一种贴标机的制作方法
1.本技术涉及贴标的技术领域,尤其是涉及一种贴标机。
背景技术:
2.贴标机是将成卷的不干胶纸标签(纸质或金属箔)粘贴在pcb、产品或规定包装上的设备,是现代包装不可缺少的组成部分。我国生产贴标机的种类正在逐步增加,技术水平也有了很大的提高,已从手动、半自动贴标的落后局面,转向自动化高速贴标机占据广大市场的格局。
3.相关技术中,贴标机对贴标件的贴标过程通常在贴标装置中设置有驱动轮与辅助轮,且将标签带夹设于驱动轮与辅助轮之间,同时驱动轮与辅助轮相互抵紧,以增大驱动轮与标签带之间的摩擦力,进而可通过驱动轮带动标签带移动,从而通过多个辊轮将卷绕在卷绕轮上的标签带传送至传送带处,以对传送带上的贴标件进行贴标。
4.然而,由于驱动轮与辅助轮之间相互抵紧,在安装标签带时,需要将标签带的一端穿过驱动轮与辅助轮之间的缝隙,通常由人工转动驱动轮以通过驱动轮与标签带之间的摩擦力带动标签带穿过缝隙,以使标签带被夹紧,此过程人工操作繁琐,不利于工作效率的提高。
技术实现要素:
5.为了改善现有的安装标签带时人工操作繁琐的现象,本技术提供一种贴标机。
6.本技术提供的一种贴标机采用如下的技术方案:一种贴标机,包括传送带,所述传送带的两侧均设置有挡板、输送通道,还包括用于对贴标件进行贴标的贴标装置,所述贴标装置包括用于对贴标件进行供标的供标机构以及用于驱动所述供标机构进行移动的移动机构,所述供标机构包括呈水平设置的承载板、用于卷绕标签带的卷绕轮以及沿标签带的移动方向依次设置的用于对所述卷绕轮进行制动的制动组件、用于将标签带引导至所述传送带处的供标组件、用于对标签带的移动提供动能的驱动组件、用于方便装设和调节标签带的调节组件以及用于对贴标后的底纸进行收集的收集组件,所述承载板的一侧设置有支撑板,所述支撑板的一端固定连接于所述承载板,另一端呈悬空设置,所述卷绕轮转动安装于所述支撑板上,所述调节组件包括固定设置于所述承载板上的固定块、转动设置于所述承载板上的轮轴、套设于所述轮轴上的辅助轮、固定设置于所述固定块端部的固定板以及固定套设于所述轮轴上的偏心板,所述固定板远离所述固定块的一端滑动连接于所述轮轴,所述固定板的一侧开设有供所述偏心板进行容置的容置槽。
7.通过采用上述技术方案,当贴标机需要安装标签带时,先将标签带放置于卷绕轮上,然后将标签带的一端分别绕过制动组件、供标组件以及驱动组件,从而通过转动轮轴,带动偏心板在容置槽内转动,进而轮轴在偏心板的偏心作用以及容置槽对偏心板的限位作用下,偏心板转动带动轮轴移动,进而轮轴带动辅助轮进行移动,从而增大了辅助轮与驱动
轮之间的距离,以方便人工将标签带直接放入辅助轮与驱动轮之间,进而将标签带引至收集组件对底纸进行卷绕收集,以完成了对标签带的安装;通过反向转动把手将辅助轮与驱动轮压紧,以增大标签带与驱动轮之间的摩擦力,从而驱动轮转动可带动标签带转动,以解决了通过人工转动驱动轮将标签带安装于驱动轮与辅助轮之间,以导致操作繁琐的问题。
8.优选的,所述传送带的输入端设置有用于将相邻两个贴标件进行间隔输送至所述传送带的暂留平台,所述传送带的一侧设置有减速轮盘,所述减速轮盘的一侧穿过所述挡板并伸入所述输送通道,所述减速轮盘转动时的线速度比所述传送带的移动速度小。
9.通过采用上述技术方案,暂留平台用于将相邻两个贴标件进行间隔输送至传送带。当相邻两个贴标件中相对靠前的贴标件到达暂留平台时,由于暂留平台相对传送带为静止状态,则贴标件停止运动,同时靠后的贴标件通过前一条传送带的驱动,以抵接并推动靠前的贴标件进入传送带,然而靠后的贴标件则需通过其他贴标件对其进行推动,在此之间,两个相邻贴标件之间产生一定间隔,从而提高了贴标件的贴标效果;多个间隔不大的贴标件经过减速轮盘时减速,同时对贴标件位于传送带上的位置进行限制,以使得多个贴标件之间的间隔更大,且与贴标的位置对位更精确,以提高贴标的效果。
10.优选的,所述制动组件包括转动设置于所述承载板上的支杆、与所述支杆的一端转动连接的张力轮以及设置于所述支杆上的橡胶套,所述张力轮与所述支杆相互垂直,所述张力轮与所述橡胶套均位于所述支杆朝向所述卷绕轮的一侧,所述橡胶套设置于抵接于所述卷绕轮的轮盘边缘,所述支杆远离所述张力轮的一端设置有用于为所述支杆提供弹力支撑的扭簧,所述扭簧的一端固定连接于所述支撑板,另一端固定连接于所述支杆,所述承载板上竖直设置有第一滚轮与第二滚轮,所述第一滚轮与所述第二滚轮均位于所述卷绕轮朝向所述张力轮的一侧,所述第一滚轮、所述第二滚轮与所述张力轮呈三角分布。
11.通过采用上述技术方案,当标签带绕过张力轮后,在标签带被拉动时,绕过张力轮的标签带的两端分别受到第一滚轮与第二滚轮的拉力,从而带动支杆向拉力方向转动,此时橡胶套脱离卷绕轮的轮盘边缘,且扭簧发生弹性形变,从而卷绕轮在没有橡胶套的阻力下通过标签带的拉力进行转动;当标签停止被拉动时,张力轮受到的拉力减小,通过扭簧的弹性复位力带动支杆进行复位,从而带动橡胶套重新抵紧于卷绕轮,以对卷绕轮的转动提供摩擦力,使得卷绕轮能快速停止,以使得卷绕轮与标签带的移动同步性更高。
12.优选的,所述供标组件包括若干个竖直设置于所述承载板上的辊轮以及设置于所述传送带的一侧的引导板,标签带分别绕过若干个所述辊轮后被引导至所述引导板处,所述引导板的一端固定设置于所述承载板上,另一端延伸至所述传送带处,且延伸至传送带处的一端穿过所述挡板,标签带沿所述引导板的一侧的长度方向延伸至所述挡板处,且绕至所述引导板的另一侧,所述引导板上方活动设置有用于检测贴标件的光电感应器。
13.通过采用上述技术方案,标签带通过若干个辊轮引导至引导板处,并沿引导板的一侧的长度方向延伸至挡板处,且绕至引导板的另一侧,此时由于标签带的标签的硬度比底纸的硬度大,从而在引导板的弯折处标签与底纸分离,进而标签的具有粘性的一侧粘贴在贴标件上。
14.优选的,所述驱动组件包括固定设置于所述承载板上的固定座、活动设置于所述固定座上的驱动轮以及用于为所述驱动轮提供动能的步进电机,所述驱动轮辊轴的一端穿过所述承载板,且穿过所述承载板的一端设置有第一从动轮,所述步进电机的输出端穿过
所述承载板,且穿过所述承载板的一端设置有主动轮,所述主动轮与所述第一从动轮之间设置有第一皮带。
15.通过采用上述技术方案,步进电机中脉冲信号的驱动主动轮转动,以使得主动轮带动第一从动轮转动,从而带动驱动轮转动,进而通过标签带与驱动轮之间的摩擦力,以带动标签带移动。
16.优选的,所述收集组件包括转动设置于所述承载板上的支撑轮盘、竖直设置于所述支撑轮盘上的固定轴以及用于将所述辅助轮传送的底纸的端部进行压紧的弹性压杆,所述支撑轮盘的轴线与所述固定轴的轴线重合,所述弹性压杆设置于所述固定轴上。
17.通过采用上述技术方案,弹性压杆用于将辅助轮传送的底纸的端部进行压紧,以防止在支撑轮盘转动时,通过底纸的拉力使得底纸与固定轴打滑,以失去卷绕收集底纸的情况。通过驱动支撑轮盘转动,从而带动固定轴转动,以对底纸进行卷绕收集。
18.优选的,所述支撑轮盘背离所述固定轴的一侧固定设置有连接轴,所述连接轴的一端穿过所述承载板,且穿过所述承载板的一端活动设置有第二从动轮,所述第一从动轮与所述第二从动轮之间设置有第二皮带,所述连接轴具有所述第二从动轮的一端设置有用于减少底纸被拉扯以致损坏的情况保护组件。
19.通过采用上述技术方案,在保护组件的作用下,第一从动轮通过第二皮带为第二从动轮提供驱动能力,以使得第二从动轮进行转动,进而使得连接轴带动支撑轮盘转动,从而带动固定轴转动,以对底纸进行卷绕收集。
20.优选的,所述保护组件包括所述连接轴自所述承载板向所述第二从动轮依次固定套设的抵接板、摩擦片以及弹簧,所述抵接板与所述摩擦片均设置于所述第二从动轮与所述承载板之间,所述弹簧设置于所述第二从动轮背离所述摩擦片的一侧。
21.通过采用上述技术方案,在弹簧的弹力作用下,第二从动轮与抵接板通过摩擦片抵紧,从而通过转动第二从动轮以带动抵接板转动,进而使得连接轴带动支撑轮盘转动,从而带动固定轴转动,以对底纸进行卷绕收集;当底纸不断卷绕时,卷绕底纸的直径逐渐增大,从而使得底纸卷绕的线速度逐渐比驱动轮转动的线速度大,从而在底纸的拉力作用下使得摩擦片与第二从动轮之间发生相对转动,以减少底纸被拉扯以致损坏的情况。
22.优选的,所述移动机构的底部设置有用于支撑所述贴标装置的支撑座,所述移动机构包括水平设置的第一移动组件以及滑动设置于所述第一移动组件上的第二移动组件,所述第一移动组件包括水平设置的丝杆以及滑动套设于所述丝杆外的滑套,所述滑套与所述丝杆螺纹连接,所述丝杆的两端转动架设于所述支撑座,所述丝杆的一端固定连接有用于供人工转动的第一手轮,所述滑套的一侧开设有穿孔,所述穿孔中穿设有用于限制所述滑套的移动位置的引导杆,所述引导杆沿所述丝杆的长度方向设置。
23.通过采用上述技术方案,转动第一手轮,以带动丝杆转动,从而在引导杆的引导下驱动滑套沿丝杆的长度方向移动,进而带动第二移动组件移动,以使得贴标模块根据需求可沿丝杆的长度方向移动,以增加的装置的适配性。
24.优选的,所述第二移动组件包括竖直设置的螺杆以及竖直设置的限位杆,所述螺杆的一端转动连接于所述滑套,另一端固定连接有用于供人工转动的第二手轮,所述承载板上开设有与螺杆相对应的螺纹孔,所述螺纹孔与所述螺杆螺纹配合,所述承载板上滑动设置于所述限位杆上。
25.通过采用上述技术方案,转动第二手轮,以带动螺杆转动,从而在限位杆的引导下驱动承载板沿螺杆的长度方向移动,进而带动贴标模块进行根据需求进行升降,以增加的装置的适配性。
26.综上所述,本技术包括以下至少一种有益技术效果:1.通过转动轮轴,带动偏心板在容置槽内转动,进而轮轴在偏心板的偏心作用下,偏心板转动带动轮轴移动,进而轮轴带动辅助轮进行移动,从而可改变辅助轮与驱动轮之间的距离,以方便人工将标签带直接放入辅助轮与驱动轮之间,并通过反向转动轮轴将标签带压紧于辅助轮与驱动轮之间,以解决了安装标签带操作繁琐的问题;2.当底纸不断卷绕时,卷绕底纸的直径逐渐增大,从而使得底纸卷绕的线速度逐渐比驱动轮转动的线速度大,从而在底纸的拉力作用下使得摩擦片与第二从动轮之间发生相对转动,以减少底纸被拉扯以致损坏的情况。
附图说明
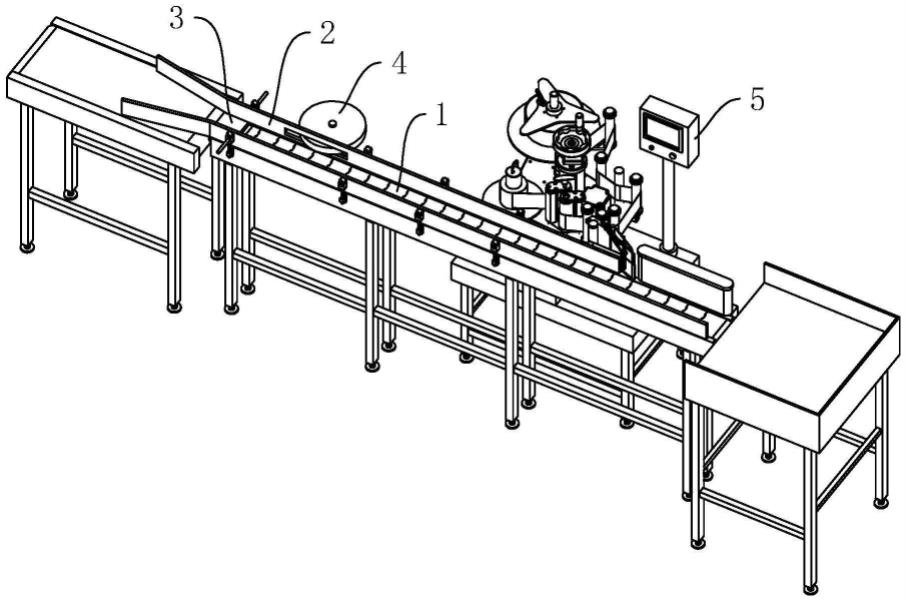
27.图1是本技术实施例的整体结构示意图;图2是本技术实施例中贴标装置的结构示意图;图3是本技术实施例中制动组件的结构示意图;图4是图2中a部分的放大图;图5是本技术实施例中步进电机与驱动轮之间的配合关系图;图6是本技术实施例中调节组件的部分爆炸结构示意图;图7是本技术实施例中收集组件与保护组件的结构示意图;图8是图7中b部分的放大图;图9是本技术实施例中移动机构的结构示意图。
28.附图标记说明:1、传送带;2、挡板;3、暂留平台;4、减速轮盘;5、显示屏;6、承载板;7、卷绕轮;8、标签带;91、支杆;92、张力轮;93、橡胶套;94、扭簧;95、第一滚轮;96、第二滚轮;101、辊轮;102、引导板;11、螺栓;12、滑杆;13、限位槽;14、光电传感器;151、固定座;152、驱动轮;153、步进电机;154、第一从动轮;155、主动轮;156、第一皮带;161、固定块;162、轮轴;163、辅助轮;1641、固定板;1642、偏心板;1643、u型槽;165、把手;171、支撑轮盘;172、固定轴;173、弹性压杆;174、连接轴;175、第二从动轮;176、第二皮带;181、抵接板;182、摩擦片;183、弹簧;19、支撑座;201、丝杆;202、滑套;203、第一手轮;204、引导杆;211、螺杆;212、限位杆;213、第二手轮;22、支撑板。
具体实施方式
29.以下结合附图1-9,对本技术作进一步详细说明。
30.一种贴标机,参照图1,包括传送带1以及用于对贴标件进行贴标的贴标装置,传送带1的两侧均设置有用于限制贴标件的移动位置的挡板2,挡板2沿传送带1的输送方向分布,且两个挡板2配合形成有用于供贴标件穿过的输送通道。
31.具体的,参照图1,传送带1的输入端设置有暂留平台3,暂留平台3的面积大小与单个贴标件的底面面积大小相对应,暂留平台3用于将相邻两个贴标件进行间隔输送至传送带1。当相邻两个贴标件中相对靠前的贴标件到达暂留平台3时,由于暂留平台3相对传送带
1为静止状态,则贴标件停止运动,同时靠后的贴标件通过前一条传送带的驱动,以抵接并推动靠前的贴标件进入传送带1,然而靠后的贴标件则需通过其他贴标件对其进行推动,在此之间,两个相邻贴标件之间产生一定间隔,从而提高了贴标件的贴标效果。
32.参照图1,传送带1的一侧设置有减速轮盘4,减速轮盘4的一侧穿过挡板2并伸入输送通道,且减速轮盘4伸入输送通道的一侧的边缘与另一挡板2之间的距离比贴标件的直径大。减速轮盘4转动时的线速度比传送带1的移动速度小,以使得多个间隔不大的贴标件经过减速轮盘4时进行减速,同时对贴标件位于传送带1上的位置进行限制,以使得多个贴标件之间的间隔更大,且与贴标的位置对位更精确,以提高贴标的效果。
33.参照图1与图2,贴标装置包括用于对贴标件进行供标的供标机构以及用于驱动供标机构进行移动的移动机构。移动机构的底部设置有用于支撑贴标装置的支撑座19,支撑座19上设置有显示屏5。
34.具体的,参照图2与图3,供标机构包括呈水平设置的承载板6、用于卷绕标签带8的卷绕轮7以及沿标签带8的移动方向依次设置的制动组件、供标组件、驱动组件、调节组件以及收集组件,承载板6的一侧设置有支撑板22,支撑板22的一端固定连接于承载板6的底部,另一端呈悬空设置,卷绕轮7转动安装于支撑板22上。承载板6用于承载供标机构中的各个组件;制动组件用于在停止贴标时,对卷绕轮7进行制动,以减小卷绕轮7由于惯性而进行转动的速度;供标组件用于将标签带8引导至传送带1处;驱动组件用于为标签带8的移动提供驱动能力;驱动组件用于对标签带8的移动提供驱动能力;调节组件用于便于安装标签带8,同时增大标签带8与驱动组件之间的摩擦力;收集组件用于对贴标后的底纸进行收集,以更好进行清理。
35.参照图3,制动组件包括转动连接于承载板6上的支杆91、与支杆91的一端转动连接的张力轮92以及设置于支杆91上的橡胶套93,张力轮92与支杆91相互垂直,且张力轮92位于支杆91朝向卷绕轮7的一侧,橡胶套93设置于支杆91靠近张力轮92的一端并抵接于卷绕轮7的边缘。支杆91远离张力轮92的一端设置有用于为支杆91提供弹力支撑的扭簧94,扭簧94的一端固定连接于支撑板22,另一端固定连接于支杆91。通过当标签带8绕过张力轮92后,在标签带8被拉动时,张力轮92受到标签带8的拉力,从而带动支杆91向拉力方向转动,此时橡胶套93脱离卷绕轮7的轮盘边缘,且扭簧94发生弹性形变,从而卷绕轮7在没有橡胶套93的阻力下通过标签带8的拉力进行转动;当标签停止被拉动时,张力轮92受到的拉力减小,通过扭簧94的弹性复位力带动支杆91进行复位,从而带动橡胶套93重新抵紧于卷绕轮7,以对卷绕轮7的转动提供摩擦力,使得卷绕轮7能快速停止,以使得卷绕轮7与标签带8的移动同步性更高。
36.参照图3,承载板6上竖直设置有第一滚轮95与第二滚轮96,第一滚轮95与第二滚轮96均位于卷绕轮7靠近张力轮92的一侧,第一滚轮95、第二滚轮96与张力轮92呈三角分布,通过标签带8分别绕过第一滚轮95背离张力轮92的一侧、张力轮92背离第一滚轮95的一侧以及第二滚轮96背离张力轮92的一侧,使得当标签带8被拉动时,绕过张力轮92的标签带的两端分别受到第一滚轮95与第二滚轮96的拉力,以便于带动支杆91转动。
37.参照图2与图4,供标组件包括若干个竖直设置于承载板6上的辊轮101以及设置于传送带1的一侧的引导板102,通过标签带8分别绕过若干个辊轮101,并通过若干个辊轮101引导至引导板102处。引导板102的一端固定设置于承载板6上,另一端延伸至传送带1处,且
延伸至传送带1处的一端穿过挡板2并与挡板2对齐。标签带8沿引导板102的一侧的长度方向延伸至挡板2处,且绕至引导板102的另一侧,此时由于标签带8的标签的硬度比底纸的硬度大,从而在引导板102的弯折处标签与底纸分离,进而标签的具有粘性的一侧粘贴在贴标件上。
38.参照图4,引导板102的顶部开设有螺孔,螺孔内螺纹配合有螺栓11。引导板102的顶部活动设置有滑杆12,滑杆12呈水平设置,滑杆12中开设有与螺栓11相对应的限位槽13,限位槽13沿滑杆12的长度方向开设,螺栓11与限位槽13滑移配合,根据不同需求可调节螺栓11与限位槽13的相对位置并通过螺栓11进行固定。滑杆12的一端设置有用于检测贴标件的光电感应器,光电感应器设置于传送带1上方。当光电感应器检测到贴标件时,将信号反馈给控制器,从而控制器控制标签带8移动以对贴标件进行贴标。
39.参照图5与图6,驱动组件包括固定设置于承载板6上的固定座151、转动架设于固定座151的两端的驱动轮152以及用于为驱动轮152提供驱动能力的步进电机153,驱动轮152轮轴162的一端穿过承载板6,且穿过承载板6的一端设置有第一从动轮154。步进电机153设置于承载板6靠近驱动轮152的一侧,步进电机153的输出端穿过承载板6,且穿过承载板6的一端设置有主动轮155,主动轮155与第一从动轮154之间设置有用于为第一从动轮154提供动能的第一皮带156,通过步进电机153中脉冲信号的驱动,以使得主动轮155带动第一从动轮154转动,从而带动驱动轮152转动,进而通过标签带8与驱动轮152之间的摩擦力,以带动标签带8移动。
40.参照图6,调节组件包括固定设置于承载板6上的固定块161、转动设置于承载板6上的轮轴162、套设在轮轴162上的辅助轮163以及设置于轮轴162端部的调节件。其中,调节件包括设置于轮轴162与固定块161之间的固定板1641以及固定套设于轮轴162上的偏心板1642,固定板1641与固定块161相互垂直。固定板1641靠近承载板6的一侧开设有供偏心板1642进行容置的容置槽,固定板1641背离承载板6的一侧开设有供轮轴162穿过的u型槽1643,u型槽1643与容置槽连通,轮轴162与u型槽1643滑移配合。通过转动轮轴162,使得偏心板1642在容置槽内转动,从而轮轴162在偏心板1642的偏心作用下,偏心板1642转动带动轮轴162移动,从而轮轴162沿u型槽1643的长度方向移动,进而带动辅助轮163抵紧于驱动轮152,以增大标签带8与驱动轮152之间的摩擦力。在本实施例中,调节件的数量为两组,两组调节件分别位于轮轴162的两端。轮轴162远离承载板6的一端设置有用于供人工转动的把手165。
41.参照图7,收集组件包括转动设置于承载板6上的支撑轮盘171、竖直设置于支撑轮盘171上的固定轴172以及设置于固定轴172上的弹性压杆173,支撑轮盘171的轴线与固定轴172的轴线重合,弹性压杆173用于将辅助轮163传送的底纸的端部进行压紧,以防止在支撑轮盘171转动时,通过底纸的拉力使得底纸与固定轴172打滑,以失去卷绕收集底纸的情况。
42.参照图7与图8,支撑轮盘171背离固定轴172的一侧固定设置有连接轴174,连接轴174的一端穿过承载板6,且穿过承载板6的一端活动套设有第二从动轮175。第一从动轮154与第二从动轮175之间设置有用于为第二从动轮175提供动能的第二皮带176。连接轴174具有第二从动轮175的一端设置有用于减少底纸被拉扯以致损坏的情况保护组件。
43.具体的,参照图7与图8,保护组件包括连接轴174自承载板6向第二从动轮175依次
固定套设的抵接板181、摩擦片182以及弹簧183,抵接板181与摩擦片182均设置于第二从动轮175与承载板6之间,弹簧183设置于第二从动轮175背离摩擦片182的一侧。在弹簧183的弹力作用下,第二从动轮175与抵接板181通过摩擦片182抵紧,从而通过转动第二从动轮175以带动抵接板181转动,进而使得连接轴174带动支撑轮盘171转动,从而带动固定轴172转动,以对底纸进行卷绕收集;当底纸不断卷绕时,卷绕底纸的直径逐渐增大,从而使得卷绕底纸的线速度逐渐比驱动轮152的线速度大,从而在底纸的拉力作用下使得摩擦片182与第二从动轮175之间发生相对转动,以减少底纸被拉扯以致损坏的情况。
44.参照图9,移动机构包括水平设置的第一移动组件以及滑动设置于第一移动组件上的第二移动组件,其中,第一移动组件包括水平设置的丝杆201以及滑动套设于丝杆201外的滑套202,滑套202与丝杆201螺纹连接。丝杆201的两端转动架设于支撑座19,丝杆201的一端固定连接有用于供人工转动的第一手轮203。滑套202的一侧开设有穿孔,穿孔贯穿滑套202的两侧。穿孔中穿设有用于限制滑套202的移动位置的引导杆204,引导杆204沿丝杆201的长度方向设置,引导杆204的两端固定架设于支撑座19。通过转动第一手轮203,带动丝杆201转动,从而带动滑套202在引导杆204的引导下沿丝杆201的长度方向移动,进而可根据需求调节供标机构相对传送带1的位置。在本实施例中,引导杆204的数量为三根,三根引导杆204的截面呈三角分布。
45.参照图9,第二移动组件包括竖直设置的螺杆211以及竖直设置的限位杆212,螺杆211的一端转动连接于滑套202,另一端固定连接有用于供人工转动的第二手轮213。承载板6上开设有与螺杆211相对应的螺纹孔,螺纹孔与螺杆211螺纹配合。承载板6上还开设有与限位杆212相对应的通孔,通过限位杆212穿过通孔,以对承载板6的移动位置进行限制。通过转动第二手轮213,带动螺杆211转动,从而带动承载板6在限位杆212的引导下沿螺杆211的长度方向移动,进而可根据需求调节供标机构相对传送带1的高度。在本实施例中,限位杆212的数量为三根,三根限位杆212的截面呈三角分布。
46.本技术实施例的实施原理为:当贴标机需要安装标签带8时,通过将标签带8放置于卷绕轮7上,然后将标签带8的一端分别绕过第一滚轮95、张力轮92以及第二滚轮96,以使得张力轮92通过受到的拉力大小以对卷绕轮7进行制动;然后标签带8分别绕过若干个辊轮101后引至引导板102处,并沿引导板102的一侧的长度方向延伸至挡板2处,且绕至引导板102的另一侧,(由于标签带8中标签的硬度比底纸的硬度大)从而在引导板102的弯折处标签与底纸分离,进而标签的具有粘性的一侧可粘贴在贴标件上;此时将标签带8引至驱动轮152,通过人工转动把手165,带动轮轴162转动,从而带动偏心板1642在容置槽内转动,进而轮轴162在偏心板1642的偏心作用以及容置槽对偏心板1642的限位作用下,偏心板1642转动带动轮轴162移动,从而轮轴162沿u型槽1643的长度方向移动,进而轮轴162带动辅助轮163进行移动,从而增大了辅助轮163与驱动轮152之间的距离,以方便人工将标签带8直接放入辅助轮163与驱动轮152之间,从而将标签带8的一端引至固定轴172处并压紧于弹性压杆173之间,从而可对标签带8进行卷绕,进而完成了对标签带8的安装。
47.通过反向转动把手165将辅助轮163与驱动轮152压紧,以增大标签带8与驱动轮152之间的摩擦力,从而驱动轮152转动可带动标签带8转动,以解决了通过人工转动驱动轮152将标签带8安装于驱动轮152与辅助轮163之间,以导致操作繁琐的问题。
48.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1