防止粉尘外溢的开包结构及开包、换包方法与流程
1.本发明涉及吨袋开包技术领域,尤其是一种防止粉尘外溢的开包结构及开包、换包方法。
背景技术:
2.在化工、锂电等领域,常用密封包装的吨袋形式来转运原材粉料,因此需要用到吨袋拆包设备。
3.为了防止吨袋在开袋过程中,粉尘外溢造成对人员健康的损害、以及对环境的影响,行业中对开袋过程中的密封要求较高。常见的端面密封效果较差,对于一些粒径小、比重轻的物料,仍有渗漏的风险,且在更换吨袋的时候,辅助下料部件完全暴露,残余粉料会外溢到空气中。
技术实现要素:
4.本技术人针对上述现有生产技术中的缺点,提供一种结构合理的防止粉尘外溢的开包结构及开包、换包方法,采用多级密封、动态密封和静态密封结合使用的方式,防止粉尘外溢;同时,更换吨袋过程中,保持至少一层吨袋包被张紧密封的状态,从而解决泄漏问题。
5.本发明所采用的技术方案如下:
6.一种防止粉尘外溢的开包结构,安装在开包机机架上,其顶部承接有辅助下料部件,其下方承接有料罐和出料部件,包括安装在机架上的活塞缸,活塞缸的活塞杆与料罐口部之间设有夹袋装置,所述夹袋装置包括:
7.外斜面压紧圈,同轴活动套设在料罐外壁;料罐侧壁上设有用于顶升外斜面压紧圈的顶升气缸,
8.基准圈,固定于料罐口部,基准圈面向外斜面压紧圈的一侧设置为斜楔面,此斜楔面与外斜面压紧圈的斜楔面相契合;所述基准圈顶面内凹设置,内凹处填充第一气囊,
9.环形压板,与活塞缸的活塞杆连接;环形压板面向料罐的一侧成型有密封翻边,密封翻边上嵌设有用于抵触料罐内壁的第二气囊。
10.作为上述技术方案的进一步改进:
11.所述外斜面压紧圈的斜楔面上嵌设有密封条,基准圈的斜楔面上嵌设有密封条;或外斜面压紧圈、基准圈的斜楔面上设置密封层。
12.两处密封条之间预留料罐轴向的高度差。
13.所述基准圈顶面内凹形成容纳槽,第一气囊内嵌于容纳槽侧壁上。
14.所述环形压板上成型有插片,插片对应落在容纳槽中;第一气囊充气顶紧插片。
15.第一气囊、第二气囊的顶紧力沿相对方向施压。
16.吨袋被夹持的路径依次绕经:密封翻边、容纳槽中的插片、基准圈和外斜面压紧圈的斜楔面。
17.所述基准圈背离料罐口部一侧设置负压除尘腔,负压除尘腔与料罐内腔连通。
18.一种利用防止粉尘外溢的开包结构的开包、换包方法,包括如下步骤:
19.初始状态时,外斜面压紧圈、基准圈和环形压板相互之间预留装包距离;
20.将吨袋套在开包机的夹袋装置上,吨袋底部的边缘落在外斜面压紧圈和基准圈的斜楔面之间;此时外斜面压紧圈逐渐上抬,与基准圈的斜楔面契合,夹持住吨袋的底边;
21.环形压板下压,环形压板上的密封翻边嵌入料罐口部,环形压板上的插片嵌入容纳槽中;
22.打开吨袋,吨袋中的物料下落到料罐中;
23.下料结束后,先将吨袋底边封住,并将吨袋底边与吨袋主体分割,吨袋主体与开包机分离,运送向下一道回收工序;吨袋底边将料罐口部密封住;新的吨袋运送至开包位置处;
24.将环形压板上抬,外斜面压紧圈下落,已经打开的吨袋留在料罐口部,被第一气囊夹持密封;新的吨袋的底边先被外斜面压紧圈、基准圈限位,再下压环形压板,此时夹袋装置上有两层吨袋底边;
25.此时已打开的吨袋的底边不再受到斜楔面的夹持,通过第一气囊排气撤去顶紧力,能够将吨袋抽出;
26.环形压板继续下压至极限位置,第一气囊、第二气囊充气形成密封结构,三层密封生效,同时收走已打开吨袋,并将已打开吨袋扎口防止粉尘外泻。
27.本发明的有益效果如下:
28.本发明结构紧凑、合理,操作方便,通过采用三层相互配合的密封结构,能够同时对两层包装进行密封,使相邻上料的吨袋之间连续密封、出料,防止在更换料包时,辅助下料部件完全暴露、粉尘外溢的情况发生。
29.本发明中,采用外斜面压紧圈、基准圈和带有密封翻边的环形压板实现三层密封,并且三层密封结构中,有硬质的面接触压紧、弹性可调的气囊压紧;吨袋底边呈“s”状翻折夹持在三层密封结构中,实现可靠密封。
30.本发明中,三道密封相互独立运作,互不影响,在更换吨袋时,可以采用选取部分密封结构进行密封的方式,以便在保持密封的状态下,能够更新吨袋,实现连续上料的目的。
31.本发明中,还设有负压除尘腔,利用负压吸附外溢的粉尘,进一步保证外部环境的整洁。
32.本发明的套袋、解袋和取袋步骤需要按照顺序进行,更换新的吨袋时,三道密封结构能够提供可靠密封环境,无需指定顺序。
附图说明
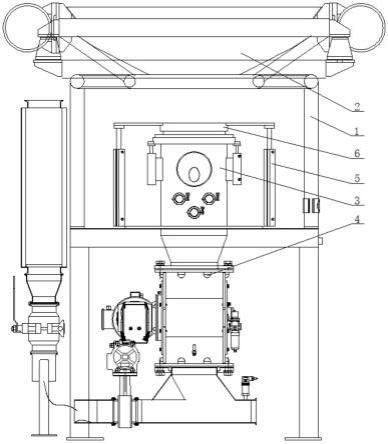
33.图1为本发明的整体结构示意图。
34.图2为本发明的夹袋装置剖视图。
35.图3为图2的a部放大图用于体现夹袋装置的结构。
36.图4为图3的初始状态示意图。
37.图5为图3的闭合状态示意图。
38.图6为夹袋装置的立体结构示意图。
39.图7为夹袋装置另一视角的立体结构示意图。
40.图8为图7的剖视图。
41.图9-a为本发明中套设吨袋的步骤示意图。
42.图9-b为本发明中第一道密封的步骤示意图。
43.图9-c为本发明中第二第三道密封的步骤示意图。
44.图9-d为本发明中开包投料的步骤示意图。
45.图9-e为本发明中投料结束、密封翻边撤离的步骤示意图。
46.图9-f为本发明中套入新的吨袋的步骤示意图。
47.图9-g为本发明中将新的吨袋密封的步骤示意图。
48.图9-h为本发明中收集已开包吨袋的步骤示意图。
49.图9-i为本发明中新的吨袋被三层密封、已开包吨袋被收走的步骤示意图。
50.其中:1、开包机机架;2、辅助下料部件;3、料罐;4、出料部件;5、活塞缸;6、夹袋装置;7、负压除尘腔;
51.601、外斜面压紧圈;602、顶升气缸;603、密封条;606、基准圈;607、容纳槽;608、第一气囊;609、环形压板;610、密封翻边;611、第二气囊;612、插片;613、密封层。
具体实施方式
52.下面结合附图,说明本发明的具体实施方式。
53.如图1-图9所示,本实施例的防止粉尘外溢的开包结构,安装在开包机机架1上,其顶部承接有辅助下料部件2,其下方承接有料罐3和出料部件4,出料部件4与后续的出料管道连接,方便物料在流水线上的输送;包括安装在机架上的活塞缸5,活塞缸5的活塞杆与料罐3口部之间设有夹袋装置6,夹袋装置6包括:
54.外斜面压紧圈601,同轴活动套设在料罐3外壁;料罐3侧壁上设有用于顶升外斜面压紧圈601的顶升气缸602,
55.基准圈606,固定于料罐3口部,基准圈606面向外斜面压紧圈601的一侧设置为斜楔面,此斜楔面与外斜面压紧圈601的斜楔面相契合;基准圈606顶面内凹设置,内凹处填充第一气囊608,
56.环形压板609,与活塞缸5的活塞杆连接;环形压板609面向料罐3的一侧成型有密封翻边610,密封翻边610上嵌设有用于抵触料罐3内壁的第二气囊611。
57.外斜面压紧圈601的斜楔面上嵌设有密封条603,基准圈606的斜楔面上嵌设有密封条603;或外斜面压紧圈601、基准圈606的斜楔面上设置密封层613。
58.两处密封条603之间预留料罐3轴向的高度差。
59.基准圈606顶面内凹形成容纳槽607,第一气囊608内嵌于容纳槽607侧壁上。
60.环形压板609上成型有插片612,插片612对应落在容纳槽607中;第一气囊608充气顶紧插片612。
61.第一气囊608、第二气囊611的顶紧力沿相对方向施压。
62.吨袋被夹持的路径依次绕经:密封翻边610、容纳槽607中的插片612、基准圈606和外斜面压紧圈601的斜楔面。
63.基准圈606背离料罐3口部一侧设置负压除尘腔7,负压除尘腔7与料罐3内腔连通。
64.本实施例的利用权利要求1的防止粉尘外溢的开包结构的开包、换包方法,包括如下步骤:
65.初始状态时,外斜面压紧圈601、基准圈606和环形压板609相互之间预留装包距离;
66.将吨袋套在开包机的夹袋装置6上,吨袋底部的边缘落在外斜面压紧圈601和基准圈606的斜楔面之间;此时外斜面压紧圈601逐渐上抬,与基准圈606的斜楔面契合,夹持住吨袋的底边;
67.环形压板609下压,环形压板609上的密封翻边610嵌入料罐3口部,环形压板609上的插片612嵌入容纳槽607中;
68.打开吨袋,吨袋中的物料下落到料罐3中;
69.下料结束后,先将吨袋底边封住,并将吨袋底边与吨袋主体分割,吨袋主体与开包机分离,运送向下一道回收工序;吨袋底边将料罐口部密封住;新的吨袋运送至开包位置处;
70.将环形压板609上抬,外斜面压紧圈601下落,已经打开的吨袋留在料罐3口部,被第一气囊608夹持密封;新的吨袋的底边先被外斜面压紧圈601、基准圈606限位,再下压环形压板609,此时夹袋装置6上有两层吨袋底边;
71.此时已打开的吨袋的底边不再受到斜楔面的夹持,通过第一气囊608排气撤去顶紧力,能够将吨袋抽出;
72.环形压板609继续下压至极限位置,第一气囊608、第二气囊611充气形成密封结构,三层密封生效,同时收走已打开吨袋,并将已打开吨袋扎口防止粉尘外泻。
73.本发明的具体结构及工作过程如下:
74.如图1所示,在机架上,从上而下一次设置辅助下料部件2、料罐3、出料部件4,夹袋装置6设置在料罐3的口部位置。在料罐3的两侧对称设置有活塞缸5,活塞缸5的活塞杆竖直向上伸出,在活塞杆端部安装有环形压板609。在环形压板609的底面上延伸出密封翻边610,结合参考图2和图3,密封翻边610随着环形压板609下压时,落在料罐3口部的内壁处。
75.在密封翻边610面向料罐3内壁的一侧开槽,此槽中设置第二气囊611。当第二气囊611充气膨胀时,向料罐3内壁施加顶紧力。
76.在环形压板609上还设有插片612,插片612的直径大于密封翻边610的外径,插片612在配合状态时,落在料罐3口部的外侧。
77.如图3和图4所示,在料罐3口部设有向外成型的基准圈606。基准圈606的顶面内凹形成容纳槽607,插片612配合时就落在容纳槽607内。容纳槽607的槽宽大于插片612的厚度。在容纳槽607背离料罐3一侧的内侧壁上嵌设第一气囊608,第一气囊608充气膨胀时,顶紧插片612。
78.在基准圈606背离料罐3一侧设置为斜楔面,斜楔面自基准圈606背离料罐3一侧向料罐3轴心方向倾斜,且基准圈606的底部预留有台肩。
79.在料罐3的外壁上固定安装有顶升气缸602,顶升气缸602采用对称设置或环形阵列设置的结构,顶升气缸602的活塞杆端部设有外斜面压紧圈601。
80.外斜面压紧圈601的斜楔面上嵌设密封条603,基准圈606的斜楔面上嵌设密封条
603,且两密封条603之间预留间距。密封条603可以采用横截面为圆形或异形的弹性条,例如橡胶材质。
81.结合参考图5、图8和图9,说明本发明中的开包、换包工作过程。
82.如图9-a所示,为夹袋装置6的初始状态,三道密封结构之间相互脱开,吨袋放置在夹袋装置6上方,被辅助下料部件2承托住。吨袋底部的封装位置处留有吨袋边,即本发明中所说的吨袋的底边。吨袋底边落在环形压板609中,再绕经密封翻边610后,覆盖在基准圈606上,再沿着基准圈606的斜楔面摆放,使之位于基准圈606、外斜面压紧圈601的斜楔面之间。
83.如图9-b所示,外斜面压紧圈601上抬,将吨袋底边夹持住,实现第一道密封。作为可替换的实施方式,本工序中,将密封条603替换为密封层613,增大了密封面积。
84.如图9-c所示,环形压板609下压,密封翻边610压入料罐3口部,插片612落入容纳槽607中,此时吨袋的底边依次沿着密封翻边610、料罐3口部的壁面、插片612的形状、基准圈606的顶面、基准圈606和外斜面压紧圈601的斜楔面设置,且被第一气囊608、第二气囊611充气顶紧,至此完成三道密封。
85.如图9-d所示,从手套口伸入,将密封后的吨袋打开,或在外部打开吨袋,吨袋中的粉料落入料罐3中。
86.如图9-e所示,投料结束,重新扎紧吨袋;然后第二气囊611放气撤去顶紧力,环形压板609上抬,撤去一道密封。
87.如图9-f所示,外斜面压紧圈601下落,将已开包的吨袋向上收起,其底边不再被斜楔面夹持,但仍有部分落在基准圈606的容纳槽607内,被第一气囊608压紧密封。此时即使已开包的吨袋中有残余粉料,仍是落在料罐3中,不易外溢。
88.然后,套入新的吨袋,新的吨袋的底边绕经基准圈606,被斜楔面夹持密封。
89.如图9-g所示,外斜面压紧圈601上抬压住新的吨袋的底边,同时通过手套口,将已开包的吨袋向下拉扯整理,整理过程中注意不要拉力过大而损坏第一气囊608。
90.如图9-h所示,环形压板609下压,密封翻边610嵌入料罐3口部,插片612嵌入容纳槽607中;然后第一气囊608放气,撤去密封的顶紧力,已开包吨袋的底边失去限位,能够从手套口处进行收集。
91.如图9-i所示,环形压板609继续下压至密封位置,第一气囊608、第二气囊611充气,三层密封生效后,将已开包吨袋收集走,此时夹袋装置6上只有一个未开包的吨袋,等待开包下料。
92.本发明采用多道相互独立作用的密封结构,使吨袋能够在密封环境下连续开包上料,粉尘不易外溢,保证了操作环境的整洁和安全性质。
93.以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在本发明的保护范围之内,可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1