一种集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制系统及方法
1.本发明涉及集装箱自动化卸货、消杀和码垛作业线控制技术领域,具体而言,尤其涉及一种集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制系统及方法。
背景技术:
2.随着近几年全球物流运输行业的快速发展,集装箱作为物流运输的主要载体,承载了大量的铁路和远洋物流任务。其中集装箱货物装卸作为集装箱物流运输中的重要环节,目前集装箱货物的装卸还是较多采用人工搬运的方式,存在人工劳动强度大、装卸效率低、装卸人工成本高、自动化程度低等问题。
3.同时近年来受新冠病毒的影响,在新冠疫情追本溯源的过程中,新冠病毒在进口冷链食品外包装上多次检出,使冷链环节屡次成为疫情风险点,如何加强进口食品冷链安全防控成为社会焦点问题。在这样的形势下,提升进口冷链食品的消毒能力,无疑成为当前防疫的重要任务之一,需要我们不断创新消杀方式和相关技术。而且冷链工作环境本就对人的健康不利,疫情期间更是需要加强对人的防疫举措,无人化智能设施设备能够减少人员接触货物的频次,对于降低健康风险、提升工作效率具有重要价值。因此设计一款能够针对集装箱冷链货物,实现集装箱自动化卸货消杀码垛作业的装置就显得极为重要。
4.目前国内关于集装箱盒装货物全自动化卸货装置的研究尚处于发展水平,冷链货物装卸主要还是依靠人工搬扛,这就极大的增加了人货接触感染的风险。同时,纸盒装货物的六面消杀技术是另一关键技术,怎样实现消毒液的均匀喷洒、循环回收利用和货物六面全覆盖多能场耦合消毒等技术是目前的重点。而对于集装箱纸盒装货物智能化卸货、消毒和码垛技术的集成作业线的研究更是少之又少。在现有文献资料及专利检索中,尚未发现有对冷链集装箱纸盒装货物卸货、消毒和码垛的集成作业线的研究。
5.对于集装箱盒装货物自动化卸货设备的研究,青岛创科未来机器人科技有限公司提出的冷链集装箱纸箱货物装卸设备及方法(cn 113697491 a),采用子母车设计,母车和子车分别在集装箱外面和内部工作。母车升降机构通过液压驱动,需要额外增加一套液压系统。子车采用的大臂伸缩机构悬臂太长,导致结构稳定性和刚性差,并未形成卸货、消杀和码垛的集成作业线。
6.对于冷链集装箱货物六面自动化消毒装置和方法的研究,大连港毅都冷链有限公司提出的一种货物消毒设备(cn 215386144 u),采用喷头喷洒消毒液的方式进行消杀作业,由于喷头只固定布置在上下左右四个面上,很难实现全方位消杀;厦门和健卫生技术服务有限公司提出的一种电动式冷链外包装多维消杀设备(cn 214421476 u),采用气液式雾化喷洒消毒液的方式进行消杀作业,消毒模式单一,具有一定的局限性;厦门大学提出的一种基于深紫外的冷链货物全方位消毒装置(cn 113117106 a),采用深紫外杀菌消毒,光源灯阵列布置在上下左右四个面上,但是由于在货物运动方向的前后面无法布置紫外灯以及采用多条传送带连接的方式,不利于货物的六面全方位消杀,具有一定的消杀死角。
7.针对目前集装箱卸货、消杀和码垛存在的问题和已有专利的不足,如何提高冷链集装箱纸盒装货物卸货、消毒和码垛的自动化和智能化水平,减少企业人力成本和工人的劳动强度,降低货物表面可能存在的新冠病毒对人员生命健康和疫情扩散的风险,来依靠自动化设备替代人工,彻底实现人货分离,杜绝人员染疫风险是当前亟需解决的难题。因此设计一款具有高效率、智能化、无人化、集成性高等特点,能够实现集装箱货物自动化卸货、消杀、码垛的作业线就显得极为重要。
技术实现要素:
8.根据上述提出集装箱盒装货物存在的卸货、消毒和码垛的技术问题,提供一种集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制系统及方法。本发明高度集成了集装箱盒装货物卸货、消毒和码垛各部分控制系统,具有集成性好、智能化程度高、操作性好等特点。提高了集装箱卸货效率、降低人工劳动强度和人力成本,减小了人员染疫风险。
9.本发明采用的技术手段如下:
10.一种集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制系统,包括:
11.自主行进式集装箱内纸盒装货物自动抓取卸货装置,用于抓取货物,并将货物放置在可接续式电动伸缩托辊组;
12.可接续式电动伸缩托辊组,其头端连接自主行进式集装箱盒装货物自动抓取卸货装置的尾端,用于输送集装箱盒装货物;
13.纸盒箱货物多模式六面自动化消杀装置,其头端与所述可接续式电动伸缩托辊组的尾端连接,用于对所述可接续式电动伸缩托辊组传递来的货物进行六面自动化消杀;
14.机器人自动化码垛系统,安装在纸盒箱货物多模式六面自动化消杀装置的后方,用于抓取完成消杀后的集装箱货物,并对其进行码垛;
15.视觉引导控制系统,与所述自主行进式集装箱内纸盒装货物自动抓取卸货装置、可接续式电动伸缩托辊组、纸盒箱货物多模式六面自动化消杀装置以及机器人自动化码垛系统通信连接,且安装在自主行进式集装箱盒装货物自动抓取卸货装置上,用于根据消杀节拍、动态调整集装箱卸货速度、伸缩托辊传输速度以及后续消杀、码垛频率,实现智能化集装箱货物卸货消杀码垛作业集成控制。
16.进一步地,所述视觉引导控制系统包括机器视觉系统、集成控制系统以及人机交互系统,机器视觉系统,安装在自主行进式集装箱盒装货物自动抓取卸货装置的头端,用于获取集装箱内部盒装货物位置信息,并将位置信息反馈到集成控制系统;集成控制系统和人机交互系统集成于自主行进式集装箱盒装货物自动抓取卸货装置上,同时集成控制系统与机器视觉系统、人机交互系统、自主行进式集装箱内纸盒装货物自动抓取卸货装置、可接续式电动伸缩托辊组、纸盒箱货物多模式六面自动化消杀装置以及机器人自动化码垛系统进行通讯连接。
17.进一步地,所述机器视觉系统包括图像获取模块、图像处理模块、深度成像模块;其中:
18.图像获取模块包括照明光源、平面相机和镜头,用于获取被测集装箱内部货物的图像,并将图像信息传输给图像处理模块;
19.图像处理模块包括工控机,与所述图像获取模块通信连接,先对获取到的图像信
息进行边缘轮廓提取,再对提取出的图像轮廓区域进行分割,获得集装箱内部盒装货物的二维中心位置信息;
20.深度成像模块包括激光位移计,与所述图像处理模块通信连接,用于获取被测盒装货物与所述集装箱内的深度信息。
21.进一步地,所述集成控制系统包括轨迹规划模块、plc控制器模块、六轴桁架机器人控制模块、电动平车控制模块、i/o控制模块、网络通讯模块;其中:
22.轨迹规划模块集成货物位置信息判别、轨迹规划算法;轨迹规划模块集成于工控机,基于图像处理模块输出的盒装货物的位置信息,计算出被测货物可被抓取的位置,选择可执行的吸盘机构,并输出6轴桁架机器人的定位信息;
23.plc控制器模块包括电源单元、cpu单元、i/o扩展单元;plc控制器模块与轨迹规划模块、六轴桁架机器人控制模块、电动平车控制模块、i/o控制模块、网络通讯模块进行通讯连接;plc控制器模块接收轨迹规划模块的定位信息并控制六轴桁架机器人控制模块、电动平板车控制模块运行到被测集装箱货物可被抓取的位置,同时控制i/o控制模块、网络通讯模块(206)进行相应动作调整;
24.六轴桁架机器人控制模块包括六台伺服驱动器、安全光电开关;六轴桁架机器人控制模块与plc控制器模块通信连接,用于控制六轴的伺服电机进行相应的原点回归、手/自动定位运行动作,并利用安全光电开关实现安全保护功能;
25.电动平板车控制模块包括两台伺服驱动器、无线遥控器、信号接收器、激光位移计;电动平板车控制模块与plc控制器模块通信连接,用于两台电机差速控制实现电动平车的前进、后退、转弯,并利用无线遥控器,实现电动平车无线的手动控制,结合激光位移计的位置信息反馈,实现电动平车的全自动运行;
26.i/o控制模块包括传感器单元、执行器单元;i/o控制模块与plc控制器模块通信连接,传感器单元包括水平抓取吸盘组激光位移计、垂直抓取吸盘组激光位移计、水平抓取吸盘组接近开关、垂直抓取吸盘组接近开关、伸缩托辊磁性开关,用来对自主行进式集装箱盒装货物自动抓取卸货装置的工作状态进行实时反馈;执行器单元包括水平抓取吸盘组电磁阀、垂直抓取吸盘组电磁阀、水平抓取吸盘组气缸电磁阀、车上电动伸缩托辊气缸电磁阀,用来实现对自主行进式集装箱盒装货物自动抓取卸货装置前端的吸盘组进行控制;
27.网络通讯模块包括可接续式电动伸缩托辊组通讯单元、纸盒箱货物多模式六面自动化消杀装置通讯单元、机器人自动化码垛系统通讯单元、人机交互系统通讯单元;网络通讯模块与plc控制器模块通信连接。
28.进一步地,所述人机交互系统包括上位机界面、触摸显示屏、开关按钮、信号指示灯、操作台;其中:
29.上位机界面通过触摸显示屏进行显示,触摸显示屏、开关按钮和信号指示灯安装在操作台上,实现人机交互功能;其中,上位机界面包括图像显示区域、参数显示区域、设备运行状态监控区域、设备控制区域、手/自动切换区域。
30.进一步地,所述自主行进式集装箱内纸盒装货物自动抓取卸货装置包括六轴桁架机器人、电动平板车、水平抓取吸盘组、垂直抓取吸盘组、车上电动伸缩托辊,其中:
31.所述六轴桁架机器人,包括x向水平纵向移动机构、y向水平横向移动机构、回转机构、z向垂直升降机构、z1向垂直升降机构;其中,所述x向水平纵向移动机构的安装端安装
在所述电动平板车上,其输出端在水平方向上x方向运动;所述y向水平横向移动机构的安装端安装在所述x向水平纵向移动机构的输出端上,所述y向水平横向移动机构的输出端在水平方向上沿y方向运动;所述回转机构的安装端安装在所述y向水平横向移动机构的输出端上,且其输出端围绕其z向中心轴线转动;所述z向垂直升降机构的安装端安装在所述回转机构的输出端上,其输出端沿z向方向竖直运动;z1向垂直升降机构的安装端安装在所述z向垂直升降机构的输出端上,其输出端沿z向方向竖直运动;
32.所述电动平板车,包括作业平台、电驱动车轮组、内嵌抽屉式电控柜系统、测距传感器组;所述集成控制系统安装集成在内嵌抽屉式电控柜系统中;
33.所述水平抓取组合吸盘组,位于所述垂直抓取吸盘组的上方,并安装在所述z1向辅助升降机构的输出端上,实现对上部货物的抓取;
34.所述垂直抓取吸盘组,安装在所述z向垂直升降机构的输出端上,实现对中下部货物的抓取;
35.所述车上电动伸缩托辊,其固定端安装在所述电动平板车的尾端,与所述可接续式电动伸缩托辊组的头端相对,且其伸缩端在水平方向上沿x向伸缩。所述车上电动伸缩托辊有两种工作状态,伸出时用于抓取集装箱盒装货物后的转运,收缩时用于增加机器视觉识别时的视场距离,两种工作状态的切换由所述集成控制系统控制交替进行。
36.进一步地,所述可接续式电动伸缩托辊组包括1-4组独立串联的伸缩托辊机构、调速变频控制器、4组交流电机;其中:
37.所述调速变频控制器与集成控制系统通信连接,用于实时接收集成控制系统的控制指令,控制4组交流电机的运行速度,实现动态调节可接续式电动伸缩托辊组的货物输送节拍。
38.进一步地,所述纸盒箱货物多模式六面自动化消杀装置包括内嵌托辊传动模块、强力旋风雾化多喷头集成喷液模块、紫外光催化耦合消杀模块、消杀箱plc控制模块,其中:
39.所述内嵌托辊传动模块,用于实现在消杀箱内对集装箱卸货货物的传动,所述内嵌托辊传动模块与消杀箱plc控制模块通信连接,实现动态的调整传动速度;
40.所述强力旋风雾化多喷头集成喷液模块,包括强力风机、旋风雾化单元、喷淋单元、风管组件、水管组件、药液箱和风机箱;用于将药液箱中喷淋的药液打散雾化,实现集装箱货物的六面全覆盖;
41.所述紫外光催化耦合消杀模块,包括紫外灯组、光催化基板和光催化剂涂层;用于对所述集装箱货物的紫外光强照射消杀、光催化耦合强化消杀多能场耦合;
42.所述消杀箱plc控制模块,作为集成控制系统中plc控制器模块的从站,实时接收集成控制系统的控制指令,实现动态的调整消杀箱的消杀速度,并实时反馈完成消杀的数量及节拍信息。
43.进一步地,所述机器人自动化码垛系统包括机器人本体、底座、气动抓取末端执行器、电气控制系统、空压机,定位托辊,其中:
44.所述电气控制系统包括控制主板、i/o模块、安全逻辑板、伺服驱动器组、示教器;所述控制主板与集成控制系统进行通信连接,形成机器人码垛自动化系统基于整体作业线的集成控制与反馈;所述i/o模块包括多组光电开关传感器,实现对码垛货物的计数、控制启停功能。
45.本发明还提供了一种集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制方法,包括:
46.机器视觉获取集装箱内部货物图像并输出货物中心位置信息;
47.轨迹规划模块对货物位置信息进行判别及完成轨迹规划计算,输出各伺服轴定位信息;
48.plc控制器模块接收轨迹规划输出各轴的定位信息,控制伺服轴做相应动作;
49.i/o系统模块中传感器单元反馈各伺服轴的动作到位信息。执行器单元受plc控制器模块控制,完成吸盘抓取、卸货动作;
50.可接续式电动伸缩托辊组接收plc控制器信号,进行电机传输速度的调节与启停控制,实现货物的转运;
51.纸盒箱货物多模式六面自动化消杀装置对货物进行六面消杀,并反馈plc控制器模块消杀数量与消杀频率,集成控制系统根据消杀状态,实时调整作业节拍;
52.机器人自动化码垛系统,对消杀后的货物进行码垛作业,同时通过光电开关进行计数,将计数信息反馈到集成控制系统进行计算,集成控制系统控制卸货、消杀、码垛同一节拍。
53.较现有技术相比,本发明具有以下优点:
54.1、本发明提供的集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制系统及方法,可以针对现有物流企业的集装箱盒装货物的卸货、消毒、码垛作业,提供高效率且智能化的集成式解决方案。
55.2、本发明提供的集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制系统及方法,可以完全替代传统的人工搬扛的集装箱卸货方式,大大降低工人的劳动强度,提高卸货效率。同时全自动的消杀作业线,杜绝了人货接触染疫的风险,有效控制疫情传播。
56.3、本发明提供的集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制系统及方法,具有高度集成性、智能化,能广泛适应物流行业多场景的应用。控制系统的组成部分模块化,既可以单模块独立运行,也能实现快速集成,多模块联动,智能调节反馈。
57.4、本发明提供的集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制系统及方法,在人机交互操作性上进行改良,具有易操作、具有安全报警防错功能,作业流程可视化等特点。
58.5、本发明提供的集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制系统及方法,采用总线式控制方式,便于拓展。具备多个拓展接口,可以添加可追溯信息管理系统。真正实现工厂产品卸货、消杀、码垛流程的可追溯管理。
59.基于上述理由本发明可在集装箱自动化卸货、消杀和码垛作业线控制等领域广泛推广。
附图说明
60.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
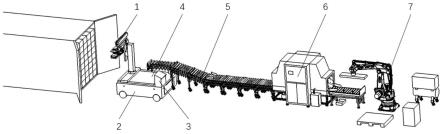
61.图1为本发明一实施例所述的集装箱盒装货物智能化卸货消毒码垛作业线整体布局示意图;
62.图2为本发明一实施例所述的机器视觉系统组成示意图;
63.图3为本发明一实施例所述的集成控制系统拓补图;
64.图4为本发明一实施例所述的自主行进式集装箱盒装货物自动抓取卸货装置示意图;
65.图5为本发明一实施例所述的电动平板车示意图;
66.图6为本发明一实施例所述的可接续式电动伸缩托辊组示意图;
67.图7为本发明一实施例所述的纸盒箱货物多模式六面自动化消杀装置的整体示意图;
68.图8为本发明一实施例所述的机器人自动化码垛系统示意图;
69.图9为本发明一实施例所述的一种集装箱盒装货物智能化卸货消毒码垛作业线视觉引导控制方法的流程图;
70.图10为本发明一实施例所述的一种自主行进式集装箱盒装货物自动抓取卸货装置控制流程图;
71.图中:
72.1、机器视觉系统;101、图像获取模块;102、图像处理模块;103、深度成像模块;
73.2、集成控制系统;201、轨迹规划模块;202、plc控制器模块;203、六轴桁架机器人控制模块;204、电动平车控制模块;205、i/o控制模块;206、网络通讯模块;
74.3、人机交互系统;301、上位机界面;302、触摸显示屏;303、开关按钮;304、信号指示灯;305、操作台;
75.4、自主行进式集装箱内纸盒装货物自动抓取卸货装置;401、六轴桁架机器人;402、电动平板车;403、水平抓取吸盘组;404、垂直抓取吸盘组;405、车上电动伸缩托辊;
76.5、可接续式电动伸缩托辊组;501、伸缩托辊机构;502、调速变频控制器;503、交流电机;
77.6、纸盒箱货物多模式六面自动化消杀装置;601、内嵌托辊传动模块;602、强力旋风雾化多喷头集成喷液模块;603、紫外光催化耦合消杀模块;604、消杀箱plc控制模块;
78.7、机器人自动化码垛系统;701、机器人本体;702、底座;703、气动抓取末端执行器;704、电气控制系统;705、空压机;706、定位托辊。
具体实施方式
79.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
80.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
81.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
82.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当清楚,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任向具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
83.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制:方位词“内、外”是指相对于各部件本身的轮廓的内外。
84.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其位器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
85.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
86.如图1所示,本发明提供了一种集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制系统,包括:
87.自主行进式集装箱内纸盒装货物自动抓取卸货装置4,用于抓取货物,并将货物放置在可接续式电动伸缩托辊组5;
88.可接续式电动伸缩托辊组5,其头端连接自主行进式集装箱盒装货物自动抓取卸货装置4的尾端,用于输送集装箱盒装货物;
89.纸盒箱货物多模式六面自动化消杀装置6,其头端与所述可接续式电动伸缩托辊组5的尾端连接,用于对所述可接续式电动伸缩托辊组5传递来的货物进行六面自动化消杀;
90.机器人自动化码垛系统7,安装在纸盒箱货物多模式六面自动化消杀装置6的后方,用于抓取完成消杀后的集装箱货物,并对其进行码垛;
91.视觉引导控制系统,与所述自主行进式集装箱内纸盒装货物自动抓取卸货装置4、可接续式电动伸缩托辊组5、纸盒箱货物多模式六面自动化消杀装置6以及机器人自动化码垛系统7通信连接,且安装在自主行进式集装箱盒装货物自动抓取卸货装置4上,用于根据消杀节拍、动态调整集装箱卸货速度、伸缩托辊传输速度以及后续消杀、码垛频率,实现智能化集装箱货物卸货消杀码垛作业集成控制。
92.具体实施时,作为本发明优选的实施方式,所述视觉引导控制系统包括机器视觉系统1、集成控制系统2以及人机交互系统3,其中:机器视觉系统1安装在自主行进式集装箱盒装货物自动抓取卸货装置4的头端,用于获取集装箱内部盒装货物位置信息,并将位置信息反馈到集成控制系统2;集成控制系统2和人机交互系统3集成于自主行进式集装箱盒装货物自动抓取卸货装置4上,同时集成控制系统2与机器视觉系统1、人机交互系统3、自主行进式集装箱内纸盒装货物自动抓取卸货装置4、可接续式电动伸缩托辊组5、纸盒箱货物多模式六面自动化消杀装置6以及机器人自动化码垛系统7进行通讯连接。
93.具体实施时,作为本发明优选的实施方式,如图2所示,所述机器视觉系统1包括图像获取模块101、图像处理模块102、深度成像模块103;其中:
94.图像获取模块101包括照明光源、平面相机和镜头,用于获取被测集装箱内部货物的图像,并将图像信息传输给图像处理模块102;
95.图像处理模块102包括工控机,与所述图像获取模块101通信连接,先对获取到的图像信息进行边缘轮廓提取,再对提取出的图像轮廓区域进行分割,获得集装箱内部盒装货物的二维中心位置信息;
96.深度成像模块103包括激光位移计,与所述图像处理模块102通信连接,用于获取被测盒装货物与所述集装箱内的深度信息。
97.具体实施时,作为本发明优选的实施方式,如图3所示,所述集成控制系统2包括轨迹规划模块201、plc控制器模块202、六轴桁架机器人控制模块203、电动平车控制模块204、i/o控制模块205、网络通讯模块206;其中:
98.轨迹规划模块201集成货物位置信息判别、轨迹规划算法;轨迹规划模块201集成于工控机,基于图像处理模块102输出的盒装货物的位置信息,计算出被测货物可被抓取的位置,选择可执行的吸盘机构,并输出6轴桁架机器人的定位信息;
99.plc控制器模块202包括电源单元、cpu单元、i/o扩展单元;plc控制器模块202与轨迹规划模块201、六轴桁架机器人控制模块203、电动平车控制模块204、i/o控制模块205、网络通讯模块206进行通讯连接;plc控制器模块202接收轨迹规划模块201的定位信息并控制六轴桁架机器人控制模块203、电动平板车控制模块204运行到被测集装箱货物可被抓取的位置,同时控制i/o控制模块205、网络通讯模块206进行相应动作调整;
100.六轴桁架机器人控制模块203包括六台伺服驱动器、安全光电开关;六轴桁架机器人控制模块203与plc控制器模块202通信连接,用于控制六轴的伺服电机进行相应的原点回归、手/自动定位运行动作,并利用安全光电开关实现安全保护功能;
101.电动平板车控制模块204包括两台伺服驱动器、无线遥控器、信号接收器、激光位移计;电动平板车控制模块204与plc控制器模块202通信连接,用于两台电机差速控制实现电动平车的前进、后退、转弯,并利用无线遥控器,实现电动平车无线的手动控制,结合激光位移计的位置信息反馈,实现电动平车的全自动运行;
102.i/o控制模块205包括传感器单元、执行器单元;i/o控制模块205与plc控制器模块202通信连接,传感器单元包括水平抓取吸盘组激光位移计、垂直抓取吸盘组激光位移计、水平抓取吸盘组接近开关、垂直抓取吸盘组接近开关、伸缩托辊磁性开关,用来对自主行进式集装箱盒装货物自动抓取卸货装置4的工作状态进行实时反馈;执行器单元包括水平抓取吸盘组电磁阀、垂直抓取吸盘组电磁阀、水平抓取吸盘组气缸电磁阀、车上电动伸缩托辊气缸电磁阀,用来实现对自主行进式集装箱盒装货物自动抓取卸货装置4前端的吸盘组进行控制;
103.网络通讯模块206包括可接续式电动伸缩托辊组通讯单元、纸盒箱货物多模式六面自动化消杀装置通讯单元、机器人自动化码垛系统通讯单元、人机交互系统通讯单元;网络通讯模块206与plc控制器模块202通信连接。
104.具体实施时,作为本发明优选的实施方式,所述人机交互系统3包括上位机界面301、触摸显示屏302、开关按钮303、信号指示灯304、操作台305;其中:
105.上位机界面301通过触摸显示屏302进行显示,触摸显示屏302、开关按钮303和信号指示灯304安装在操作台305上,实现人机交互功能;其中,上位机界面301包括图像显示区域、参数显示区域、设备运行状态监控区域、设备控制区域、手/自动切换区域。
106.具体实施时,作为本发明优选的实施方式,如图4、5所示,所述自主行进式集装箱内纸盒装货物自动抓取卸货装置4包括六轴桁架机器人401、电动平板车402、水平抓取吸盘组403、垂直抓取吸盘组404、车上电动伸缩托辊405,其中:
107.所述六轴桁架机器人401,包括x向水平纵向移动机构、y向水平横向移动机构、回转机构、z向垂直升降机构、z1向垂直升降机构;其中,所述x向水平纵向移动机构的安装端安装在所述电动平板车402上,其输出端在水平方向上x方向运动;所述y向水平横向移动机构的安装端安装在所述x向水平纵向移动机构的输出端上,所述y向水平横向移动机构的输出端在水平方向上沿y方向运动;所述回转机构的安装端安装在所述y向水平横向移动机构的输出端上,且其输出端围绕其z向中心轴线转动;所述z向垂直升降机构的安装端安装在所述回转机构的输出端上,其输出端沿z向方向竖直运动;z1向垂直升降机构的安装端安装在所述z向垂直升降机构的输出端上,其输出端沿z向方向竖直运动;
108.所述电动平板车402,包括作业平台、电驱动车轮组、内嵌抽屉式电控柜系统、测距传感器组;所述集成控制系统2安装集成在内嵌抽屉式电控柜系统中;
109.所述水平抓取组合吸盘组403,位于所述垂直抓取吸盘组404的上方,并安装在所述z1向辅助升降机构的输出端上,实现对上部货物的抓取;
110.所述垂直抓取吸盘组404,安装在所述z向垂直升降机构的输出端上,实现对中下部货物的抓取;
111.所述车上电动伸缩托辊405,其固定端安装在所述电动平板车402的尾端,与所述可接续式电动伸缩托辊组5的头端相对,且其伸缩端在水平方向上沿x向伸缩。所述车上电动伸缩托辊405有两种工作状态,伸出时用于抓取集装箱盒装货物后的转运,收缩时用于增加机器视觉识别时的视场距离,两种工作状态的切换由所述集成控制系统2控制交替进行。
112.具体实施时,作为本发明优选的实施方式,如图6所示,所述可接续式电动伸缩托辊组5包括1-4组独立串联的伸缩托辊机构501、调速变频控制器502、4组交流电机503;其中:
113.所述调速变频控制器502与集成控制系统2通信连接,用于实时接收集成控制系统2的控制指令,控制4组交流电机503的运行速度,实现动态调节可接续式电动伸缩托辊组5的货物输送节拍。
114.具体实施时,作为本发明优选的实施方式,如图7所示,所述纸盒箱货物多模式六面自动化消杀装置6包括内嵌托辊传动模块601、强力旋风雾化多喷头集成喷液模块602、紫外光催化耦合消杀模块603、消杀箱plc控制模块604,其中:
115.所述内嵌托辊传动模块601,用于实现在消杀箱内对集装箱卸货货物的传动,所述内嵌托辊传动模块601与消杀箱plc控制模块604通信连接,实现动态的调整传动速度;
116.所述强力旋风雾化多喷头集成喷液模块602,包括强力风机、旋风雾化单元、喷淋单元、风管组件、水管组件、药液箱和风机箱;用于将药液箱中喷淋的药液打散雾化,实现集装箱货物的六面全覆盖;
117.所述紫外光催化耦合消杀模块603,包括紫外灯组、光催化基板和光催化剂涂层;用于对所述集装箱货物的紫外光强照射消杀、光催化耦合强化消杀多能场耦合;
118.所述消杀箱plc控制模块604,作为集成控制系统2中plc控制器模块202的从站,实时接收集成控制系统2的控制指令,实现动态的调整消杀箱的消杀速度,并实时反馈完成消杀的数量及节拍信息。
119.具体实施时,作为本发明优选的实施方式,如图8所示,所述机器人自动化码垛系统7包括机器人本体701、底座702、气动抓取末端执行器703、电气控制系统704、空压机705,定位托辊706,其中:
120.所述电气控制系统704包括控制主板、i/o模块、安全逻辑板、伺服驱动器组、示教器;所述控制主板与集成控制系统2进行通信连接,形成机器人码垛自动化系统7基于整体作业线的集成控制与反馈;所述i/o模块包括多组光电开关传感器,实现对码垛货物的计数、控制启停功能。
121.如图9、10所示,本发明实施例还提供了一种集装箱盒装货物智能化卸货消杀码垛作业线视觉引导控制方法,包括:
122.s1、机器视觉获取集装箱内部货物图像并输出货物中心位置信息;
123.s2、轨迹规划模块对货物位置信息进行判别及完成轨迹规划计算,输出各伺服轴定位信息;
124.s3、plc控制器模块接收轨迹规划输出各轴的定位信息,控制伺服轴做相应动作;
125.s4、i/o系统模块中传感器单元反馈各伺服轴的动作到位信息。执行器单元受plc控制器模块控制,完成吸盘抓取、卸货动作;
126.s5、可接续式电动伸缩托辊组接收plc控制器信号,进行电机传输速度的调节与启停控制,实现货物的转运;
127.s6、纸盒箱货物多模式六面自动化消杀装置对货物进行六面消杀,并反馈plc控制器模块消杀数量与消杀频率,集成控制系统根据消杀状态,实时调整作业节拍;
128.s7、机器人自动化码垛系统,对消杀后的货物进行码垛作业,同时通过光电开关进行计数,将计数信息反馈到集成控制系统进行计算,集成控制系统控制卸货、消杀、码垛同一节拍。
129.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽
管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1