取料治具的制作方法
1.本技术涉及取料设备技术领域,特别涉及一种取料治具。
背景技术:
2.cnc对零件的加工过程中,零件一般是摆放在治具上,在完成零件的加工后,零件上会附着有切削液、金属屑,零件进入下一个加工工序前需要保证清洁,相关技术中,需要通过人工或者机械手将零件从治具中逐个取出,并摆放至清洗装置内的清洗盘内,该过程时间长,效率低。
技术实现要素:
3.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术提出一种取料治具,能够一次性夹取多个零件,提高零件转运效率。
4.根据本技术的实施例的取料治具,包括:
5.定位板;
6.夹料板,所述夹料板设置有两个,且分别位于所述定位板的两侧,所述夹料板的下端在竖直方向上突出于所述定位板并形成夹持部;所述夹料板远离所述定位板的一侧形成有调节孔,其中,所述调节孔包括夹紧孔和松开孔,所述松开孔的深度大于所述夹紧孔的深度;
7.摆动件,所述摆动件与所述定位板铰接,所述摆动件靠近两个所述夹料板的一侧设置有凸部,所述摆动件能够相对所述定位板转动,以带动所述凸部卡入所述夹紧孔或者所述松开孔,并且所述凸部能够与所述夹紧孔的底部或者所述松开孔的底部相抵接,使得所述夹料板靠近或者远离所述定位板。
8.根据本技术的取料治具,至少具有如下有益效果:由于摆动件与定位板铰接,摆动件能够相对于定位板转动,在摆动件转动的同时,摆动件上的凸部将跟随转动,其中,夹紧孔和松开孔皆位于凸部的转动路径上,因此,在摆动件转动时,凸部能够卡入夹紧孔或者松开孔,并与夹紧孔的底部或者松开孔的底部相抵接,即,当凸部卡入夹紧孔时,两个夹料板处于相互靠近的状态,当凸部卡入松开孔时,两个夹料板处于相互远离的状态。本技术的取料治具能够通过转动摆动件使夹料板相互靠近或者远离,以一次性夹取多个零件,提高零件转运效率。
9.根据本技术的一些实施例,所述摆动件为u型结构,所述摆动件的中部与所述定位板的两侧铰接,所述摆动件的两个端部分别位于两个所述夹料板远离所述定位板的一侧,且所述摆动件的两个端部靠近所述夹料板的一侧设置有所述凸部。
10.根据本技术的一些实施例,所述凸部为球头柱塞。
11.根据本技术的一些实施例,还包括限位件,所述限位件设置于所述摆动件的转动路径上,当所述凸部卡入所述夹紧孔或者所述松开孔后,所述摆动件与所述限位件相抵接。
12.根据本技术的一些实施例,所述限位件形成有第一限位面和第二限位面,所述第
一限位面和所述第二限位面之间构成夹角,相对应所述第一限位面和所述第二限位面,所述摆动件形成有第一抵接面和第二抵接面,其中,当所述凸部卡入所述夹紧孔,所述摆动件通过所述第一抵接面与所述限位件的第一限位面相抵接;当所述凸部卡入所述松开孔,所述摆动件通过所述第二抵接面与所述限位件的第二限位面相抵接。
13.根据本技术的一些实施例,所述定位板和所述夹料板之间设置有弹性件。
14.根据本技术的一些实施例,所述夹料板包括外板和内板,所述外板设置为金属材料,所述内板设置为塑性材料;所述外板与所述内板相固定连接,所述内板设置于所述外板靠近所述定位板的一侧,所述内板构成所述夹持部,所述外板形成所述调节孔。
15.根据本技术的一些实施例,所述摆动件设置有两个,且两个所述摆动件分别设置于所述定位板的两端,每一所述定位板的两端对应所述摆动件分别设置有一组所述调节孔。
16.根据本技术的一些实施例,所述定位板的下端形成固定槽体,所述固定槽体靠近所述夹料板的位置形成缺口。
17.根据本技术的一些实施例,所述定位板的下端设置有定位柱。
18.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
19.下面结合附图和实施例对本技术做进一步的说明,其中:
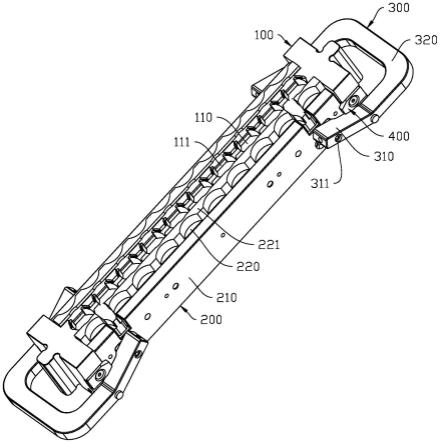
20.图1为本技术实施例的取料治具的凸部位于夹紧孔内时的立体图;
21.图2为图1中取料治具的主视图;
22.图3为图1中取料治具的俯视图;
23.图4为本技术实施例的取料治具的凸部位于松开孔内时的立体图;
24.图5为图4中取料治具的主视图;
25.图6为图4中取料治具的俯视图。
26.附图标记:
27.定位板100、固定槽体110、缺口111;
28.夹料板200、外板210、夹紧孔211、松开孔212、内板220、夹持部221;
29.摆动件300、开口部分310、凸部311、封闭部分320、第一抵接面330、第二抵接面340;
30.限位件400、第一限位面410、第二限位面420;
31.弹性件500。
具体实施方式
32.下面详细描述本技术的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
33.在本技术的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简
化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
34.在本技术的描述中,若干的含义是一个以上,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
35.本技术的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本技术中的具体含义。
36.本技术的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
37.参照图1至图6,根据本技术的实施例的取料治具,包括:
38.定位板100;
39.夹料板200,夹料板200设置有两个,且分别位于定位板100的两侧,夹料板200的下端在竖直方向上突出于定位板100并形成夹持部;夹料板200远离定位板100的一侧形成有调节孔,其中,调节孔包括夹紧孔211和松开孔212,松开孔212的深度大于夹紧孔211的深度;
40.摆动件300,摆动件300与定位板100铰接,摆动件300靠近两个夹料板200的一侧设置有凸部311,摆动件300能够相对定位板100转动,以带动凸部311卡入夹紧孔211或者松开孔212,并且凸部311能够与夹紧孔211的底部或者松开孔212的底部相抵接,使得夹料板200靠近或者远离定位板100。
41.根据上述方案,由于摆动件300与定位板100铰接,摆动件300能够相对于定位板100转动,在摆动件300转动的同时,摆动件300上的凸部311将跟随转动,其中,夹紧孔211和松开孔212皆位于凸部311的转动路径上,因此,在摆动件300转动时,凸部311能够卡入夹紧孔211或者松开孔212,并与夹紧孔211的底部或者松开孔212的底部相抵接,即,当凸部311卡入夹紧孔211时,两个夹料板200处于相互靠近的状态,当凸部311卡入松开孔212时,两个夹料板200处于相互远离的状态。
42.可以理解的是,在需要将转运零件时,在初始,参照图5至图6,凸部311卡入松开孔212,两个夹料板200处于相互远离的状态,然后,将夹料板200靠近阵列摆放的零件,使零件处于两个夹料板200的夹持部之间。紧接着,参照图1至图3,施加力给摆动件300使摆动件300转动,从而凸部311从松开孔212移动至夹紧孔211,由于夹紧孔211的深度是小于松开孔212的深度,因此,在凸部311卡入夹紧孔211时,凸部311推动夹料板200相互靠近,夹料板200的夹持部将夹持零件,以完成对零件的夹持。在夹持零件后,将本技术的取料治具靠近清洗盘,然后,施加力给摆动件300使摆动件300转动,凸部311从夹紧孔211移动至松开孔212,同理,在凸部311卡入松开孔212时,夹料板200能够相互远离,从而,产品能够从两个夹料板200之间落下。
43.还可以理解的是,定位板100能够起到辅助限位作用,限制两个夹料板200相互靠近的距离,避免夹料板200靠的过近,夹坏零件。
44.需要说明的是,为保证凸部311能够在夹紧孔211和松开孔212之间转换,在本实施例中,凸部311为球头柱塞,在需要使凸部311在夹紧孔211和松开孔212之间转换时,对摆动件300施加一定力量,球头柱塞的球头缩入,并在夹紧板的侧面滑动,在滑动至松开孔212或者夹紧孔211后,球头弹出并卡入孔内。
45.在其他实施例中,凸部311也可以为塑性件,即其本身具有一定塑性,在需要使凸部311在夹紧孔211和松开孔212之间转换时,对摆动件300施加一定力量,凸部311产生塑性变形从而脱离夹紧孔211或者松开孔212,并在夹紧板的侧面滑动,在滑动至松开孔212或者夹紧孔211后,凸部311恢复原状并卡入孔内。
46.针对于摆动件300的具体结构,参照图1和图4,摆动件300为u型结构,即,摆动件300包括有开口部分310和封闭部分320,开口部分310具有两个端部。摆动件300的中部与定位板100的两侧铰接,摆动件300的两个端部分别位于两个夹料板200远离定位板100的一侧,且摆动件300的两个端部靠近夹料板200的一侧设置有凸部311,即,开口部分310的两个端部分别位于两个夹料板200远离定位板100的一侧,并且两个端部靠近夹料板200的一侧设置凸部311,因此,每一夹料板200对应每一摆动件300设置有一组调节孔,一组调节孔即一个松开孔212和一个夹紧孔211。
47.可以理解的是,摆动件300的封闭部分320用作于受力,即通过给封闭部分320施加力,从而使摆动件300摆动,开口部分310的两个端部摆动,从而,使得端部上的凸部311在夹紧孔211和松开孔212之间移动转换。
48.另外,需要说明的是,为保证夹料板200相互靠近过程中的稳定性,在本实施例中,参照图1和图4,摆动件300设置有两个,且两个摆动件300分别设置于定位板100的两端,每一定位板100的两端对应摆动件300分别设置有一组调节孔。
49.可以理解的是,对应两个摆动件300,每一个定位板100的两端各设置有一组调节孔,在需要夹持零件时,同时给摆动件300施加力,从而两个摆动件300上的凸部311同时推动夹料板200的相互靠近,从而提高夹料板200运动过程中的稳定性。
50.为限制摆动件300的转动角度,参照图1和图4,本技术的取料治具还包括限位件400,限位件400设置于摆动件300的转动路径上,当凸部311卡入夹紧孔211或者松开孔212后,摆动件300与限位件400相抵接。
51.可以理解的是,使得凸部311卡入夹紧孔211或者松开孔212后,摆动件300将无法继续转动,保证凸部311能够卡入夹紧孔211或者松开孔212。
52.针对于限位件400和摆动件300的具体配合形式,参照图2和图5,限位件400形成有第一限位面410和第二限位面420,第一限位面410和第二限位面420之间构成夹角,相对应第一限位面410和第二限位面420,摆动件300形成有第一抵接面330和第二抵接面340,其中,当凸部311卡入夹紧孔211,摆动件300通过第一抵接面330与限位件400的第一限位面410相抵接;当凸部311卡入松开孔212,摆动件300通过第二抵接面340与限位件400的第二限位面420相抵接。
53.另外,需要说明的是,一个摆动件300的端部对应一个限位件400设置。
54.为保证凸部311从夹紧孔211移动至松开孔212时,两个夹料板200相互远离,在本
实施例中,参照图2和图5,定位板100和夹料板200之间设置有弹性件500。
55.可以理解的是,由于松开孔212的深度浅于夹紧孔211的深度,在凸部311卡入松开孔212时,凸部311无法低到松开孔212的底部,因此,在弹性件500的弹力作用下,在凸部311卡入松开孔212时,弹性件500将推动夹料板200远离定位板100,夹料板200将朝向凸部311靠近,并使得凸部311保持抵接在松开孔212的底部,从而,两个夹料板200将相互远离。
56.在其他实施例中,也可以通过在定位板100和夹料板200之间设置气缸,亦或者,在两个夹料板200之间设置气缸或者弹性件500,亦或者,通过人工或者机械手将夹料板200相互远离。
57.需要说明的是,由于夹料板200需要完成与摆动件300铰接以及夹持零件,为保障夹料板200与摆动件300连接的刚性,以及避免夹料板200夹伤零件,在本实施例中,参照图1和图4,夹料板200包括外板210和内板220,外板210设置为金属材料,内板220设置为塑性材料;外板210与内板220相固定连接,内板220设置于外板210靠近定位板100的一侧,内板220构成夹持部,外板210形成调节孔,即,内板220设置在外板210和定位板100之间。
58.可以理解的是,通过金属材料的外板210与摆动件300进行铰接,并形成调节孔与凸部311配合,能够使得外板210不易损坏,以及被凸部311划伤等。通过塑性材料的内板220夹持零件,避免与零件产生刚性碰撞,夹伤零件。
59.为了更好的夹持零件,参照图1、图3、图4、图6,定位板100的下端形成固定槽体110,需要说明的是,固定槽体110的形状与零件的外形轮廓相对应,固定槽体110靠近夹料板200的位置形成缺口111。
60.可以理解的是,在本技术的夹取治具靠近零件时,零件将进入固定槽体110内,且零件靠近夹料板200的两端将通过缺口111裸露,在夹料板200相互靠近时,夹料板200抵接零件裸露部分,并夹持固定零件。综上,固定槽体110能够起到辅助固定零件的作用,对零件起到限位效果,在夹料板200夹持零件搬运的过程中,零件不易滑动以及掉落。另外,需要说明的是,固定槽体110包括有多个,且沿定位板100的长度方向分布,以使本技术的夹取治具能够同时夹取多个零件。
61.为了保证在本技术的取料治具将零件摆放至清洗盘上的准确性,定位板100的下端设置有定位柱(图中未示出),相应的,清洗盘上设置有定位孔。
62.可以理解的是,当取料治具需要将其夹持的零件摆放至清洗盘时,将定位板100的定位柱插设于清洗盘的定位孔上,然后再转动摆动件300,使夹料板200松开零件,使零件准确落至清洗盘上。
63.上面结合附图对本技术实施例作了详细说明,但是本技术不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本技术宗旨的前提下作出各种变化。此外,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1