸附单元磁极表面的磁感应强度,a为所述磁力吸附单元磁极的极面积,μ为摩擦系数,μ为真空磁导率,在此忽略所述软磁带材的重量,此时所述磁力吸附单元提供的铁磁力所带来得张力大小与所述软磁带材在所述磁力吸附单元上的摩擦力相等,进而通过控制所述磁力吸附单元的磁力大小,使得所述软磁带材在所述磁力吸附单元表面的摩擦力产生变化,对所述软磁带材受到的张力进行控制,且在所述收卷单元进行收卷时,由于所述张力检测单元位于所述收卷单元与所述磁力吸附单元之间,进而便于对所述收卷单元在对所述软磁带材受到的张力进行检测,并将检测的信息传输至所述张力控制单元,不仅便于对所述收卷单元对所述软磁带材在收卷时的张力进行监测,并便于针对张力的变化,对所述磁力吸附单元进行调整磁力大小,进而调节所述软磁带材与所述磁力吸附单元之间的摩擦力,方便对收卷时的张力变化做出快速响应,便于针对在收卷时的线速度变化,对张力进行调节。
9.进一步的,所述软磁带材本身具有软磁性能,且所述软磁带材为纯铁、低碳钢、硅钢片、坡莫合金、铁氧体中的一种,且所述磁力吸附单元采用电磁铁或永磁体中的一种,在进行收卷时,当所述收卷单元上卷绕的线速度变化范围较小时,需要的张力调节范围较小,采用永磁体作为所述磁力吸附单元,提供稳定的张力,且根据张力的需求,选择相应数量的永磁体作为所述磁力吸附单元,当所述收卷单元卷绕线速度变化较大时,且需要经常对需要的张力进行调节,采用电磁铁作为所述磁力吸附单元,且在采用电磁铁作为所述磁力吸附单元时,所述张力控制单元电信号连接所述磁力吸附单元,所述张力控制单元针对所述张力检测单元检测的张力变化,对所述磁力吸附单元中的电磁铁磁性强弱进行自动调节,进而调节所述磁力吸附单元与所述软磁带材之间的吸附强度,达到调节所述磁力吸附单元与所述软磁带材之间的摩擦力效果,便于进行使用。
10.进一步的,所述张力检测单元包括前导向辊、后导向辊和检测辊,且所述前导向辊与所述后导向辊位于所述检测辊的两侧,所述前导向辊、所述检测辊与所述后导向辊之间成v型分布,且所述检测辊的两端均固定安装有张力传感器,所述张力传感器将检测的张力传输至所述张力控制单元,所述前导向辊与所述后导向辊的高度一致,且所述前导向辊与
所述后导向辊的下表面与所述磁力吸附单元的上表面处于同一平面上,:所述软磁带材依次经过所述磁力吸附单元、所述前导向辊的下侧、所述检测辊的上侧和所述后导向辊的下侧缠绕在所述收卷单元上,通过所述前导向辊和所述后导向辊,使得所述软磁带材在经过所述检测辊时,成v字型走动,进而所述软磁带材受到的张力会压迫所述张力传感器,使得所述张力传感器上的信号产生变化,传输至所述张力控制单元,且通过所述前导向辊,使得所述软磁带材在经过所述磁力吸附单元时,使得所述磁力吸附单元的磁极面与所述软磁带材的下表面处于平行状态,便于进行磁力吸附,方便对张力进行控制。
11.进一步的,张力控制方法还包括表面清洁单元,且所述表面清洁单元位于所述磁力吸附单元的一侧,且所述表面清洁单元与所述张力检测单元处于相对设置,所述表面清洁单元对所述软磁带材的下表面进行清洁,所述表面清洁单元包括固定筒,且所述固定筒的一侧开设有通孔,所述固定筒的内部转动安装有滚筒,所述滚筒的外表面均匀开设有喷气孔,且所述固定筒的一侧固定安装有转动接头,所述转动接头的一端与所述滚筒的内部相连通,且所述固定筒的另一端固定安装有驱动电机,所述驱动电机的输出端与所述滚筒相固定连接,所述滚筒在所述固定筒的内部转动,在进行卷绕时,通过将外部供气单元与所述转动接头相连接,使得气体进入到所述滚筒的内部,且所述驱动电机带动所述滚筒转动,当所述喷气孔与所述通孔相对应时,使得气体吹向所述软磁带材的下表面,便于对所述软磁带材的下表面进行清洁,进而避免杂质进入到所述磁力吸附单元与所述软磁带材之间,对所述磁力吸附单元与所述软磁带材之间的摩擦力产生影响,影响对张力的控制。
12.本发明的技术效果和优点:通过采用磁力吸附单元对软磁带材进行磁力吸附,并产生摩擦力,通过调节磁力的大小,进而使得摩擦力产生变化,对在卷绕的张力进行控制,便于快速做出张力控制反应,便于在不同的卷绕环境中进行使用,且通过表面清洁单元,在进行磁力吸附时,避免杂质进入到磁力吸附单元与软磁带材之间,影响摩擦力,进一步提高在使用时对张力控制的稳定性和精准性。
附图说明
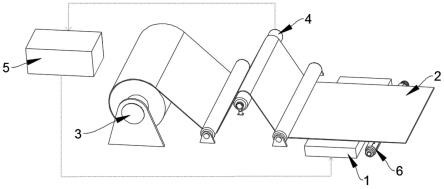
13.图1为本发明实施例二的控制示意图;
14.图2为本发明实施例一的控制示意图;
15.图3为本发明的结构示意图;
16.图4为本发明中表面清洁单元的结构示意图;
17.图中:1、磁力吸附单元;2、软磁带材;3、收卷单元;4、张力检测单元;401、前导向辊;402、后导向辊;403、检测辊;404、张力传感器;5、张力控制单元;6、表面清洁单元;601、固定筒;602、通孔;603、滚筒;604、喷气孔;605、转动接头;606、驱动电机。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例一,在进行卷绕时,线速度变化较小时,需要稳定的张力。
20.请参阅图1-4所示,一种软磁带材卷绕过程的张力控制方法,包括磁力吸附单元1和软磁带材2,磁力吸附单元1对软磁带材2进行吸附,在进行磁性吸附时,软磁带材2与磁力吸附单元1之间产生摩擦阻力,还包括收卷单元3、张力检测单元4和张力控制单元5,且收卷单元3对软磁带材2进行收卷,张力检测单元4位于收卷单元3与磁力吸附单元1之间,且软磁带材2依次经过磁力吸附单元1和张力检测单元4,然后通过收卷单元3进行收卷,张力检测单元4对收卷时产生的张力进行检测,检测结果传输至张力控制单元5,软磁带材2受到的张力的大小与软磁带材2的厚度、线速度以及磁场强弱有关,软磁带材2受到的张力大小可以通过以下公式得出:其中b是磁力吸附单元1磁极表面的磁感应强度,a为磁力吸附单元1磁极的极面积,μ为摩擦系数,μ0为真空磁导率,在此忽略软磁带材2的重量,此时磁力吸附单元1提供的铁磁力所带来得张力大小与软磁带材2在磁力吸附单元1上的摩擦力相等,进而通过控制磁力吸附单元1的磁力大小,使得软磁带材2在磁力吸附单元1表面的摩擦力产生变化,对软磁带材2受到的张力进行控制,且在收卷单元3进行收卷时,由于张力检测单元4位于收卷单元3与磁力吸附单元1之间,进而便于对收卷单元3在对软磁带材2受到的张力进行检测,并将检测的信息传输至张力控制单元5,不仅便于对收卷单元3对软磁带材2在收卷时的张力进行监测,并便于针对张力的变化,对磁力吸附单元1进行调整磁力大小,进而调节软磁带材2与磁力吸附单元1之间的摩擦力,方便对收卷时的张力变化做出快速响应,便于针对在收卷时的线速度变化,对张力进行调节。
21.软磁带材2本身具有软磁性能,且软磁带材2为纯铁、低碳钢、硅钢片、坡莫合金、铁氧体中的一种,在进行收卷时,采用永磁体作为磁力吸附单元1,提供稳定的张力,且根据张力的需求,选择相应数量的永磁体作为磁力吸附单元1。
22.张力检测单元4包括前导向辊401、后导向辊402和检测辊403,且前导向辊401与后导向辊402位于检测辊403的两侧,前导向辊401、检测辊403与后导向辊402之间成v型分布,且检测辊403的两端均固定安装有张力传感器404,张力传感器404将检测的张力传输至张力控制单元5,前导向辊401与后导向辊402的高度一致,且前导向辊401与后导向辊402的下表面与磁力吸附单元1的上表面处于同一平面上,:软磁带材2依次经过磁力吸附单元1、前导向辊401的下侧、检测辊403的上侧和后导向辊402的下侧缠绕在收卷单元3上,通过前导向辊401和后导向辊402,使得软磁带材2在经过检测辊403时,成v字型走动,进而软磁带材2受到的张力会压迫张力传感器404,使得张力传感器404上的信号产生变化,传输至张力控制单元5,且通过前导向辊401,使得软磁带材2在经过磁力吸附单元1时,使得磁力吸附单元1的磁极面与软磁带材2的下表面处于平行状态,便于进行磁力吸附,方便对张力进行控制。
23.张力控制方法还包括表面清洁单元6,且表面清洁单元6位于磁力吸附单元1的一侧,且表面清洁单元6与张力检测单元4处于相对设置,表面清洁单元6对软磁带材2的下表面进行清洁,表面清洁单元6包括固定筒601,且固定筒601的一侧开设有通孔602,固定筒601的内部转动安装有滚筒603,滚筒603的外表面均匀开设有喷气孔604,且固定筒601的一侧固定安装有转动接头605,转动接头605的一端与滚筒603的内部相连通,且固定筒601的另一端固定安装有驱动电机606,驱动电机606的输出端与滚筒603相固定连接,滚筒603在固定筒601的内部转动,在进行卷绕时,通过将外部供气单元与转动接头605相连接,使得气体进入到滚筒603的内部,且驱动电机606带动滚筒603转动,当喷气孔604与通孔602相对应
时,使得气体吹向软磁带材2的下表面,便于对软磁带材2的下表面进行清洁,进而避免杂质进入到磁力吸附单元1与软磁带材2之间,对磁力吸附单元1与软磁带材2之间的摩擦力产生影响,影响对张力的控制。
24.实施例二、在卷绕时,线速度变化较大时,需要频繁对张力进行调节。
25.请参阅图1-4所示,一种软磁带材卷绕过程的张力控制方法,包括磁力吸附单元1和软磁带材2,磁力吸附单元1对软磁带材2进行吸附,在进行磁性吸附时,软磁带材2与磁力吸附单元1之间产生摩擦阻力,还包括收卷单元3、张力检测单元4和张力控制单元5,且收卷单元3对软磁带材2进行收卷,张力检测单元4位于收卷单元3与磁力吸附单元1之间,且软磁带材2依次经过磁力吸附单元1和张力检测单元4,然后通过收卷单元3进行收卷,张力检测单元4对收卷时产生的张力进行检测,检测结果传输至张力控制单元5,软磁带材2受到的张力的大小与软磁带材2的厚度、线速度以及磁场强弱有关,软磁带材2受到的张力大小可以通过以下公式得出:其中b是磁力吸附单元1磁极表面的磁感应强度,a为磁力吸附单元1磁极的极面积,μ为摩擦系数,μ0为真空磁导率,在此忽略软磁带材2的重量,此时磁力吸附单元1提供的铁磁力所带来得张力大小与软磁带材2在磁力吸附单元1上的摩擦力相等,进而通过控制磁力吸附单元1的磁力大小,使得软磁带材2在磁力吸附单元1表面的摩擦力产生变化,对软磁带材2受到的张力进行控制,且在收卷单元3进行收卷时,由于张力检测单元4位于收卷单元3与磁力吸附单元1之间,进而便于对收卷单元3在对软磁带材2受到的张力进行检测,并将检测的信息传输至张力控制单元5,不仅便于对收卷单元3对软磁带材2在收卷时的张力进行监测,并便于针对张力的变化,对磁力吸附单元1进行调整磁力大小,进而调节软磁带材2与磁力吸附单元1之间的摩擦力,方便对收卷时的张力变化做出快速响应,便于针对在收卷时的线速度变化,对张力进行调节。
26.软磁带材2本身具有软磁性能,且软磁带材2为纯铁、低碳钢、硅钢片、坡莫合金、铁氧体中的一种,在进行收卷时,采用电磁铁作为磁力吸附单元1,且在采用电磁铁作为磁力吸附单元1时,张力控制单元5电信号连接磁力吸附单元1,张力控制单元5针对张力检测单元4检测的张力变化,对磁力吸附单元1中的电磁铁磁性强弱进行自动调节,进而调节磁力吸附单元1与软磁带材2之间的吸附强度,达到调节磁力吸附单元1与软磁带材2之间的摩擦力效果,便于进行使用。
27.张力检测单元4包括前导向辊401、后导向辊402和检测辊403,且前导向辊401与后导向辊402位于检测辊403的两侧,前导向辊401、检测辊403与后导向辊402之间成v型分布,且检测辊403的两端均固定安装有张力传感器404,张力传感器404将检测的张力传输至张力控制单元5,前导向辊401与后导向辊402的高度一致,且前导向辊401与后导向辊402的下表面与磁力吸附单元1的上表面处于同一平面上,软磁带材2依次经过磁力吸附单元1、前导向辊401的下侧、检测辊403的上侧和后导向辊402的下侧缠绕在收卷单元3上,通过前导向辊401和后导向辊402,使得软磁带材2在经过检测辊403时,成v字型走动,进而软磁带材2受到的张力会压迫张力传感器404,使得张力传感器404上的信号产生变化,传输至张力控制单元5,且通过前导向辊401,使得软磁带材2在经过磁力吸附单元1时,使得磁力吸附单元1的磁极面与软磁带材2的下表面处于平行状态,便于进行磁力吸附,方便对张力进行控制。
28.张力控制方法还包括表面清洁单元6,且表面清洁单元6位于磁力吸附单元1的一
侧,且表面清洁单元6与张力检测单元4处于相对设置,表面清洁单元6对软磁带材2的下表面进行清洁,表面清洁单元6包括固定筒601,且固定筒601的一侧开设有通孔602,固定筒601的内部转动安装有滚筒603,滚筒603的外表面均匀开设有喷气孔604,且固定筒601的一侧固定安装有转动接头605,转动接头605的一端与滚筒603的内部相连通,且固定筒601的另一端固定安装有驱动电机606,驱动电机606的输出端与滚筒603相固定连接,滚筒603在固定筒601的内部转动,在进行卷绕时,通过将外部供气单元与转动接头605相连接,使得气体进入到滚筒603的内部,且驱动电机606带动滚筒603转动,当喷气孔604与通孔602相对应时,使得气体吹向软磁带材2的下表面,便于对软磁带材2的下表面进行清洁,进而避免杂质进入到磁力吸附单元1与软磁带材2之间,对磁力吸附单元1与软磁带材2之间的摩擦力产生影响,影响对张力的控制。
29.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
30.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1