一种基于区块链技术的番鸭食品供应链系统
1.本发明涉及供应链应用技术领域,特别涉及一种基于区块链技术的番鸭食品供应链系统。
背景技术:
2.食品供应链是指食品如何从初级生产到消费者手中的过程,包括食品的生产、加工、运输、销售等过程,在食品供应链每一个环节中,食品的安全尤其重要,当存在一个环节出现问题时,那么整个供应链系统都会受到影响,因此建议一套安全的供应链管理系统尤为重要,现有农业食品从农场到销售商构成单一链,各组织主要采用物联网技术实现信数据的采集、处理、传输、加工,并由监管部门管理。
3.番鸭食品制造时,现有处理方式需要前序对原材进行部位分割,并在原材分割后单独包装供应,该种方式在后期销售时,各监管部分获得的管理批次数据主要为原材分包后的单独批次,并未获得原材切割前的统一批次,由此造成分割部位出现质量问题后,不便于依据信息源查询到与当前分割部位相同批次分割的其于部位批次,出现问题后会造成追溯记录的缺失,因此采用现有技术管理方式未对厂区内部分割环节下实现把控,各组织之间信息不够充分。
4.但在分包装填中,容易一类部位到达符合供应填装量后,另一类部分还未达到供应填装量,因此造成分割后的原材因比重不对等,例如分割后的鸭头和鸭脖,尤其是该情况出现在多批同步生产状态,在该不对等影响下,容易产生较大的比重核对误差,出现与不同批次下的过多混合,不利于同意管理,由此造成追溯记录的准确性受限。
5.为此,我们提出一种基于区块链技术的番鸭食品供应链系统。
技术实现要素:
6.本发明的主要目的在于提供一种基于区块链技术的番鸭食品供应链系统。
7.为实现上述目的,本发明采取的技术方案为:一种基于区块链技术的番鸭食品供应链系统,包括分供机架以及两个外连接导送框,两个所述外连接导送框对称安装于所述分供机架的两端,所述分供机架内侧还安装有供应比重处理模块、分隔部区分框架、分装核准模块以及分隔喷码模块,所述供应比重处理模块包括输送启动单元和微处理器,所述输送启动单元经接收到开启命令后启动微处理器,通过所述分装核准模块将分割后的两种原材独立装袋填装,并在原材同时间完成填装后进行重量核准,所述微处理器通过将所述分装核准模块获得填充后的原材重量依据比重数据分析,进而阻断符合重量原材的装填或增加缺失重量原材的填装,所述供应比重处理模块还包括等待信号发送单元、分包信号发送单元和核准处理器,所述微处理器对装填的原材重量进行比重分析后,经所述等待信号发送单元发送和所述分包信号发送单元对应发送控制信号,即比重正确时通过所述分包信号发送单元向所述分隔喷码模块发送启动信号,将分包装填后的原材重量核准后的喷码,比重错误时则通过所述等待信号发送单元向
发送原材填装阻隔信号,进而停止已完成输送重量的原材输送,最终经所述核准处理器重新核准两种原材符合比重后,将完成信号传输至所述分隔喷码模块,进行核准后的喷码。
8.本发明进一步的改进在于,所述分供机架的两端均固定连接有锁止抬升驱动单元,所述分供机架内侧固定连接有分隔支撑板,所述分隔支撑板内侧铰接有两个呈对称分布的托举板,所述托举板的轴接端与所述锁止抬升驱动单元输出端固定,所述分隔支撑板设有两个呈对称分布的原材通过腔,通过所述锁止抬升驱动单元驱动所述托举板将所述原材通过腔封闭。
9.本发明进一步的改进在于,所述分供机架的底部固定安装有带式输送模块,所述分隔喷码模块完成填装原材包的喷码后,通过所述带式输送模块将本批次原材包输送至运输载体。
10.本发明进一步的改进在于,所述分装核准模块数量为两组,两个所述分装核准模块分别对应两个所述托举板位置设置,用于对分割后的两种原材填装,所述分装核准模块与所述分供机架固定连接,所述分隔喷码模块数量为两个,所述分隔喷码模块与所述分装核准模块位置相对应,且所述分隔喷码模块与所述分供机架固定连接。
11.本发明进一步的改进在于,所述供应比重处理模块还包括比重录入单元,所述比重录入单元用于预先将切割后的原材比重录入所述微处理器中,进而作为后续计算重量比例的通用数值。
12.本发明进一步的改进在于,一种基于区块链技术的番鸭食品供应链系统,包括以下使用步骤:步骤s1、首先将外连接导送框与上一切割供应工序中分割机的两个出料口对接,使分隔完成后的原材经外连接导送框导送至托举板位置,直至填充于分装核准模块内部,即完成装填准备;步骤s2、在填装于分装核准模块内的原材的,装填时间到达预设定时间后,分装核准模块获得当前装填状态下鸭头和鸭脖的重量数据,通过代入微处理器将当前鸭头鸭脖重量依据预录入的比重进行计算,进而获得比重错误的缺失填装原材部位;步骤s3、之后微处理器依据比重数据控制对缺失的填装原材继续补充填装,而已满足的填装原材进行封闭阻止,直至经核准处理器与录入的比重重新计算核准符合后,即通过分隔喷码模块6将完成区分装包的原材进行批次喷码,使符合比重的两个部位装填包归列为同一整批,减少因比重不对等造成后期装包后产生的批次误差,且后期可依据同一批次号查询到与当前分割部位相同批次分割的其于部位。
13.与现有技术相比,本发明通过经微处理器将分装核准模块获得填充后的原材重量依据比重数据分析,进而阻断符合重量原材的装填或增加缺失重量原材的填装,即比重正确时通过分包信号发送单元向分隔喷码模块发送启动信号,将分包装填后的原材重量核准后的喷码,比重错误时则通过等待信号发送单元向发送原材填装阻隔信号,进而停止已完成输送重量的原材输送,最终经核准处理器重新核准两种原材符合比重后,将完成信号传输至分隔喷码模块,进行核准后的喷码,使符合比重的两个部位装填包归列为同一整批,减少因比重不对等造成后期装包后产生的批次误差,进而在后期出现质量问题后,可依据批次号查询到与当前分割部位相同批次分割的其于部位。
附图说明
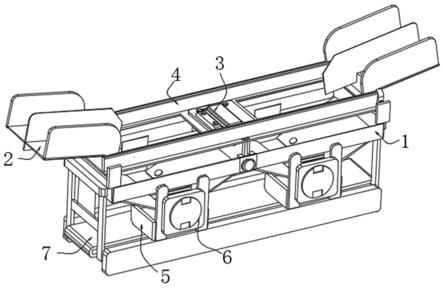
14.图1为本发明一种基于区块链技术的番鸭食品供应链系统的组成图。
15.图2为本发明一种基于区块链技术的番鸭食品供应链系统的局部示意图。
16.图3为本发明一种基于区块链技术的番鸭食品供应链系统的流程图。
17.图中:1、分供机架;11、锁止抬升驱动单元;12、分隔支撑板;13、托举板;14、原材通过腔;2、外连接导送框;3、供应比重处理模块;31、输送启动单元;32、微处理器;33、等待信号发送单元;34、分包信号发送单元;35、核准处理器;36、比重录入单元;4、分隔部区分框架;5、分装核准模块;6、分隔喷码模块;7、带式输送模块。
具体实施方式
18.下面结合具体实施方式对本发明作进一步的说明,其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制,为了更好地说明本发明的具体实施方式,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸,对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的,基于本发明中的具体实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他具体实施方式,都属于本发明保护的范围。
19.实施例1请参阅图1-图3,一种基于区块链技术的番鸭食品供应链系统,包括分供机架1以及两个外连接导送框2,两个外连接导送框2对称安装于分供机架1的两端,分供机架1内侧还安装有供应比重处理模块3、分隔部区分框架4、分装核准模块5以及分隔喷码模块6,供应比重处理模块3包括输送启动单元31和微处理器32,输送启动单元31经接收到开启命令后启动微处理器32,通过分装核准模块5将分割后的两种原材独立装袋填装,并在原材同时间完成填装后进行重量核准,微处理器32通过将分装核准模块5获得填充后的原材重量依据比重数据分析,进而阻断符合重量原材的装填或增加缺失重量原材的填装,供应比重处理模块3还包括等待信号发送单元33、分包信号发送单元34和核准处理器35,微处理器32对装填的原材重量进行比重分析后,经等待信号发送单元33发送和分包信号发送单元34对应发送控制信号,即比重正确时通过分包信号发送单元34向分隔喷码模块6发送启动信号,将分包装填后的原材重量核准后的喷码,比重错误时则通过等待信号发送单元33向发送原材填装阻隔信号,进而停止已完成输送重量的原材输送,最终经核准处理器35重新核准两种原材符合比重后,将完成信号传输至分隔喷码模块6,进行核准后的喷码。
20.在本实施例中,分隔部区分框架4起到对分供机架1部分的承载作用,分供机架1通过分隔部区分框架4安装于分割及输料端口位置,在采用常规包装使用时,首先将外连接导送框2通过与上一切割供应工序中分割机的两个出料口对接,用于接收分割后的原材部位,本实施例中分割后的原材部位可为鸭头和鸭脖部位,在外连接导送框2将分割机放出的两个部位原材引导至分供机架1中分隔支撑板12位置之后,通过托举板13将外连接导送框2引导出的鸭头和鸭脖分别带送至两组对应位置的分装核准模块5中,分装核准模块5在本实施例中为包装机,且设有重量感应器,两组对应托举板13位置设置的分装核准模块5在接收到鸭头鸭脖后,将鸭头鸭脖分包装,并通过分隔喷码模块6将同一批次标识码完成涂印,而需要将分割原材按照比重归位批次用以保持后续回溯记录的准确性时,首先将鸭头鸭脖同数
量比重经比重录入单元36录入微处理器32内,之后通过输送启动单元31将微处理器32开启,完成后通过外连接导送框2将分割机输送的鸭头鸭脖导出,使鸭头鸭脖经托举板13的滑动引导,到达分装核准模块5的位置并开始装填包装,在分装核准模块5对鸭头鸭脖的一次装填时间到达微处理器32的预设定时间后,通过分装核准模块5中的重量感应器获得当前装填状态下鸭头和鸭脖的重量数据,并通过微处理器32将当前鸭头鸭脖重量依据预录入的比重进行计算,为了方便本领域人员理解,本实施例中,出现鸭头部分比重占比符合,鸭脖部分比重占比过小情况时,通过锁止抬升驱动单元11控制托举板13抬升阻断鸭头的装填,而鸭脖继续填装,直至分装核准模块5中的重量感应器获得的鸭脖重量,经核准处理器35与录入的比重重新计算核准后,通过鸭脖输送位置的锁止抬升驱动单元11驱动托举板13将原材通过腔14封闭,使鸭头鸭脖均处于非填装状态,此时即通过分隔喷码模块6将完成区分装包的原材进行批次喷码,使符合比重的两个部位装填包归列为同一整批,减少因比重不对等造成后期装包后产生的批次误差,进而在后期出现质量问题后,可依据批次号查询到与当前分割部位相同批次分割的其于部位,完成更加细化的核准,有利于区域链内的质量把控。
21.其中,分供机架1的两端均固定连接有锁止抬升驱动单元11,分供机架1内侧固定连接有分隔支撑板12,分隔支撑板12内侧铰接有两个呈对称分布的托举板13,托举板13的轴接端与锁止抬升驱动单元11输出端固定,分隔支撑板12设有两个呈对称分布的原材通过腔14,通过锁止抬升驱动单元11驱动托举板13将原材通过腔14封闭;分隔支撑板12以及设置于分隔支撑板12内侧的驱动托举板13起到对食品原材经外连接导送框2放出后的导送,锁止抬升驱动单元11在本实施例中可为驱动电机,通过锁止抬升驱动单元11旋转驱动托举板13沿分隔支撑板12轴接点实现翻转,进而完成对原材通过腔14的开启或封闭,使食品原材经托举板13的阻隔状态下停止向分装核准模块5内部的填装。
22.其中,分供机架1的底部固定安装有带式输送模块7,分隔喷码模块6完成填装原材包的喷码后,通过带式输送模块7将本批次原材包输送至运输载体;在本实施例中带式输送模块7为皮带输送机,带式输送模块7的输送终端可延长设置于下一工序接受的位置,在符合比重的两个部位装填包归列为同一整批完成喷码后,通过带式输送模块7将装填包输送至下一工序接收。
23.其中,分装核准模块5数量为两组,两个分装核准模块5分别对应两个托举板13位置设置,用于对分割后的两种原材填装,分装核准模块5与分供机架1固定连接,分隔喷码模块6数量为两个,分隔喷码模块6与分装核准模块5位置相对应,且分隔喷码模块6与分供机架1固定连接;由于两侧托举板13导送的原材为分割后的两部位,因此设置两个对应的分装核准模块5进行分隔状态下的装包,使原材可直接到达对应的分装核准模块5内,并在通过分装核准模块5完成符合比重的装包后,直接通过分隔喷码模块6将同意批次码喷涂于装填包表面,进而减少因比重不对等造成后期装包后产生的批次误差的同时,在后期出现质量问题后,可依据批次号查询到与当前分割部位相同批次分割的其于部位,进一步细化的对原材同批核准。
24.其中,供应比重处理模块3还包括比重录入单元36,比重录入单元36用于预先将切割后的原材比重录入微处理器32中,进而作为后续计算重量比例的通用数值;比重录入单元36录入同部位的原材比重,在本实施例中,为鸭头鸭脖经切割后的重量比,进而在分装核
准模块5在完成预设定时间的填装后,将比例缺失部分的鸭头/或鸭脖经重量比计算进行增加填装,减少因比重不对等造成后期装包后产生的批次误差的同时。
25.实施例2在本实施例中,与实施例1相同的部分不再赘述,而与实施例1不同处在于,两组对应托举板13位置设置的分装核准模块5在接收到鸭头鸭脖后,分装核准模块5中的重量传感器接收鸭头鸭脖的重量并上传至微处理器32计算出比重正确时,即直接通过向分隔喷码模块6发送信号,将分包装填后的原材重量核准后的喷码,无需等待。
26.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1