一种定焦镜头高速组装线的制作方法
1.本技术涉及定焦镜头组装线技术领域,具体是涉及一种定焦镜头高速组装线。
背景技术:
2.定焦镜头的生产方式从最初的人工组装,后来发展到单台机器组装,现在已发展到自动组装线,定焦镜头组装线主要应用于定焦镜头组装领域,其功能是将光学配件(镜片、隔圈、挡光片)装入镜筒中形成定焦镜头。
3.镜头自动组装线以功能划分为搬运模块、若干组装模块,搬运模块位于相邻的两个组装单元之间用于搬运镜筒,组装模块用于将光学配件装入镜筒内,组装线的单次组装节拍一般为5秒,单次组装节拍将一个光学配件装入一个镜头内、并由搬运模块将该镜头搬运至组装模块,其中5秒的组装时间内有大约3.8秒用于镜头的搬运动作上、余下时间用于组装动作,从而限制了定焦镜筒的生产效率,现有技术中,通过提高搬运模块的运行速度,缩减搬运的时间,进而提高镜头的生产效率,由于镜筒为两端开口的结构件,因此的搬运的过程中,外部的气流会对镜筒内腔的光学配件造成影响,而搬运模块的速度越快,外部气流对光学配件的影响越大,容易导致镜筒内的光学配件被气流吹出。
技术实现要素:
4.为了克服现有技术中存在的缺点和不足,本技术的目的是在于提供一种生产效率高的定焦镜头高速组装线。
5.为实现上述目的,本技术的技术方案如下:
6.一种定焦镜头高速组装线,包括:
7.料盘,具有若干料穴,所述料穴用于放置镜筒;
8.上料站,具有用于提供镜筒的第一供料组件;
9.组装站,具有用于提供光学配件的第二供料组件;
10.点胶站,具有用于使光学配件固定于镜筒内的点胶组件;
11.下料站,具有用于收纳所述成品的收料组件;
12.输送组件,包括第一输送线和第二输送线,所述第一输送线能够使位于所述上料站的所述料盘输送至所述下料站、且在输送途中经过所述组装站和所述点胶站,所述第二输送线能够使位于所述下料站的所述料盘输送至所述上料站;以及
13.转移组件,所述转移组件能够使位于所述第一输送线上的所述料盘转移至所述第二输送线,或者,位于所述第二输送线上的所述料盘转移至所述第一输送线。
14.本技术利用料盘增加在单次组装节拍中输送镜筒的数量,工件在搬运时长相同的情况下,镜筒的数量越多,搬运的效率越高,与现有技术相比本技术的搬运效率可提高5~6倍,进而提高镜头的产能,现有技术的产能约为720个/小时,本技术的产能约为1500个/小时,产能是现有技术的2倍;本技术利用双输送线的结构输送料盘实现组装线的循环,生产时,空的料盘位于上料站并通过第一供料组件装入若干镜筒,装有若干镜筒的料盘通过第
一输送线首先经过组装站进行光学配件的装配,然后装有若干具有光学配件的镜筒经过点胶站,过程中,镜筒始终置于料穴内,有利于降低外部气流对光学配件的影响,从而减少光学配件被吹出的情况,最后形成光学镜头并通过第一输送线送至下料站内,收纳于收料组件中,此时位于下料站中空的料盘通过转移组件,转移至第二输送线上,空的料盘通过第二输送线回到上料站中,并通过转移组件,转移至第一输送线上,进而完成一轮的循环,且能够直接开始下一轮的生产;本技术利用输送组件和转移组件的配合,能够使空的料盘回流至上料站,解决了需要人工取下空料盘、以及需要人工搬送料盘至上料站的问题,进而节省了人工成本、取放料盘的时间成本。
15.优选的,所述输送组件还包括架体,所述第一输送线设于所述架体的顶部,所述第二输送线设于所述架体的底部;
16.所述转移组件包括设于所述架体一端的第一升降台、以及设于所述架体另一端的第二升降台,所述第一升降台的顶部设有第一传送带,所述第一升降台能够在竖直方向上往复移动;
17.所述第二升降台的顶部设有第二传送带,所述第二升降台能够在竖直方向上往复移动。
18.本技术利用上下布置的第一输送线和第二输送线,节省组装线的横向方向的占用空间,生产时,第一输送线和第二输送线同时运作,装有镜筒的料盘通过第一输送线从上料站输送至下料站,空的料盘通过第二输送线从下料站输送至上料站,其中,第一升降台用于连通第一输送线的入口端和第二输送线的出口端,第一升降台下降并位于第二输送线的出口端、并使第一传送带与第二输送线的输送面平齐,第二升降台用于连通第一输送线的出口端和第二输送线的入口端,第二升降台上升并位于第一输送线的出口端、并使第二传送带与第一输送线的输送面平齐,当位于第一输送线上的料盘输送至出口端时,首先第二升降台上的第二传送带驱动料盘与第一输送线的出口端分离,然后在竖直方向上向靠近第二输送线的入口端下降、直至第二传送带与第二输送线的输送面平齐,第二传送带驱动料盘进入第二输送线中,当位于第二输送线上的料盘输送至出口端时,首先第一升降台上的第一传送带驱动料盘与第二输送线的出口端分离,然后在竖直方向上向靠近第一输送线的入口端上升,直至第一传送带与第一输送线的输送面平齐,第一传送带驱动料盘进入第一输送线中,进而进行下一轮生产循环。
19.优选的,所述第一升降台的顶部设有第一检测单元,所述第二升降台的顶部设有第二检测单元。
20.本技术利用第一检测单元检测第一升降台上是否具有料盘,第二检测单元检测第二升降台上是否具有料盘,从而提高双层输送线输送衔接的流畅性。
21.优选的,还包括与所述架体滑动连接的定位机构,所述定位机构能够在水平方向上往复移动,所述定位机构的顶部设有第三升降台,所述第三升降台能够在竖直方向往复移动;
22.当所述第三升降台向上移动时,能够使所述料盘与所述第一输送线分离。
23.本技术利用定位机构提高组装的精度,更优选的,定位机构通过伺服系统与架体滑动连接,从而提高定位机构在水平方向上移动的精准度。
24.优选的,所述上料站具有第一机台,所述组装站具有第二机台,所述点胶站具有第
三机台,所述下料站具有第四机台;
25.所述架体包括设于所述第一机台的第一支架、设于所述第二机台的第二支架、设于所述第三机台的第三支架、以及设于所述第四机台的第四支架;
26.所述第一输送线包括设于所述第一支架的第一上层传送带、设于所述第二支架的第二上层传送带、设于所述第三支架的第三上层传送带、以及设于所述第四支架的第四上层传送带;
27.所述第二输送线包括设于所述第一支架的第一下层传送带、设于所述第二支架的第二下层传送带、设于所述第三支架的第三下层传送带、以及设于所述第四支架的第四下层传动带。
28.本技术利用可拼接的多段支架形成一条输送线,可按照实际的组装需求选择组装站、点胶站的数量,进而提高组装线的灵活度。
29.优选的,所述第一供料组件设于所述第一机台上、且位于所述第一支架的侧部,所述第一供料组件包括第一振动盘和第一机械手。
30.优选的,所述第二供料组件设于所述第二机台上、且位于所述第二支架的侧部,所述第二供料组件包括第二振动盘和第二机械手。
31.优选的,所述第二供料组件还包括第一料仓和第一取料台,所述第二机台上设有第一驱动结构和第二驱动结构,所述第一驱动结构的输出端与所述第一料仓的底部传动连接、且能够驱动所述第一料仓在竖直方向上往复移动,所述第二驱动结构的输出端与所述第一取料台的侧部传动连接、且能够驱动所述第一取料台在水平方向上往复移动;所述第一料仓在竖直方向上放置有若干用于盛放光学镜片的第一置料板,相邻所述第一置料板之间留有供所述第一取料台穿过的间隙。
32.本技术利用第一料仓储存更多的光学镜片,有利于降低换料的时间间隔;第一驱动结构和第二驱动结构配合,实现将盛放有光学镜片的第一置料板送入第二机台中,待第一置料板上的光学镜片消耗完时,空的第一置料板被送回第一料仓中,并取出下一盛放有光学镜片的第一置料板,从而实现生产循环,有利于降低技术员的劳累度。
33.优选的,所述点胶组件设于所述第三机台上,所述点胶组件包括沿所述第三上层传送带的输送方向依序布置的点胶机械手、uv固化模块、以及拍照检查模块。
34.优选的,所述收料组件包括第二料仓和第二取料台,所述第四机台上设有第三驱动结构和第四驱动结构,所述第三驱动结构的输出端与所述第二料仓的底部传动连接、且能够驱动所述第二料仓在竖直方向上往复移动,所述第四驱动结构的输出端与所述第二取料台的侧部传动连接、且能够驱动所述第二取料台在水平方向上往复移动;所述第二料仓在竖直方向上放置有若干用于盛放成品的第二置料板,相邻所述第二置料板之间留有供所述第二取料台穿过的间隙。
35.本技术利用第二料仓储存更多的成品,进而使得技术员可批量取出成品,有利于降低取料的频率;第三驱动结构和第四驱动结构配合,实现将空的第二置料板送入第四机台中,待第二置料板上装满成品时,第二置料板被送回第二料仓中,并取出下一空的第二置料板,从而实现生产循环,有利于降低技术员的劳累度。
36.本技术的有益效果在于:本技术利用料盘增加在单次组装节拍中输送镜筒的数量,工件在搬运时长相同的情况下,镜筒的数量越多,搬运的效率越高,与现有技术相比本
申请的搬运效率可提高5~6倍,进而提高镜头的产能,现有技术的产能约为720个/小时,本技术的产能约为1500/小时,产能是现有技术的2倍;本技术利用双输送线的结构输送料盘实现组装线的循环,生产时,空的料盘位于上料站并通过第一供料组件装入若干镜筒,装有若干镜筒的料盘通过第一输送线首先经过组装站进行光学配件的装配,然后装有若干具有光学配件的镜筒经过点胶站,过程中,镜筒始终置于料穴内,有利于降低外部气流对光学配件的影响,从而减少光学配件被吹出的情况,最后形成光学镜头并通过第一输送线送至下料站内,收纳于收料组件中,此时位于下料站中空的料盘通过转移组件,转移至第二输送线上,空的料盘通过第二输送线回到上料站中,并通过转移组件,转移至第一输送线上,进而完成一轮的循环,且能够直接开始下一轮的生产;本技术利用输送组件和转移组件的配合,能够使空的料盘回流至上料站,解决了需要人工取下空料盘、以及需要人工搬送料盘至上料站的问题,进而节省了人工成本、取放料盘的时间成本。
附图说明
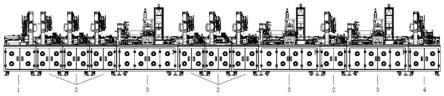
37.图1为本技术中实施例的结构示意图;
38.图2为本技术中实施例的上料站的结构示意图;
39.图3为本技术中实施例的组装站的结构示意图;
40.图4为本技术中实施例的点胶站的结构示意图;
41.图5为本技术中实施例的下料站的结构示意图;
42.图6为本技术中实施例的输送组件和转移组件的结构示意图;
43.图7为本技术中实施例的第一支架的上层结构示意图。
44.图中所示:1-上料站,11-第一供料组件,111-第一振动盘,112-第一机械手,12-第一机台,13-阻挡机构;
45.2-组装站,21-第二供料组件,211-第二振动盘,212-第二机械手,213-第一料仓,214-第一取料台,23-第二机台;
46.3-点胶站,31-点胶组件,311-点胶机械手,312-uv固化模块,313-拍照检查模块,32-第三机台;
47.4-下料站,41-收料组件,411-第二料仓,412-第二取料台,413-第四机械手,42-第四机台;
48.5-输送组件;
49.51-架体,511-第一支架,512-第二支架,513-第三支架,514-第四支架;
50.52-第一输送线,521-第一上层传送带;
51.53-第二输送线;
52.6-转移组件,61-第一升降台,62-第二升降台;
53.7-料盘;
54.8-定位机构,81-第三升降台,82-底座。
具体实施方式
55.下面结合附图,具体阐明本技术的实施方式,附图仅供参考和说明使用,不构成对本技术专利保护范围的限制。
56.请参阅图1~图7,本技术实施例中,一种定焦镜头高速组装线,包括:
57.料盘7,具有若干料穴,所述料穴用于放置镜筒;
58.上料站1,具有用于提供镜筒的第一供料组件11;
59.组装站2,具有用于提供光学配件的第二供料组件21;
60.点胶站3,具有用于使光学配件固定于镜筒内的点胶组件31;
61.下料站4,具有用于收纳所述成品的收料组件41;
62.输送组件5,包括第一输送线52和第二输送线53,所述第一输送线52能够使位于所述上料站1的所述料盘7输送至所述下料站4、且在输送途中经过所述组装站2和所述点胶站3,所述第二输送线53能够使位于所述下料站4的所述料盘7输送至所述上料站1;以及
63.转移组件6,所述转移组件6能够使位于所述第一输送线52上的所述料盘7转移至所述第二输送线53,或者,位于所述第二输送线53上的所述料盘7转移至所述第一输送线52。
64.本实施例中,料盘7的顶部开设有5排料穴,每排设有5个,共设有25个,现有技术的搬运效率为3.8秒/个,本实施例的搬运效率为0.152秒/个,且能够在不改变组装节拍、搬运速度的情况下,提高了搬运效率,虽然搬运的总耗时时长不便,但本技术能够在3.8秒的时间中搬运更多的镜筒,进而突破了组装线的产能。
65.本实施例中,上料站1还包括设于第一机台12上的镜筒角度检测组件、料盘7拍摄组件和第一压平组件,上料站1的第一机械手112为三轴机械手,共设有两个,第一压平组件包括第一气缸、以及与第一气缸的活塞杆连接的第一压板,上料站1的工作步骤:(1)振动盘上料,将若干镜筒放置于第一振动盘111中,若干镜筒从第一振动盘111的出料端以呈线性排列的方式排出;(2)镜筒角度检查,其一用于抓取镜筒经过镜筒角度检测组件进行角度检测、并将内腔角度符合组装标准的镜筒放置于料盘7上;(3)记录盘号,另一三轴机械手将装有25个镜筒的料盘7抓取并移动至料盘7拍摄组件进行盘号拍摄记录盘号信息、并放回第一上层传送带521上;(4)压平镜筒,首先定位机构8的第三升降台81在竖直方向上上升,并推动料盘7与第一上层传送带521分离,然后第一气缸驱动第一压板向靠近料穴的一侧向下移动,并将若干镜筒紧压于料穴内,避免镜筒的外壁与料穴的内壁留有间隙,有利于提高组装的精度;(5)第三升降台81复位,料盘7通过第一上层传送带521移动至下一工位。
66.本技术利用料盘7增加在单次组装节拍中输送镜筒的数量,工件在搬运时长相同的情况下,镜筒的数量越多,搬运的效率越高,与现有技术相比本技术的搬运效率可提高5~6倍,进而提高镜头的产能,现有技术的产能约为720个/小时,本技术的产能约为1500个/小时,产能是现有技术的2倍;本技术利用双输送线的结构输送料盘7实现组装线的循环,生产时,空的料盘7位于上料站1并通过第一供料组件11装入若干镜筒,装有若干镜筒的料盘7通过第一输送线52首先经过组装站2进行光学配件的装配,然后装有若干具有光学配件的镜筒经过点胶站3,过程中,镜筒始终置于料穴内,有利于降低外部气流对光学配件的影响,从而减少光学配件被吹出的情况,最后形成光学镜头并通过第一输送线52送至下料站4内,收纳于收料组件41中,此时位于下料站4中空的料盘7通过转移组件6,转移至第二输送线53上,空的料盘7通过第二输送线53回到上料站1中,并通过转移组件6,转移至第一输送线52上,进而完成一轮的循环,且能够直接开始下一轮的生产;本技术利用输送组件5和转移组件6的配合,能够使空的料盘7回流至上料站1,解决了需要人工取下空料盘7、以及需要人工
搬送料盘7至上料站1的问题,进而节省了人工成本、取放料盘7的时间成本。
67.优选的,所述输送组件5还包括架体51,所述第一输送线52设于所述架体51的顶部,所述第二输送线53设于所述架体51的底部;
68.所述转移组件6包括设于所述架体51一端的第一升降台61、以及设于所述架体51另一端的第二升降台62,所述第一升降台61的顶部设有第一传送带,所述第一升降台61能够在竖直方向上往复移动;
69.所述第二升降台62的顶部设有第二传送带,所述第二升降台62能够在竖直方向上往复移动。
70.本技术利用上下布置的第一输送线52和第二输送线53,节省组装线的横向方向的占用空间,生产时,第一输送线52和第二输送线53同时运作,装有镜筒的料盘7通过第一输送线52从上料站1输送至下料站4,空的料盘7通过第二输送线53从下料站4输送至上料站1,其中,第一升降台61用于连通第一输送线52的入口端和第二输送线53的出口端,第一升降台61下降并位于第二输送线53的出口端、并使第一传送带与第二输送线53的输送面平齐,第二升降台62用于连通第一输送线52的出口端和第二输送线53的入口端,第二升降台62上升并位于第一输送线53的出口端、并使第二传送带与第一输送线52的输送面平齐,当位于第一输送线52上的料盘7输送至出口端时,首先第二升降台62上的第二传送带驱动料盘7与第一输送线52的出口端分离,然后在竖直方向上向靠近第二输送线53的入口端下降、直至第二传送带与第二输送线53的输送面平齐,第二传送带驱动料盘7进入第二输送线53中,当位于第二输送线53上的料盘7输送至出口端时,首先第一升降台61上的第一传送带驱动料盘7与第二输送线53的出口端分离,然后在竖直方向上向靠近第一输送线52的入口端上升,直至第一传送带与第一输送线52的输送面平齐,第一传送带驱动料盘7进入第一输送线52中,进而进行下一轮生产循环。
71.优选的,所述第一升降台61的顶部设有第一检测单元,所述第二升降台62的顶部设有第二检测单元。
72.本技术利用第一检测单元检测第一升降台61上是否具有料盘7,第二检测单元检测第二升降台62上是否具有料盘7,从而提高双层输送线输送衔接的流畅性。本实施例中,第一检测单元、第二检测单元均为光传感器,当料盘7经过第一升降台61、第二升降台62时,第一检测单元、第二检测单元生成电信号并传输至信息处理单元,其中,第一传送带、第二传送带分别通过信息处理单元与电源连接,用于驱动第一升降台61、第二升降台62的部件可以但不限于为伺服电机、气缸、油缸等,本实施例中优选为伺服电机,伺服电机通过丝杆驱动第一升降台61、第二升降台62完成升降动作,伺服电机通过信息处理单元与电源连接。
73.优选的,还包括与所述架体51滑动连接的定位机构8,所述定位机构8能够在水平方向上往复移动,所述定位机构8的顶部设有第三升降台81,所述第三升降台81能够在竖直方向往复移动;
74.当所述第三升降台81向上移动时,能够使所述料盘7与所述第一输送线52分离。
75.本实施例中,第一支架511、第二支架512、第三支架513、第四支架514上均设有定位机构8,定位机构8包括底座82,第一支架511的底部横向布置有伺服丝杆移动平台,底座82设于伺服丝杆移动平台上,伺服丝杆移动平台驱动底座82于水平方向上往复移动,进而实现x轴的位置调整,底座82上设有丝杆电机,丝杆电机的输出端与第三升降台81传动连接
并驱动第三升降台81在竖直方向上进行往复移动,进而实现z轴的位置调整,第三升降台81的顶部设有四个定位插销,料盘7上开设有与定位插销对应的定位通孔,第三升降台81升起时,定位插销插入料盘7的定位通孔中,进而避免底座82于x轴方向移动时,料盘7与第三升降台81的表面发生相对滑动;更进一步优选的,第一支架511的两端分别设有阻挡机构13,阻挡机构13为光传感器,用于限制第一传送带的启停,且保持相邻两个料盘7之间的间距,进而避免料盘7被第三升降台81顶起时,后一工位上的料盘7与第三工作台发生干涉,同时有利于第三升降台81上的定位插销与料盘7上的定位通孔对齐,本实施例的第二支架512、第三支架513、第四支架514以第一支架511的结构、功能相同,此处不作赘述。
76.本技术利用定位机构8提高组装的精度,更优选的,定位机构8通过伺服系统与架体51滑动连接,从而提高定位机构8在水平方向上移动的精准度。
77.优选的,所述上料站1具有第一机台12,所述组装站2具有第二机台23,所述点胶站3具有第三机台32,所述下料站4具有第四机台42;
78.所述架体51包括设于所述第一机台12的第一支架511、设于所述第二机台23的第二支架512、设于所述第三机台32的第三支架513、以及设于所述第四机台42的第四支架514;
79.所述第一输送线52包括设于所述第一支架511的第一上层传送带521、设于所述第二支架512的第二上层传送带、设于所述第三支架513的第三上层传送带、以及设于所述第四支架514的第四上层传送带;
80.所述第二输送线53包括设于所述第一支架511的第一下层传送带、设于所述第二支架512的第二下层传送带、设于所述第三支架513的第三下层传送带、以及设于所述第四支架514的第四下层传动带。
81.本实施例中,采用1个上料站1、7个组装站2、3个点胶站3和1个下料站4组成一条生产线,具体的排列方式为:“1个上料站1、3个组装站2、1个点胶站3、3个组装站2、1个点胶站3、1个组装站2、1个点胶站3、1个下料站4”,需要说明的是,前述排列方式可按实际的镜筒结构需求进行排列,本实施例的组装站2能够同时提供的光学配件有:“镜片、隔圈、挡光片”但在工作时,单站的组装站2仅进行一种光学配件的组装,如本实施例中连续排列的3个组装站2中,分别依次为镜筒提供“镜片、隔圈、挡光片”,在其他可替代的实施例中,提供的光学配件也可以是“镜片+隔圈、挡光片+镜片、隔圈+挡光片”,也即单站中完成两个光学配件的组装,现有技术中对应、该光学配件的组装站2仅能提供该光学配件,在组装线的组成上限制性较大,存在单站组装效率低、需要挪动整机才可调整光学配件的组装顺序或数量,本实施例可通过第二供料组件21或第一料仓213单独工作,为镜筒提供可选的一种光学配件,或者,第二供料组件21或第一料仓213同时工作,为镜筒提供两种以上的光学配件,本实施例与现有技术相比,组成生产线的方式更灵活、生产的效率更高。
82.本技术利用可拼接的多段支架形成一条输送线,可按照实际的组装需求选择组装站2、点胶站3的数量,进而提高组装线的灵活度。
83.本实施例中,所述第一供料组件11设于所述第一机台12上、且位于所述第一支架511的侧部,所述第一供料组件11包括第一振动盘111和第一机械手112。
84.本实施例中,所述第二供料组件21设于所述第二机台23上、且位于所述第二支架512的侧部,所述第二供料组件21包括第二振动盘211和第二机械手212。
85.本实施例中,所述第二供料组件21还包括第一料仓213和第一取料台214,所述第二机台23上设有第一驱动结构和第二驱动结构,所述第一驱动结构的输出端与所述第一料仓213的底部传动连接、且能够驱动所述第一料仓213在竖直方向上往复移动,所述第二驱动结构的输出端与所述第一取料台214的侧部传动连接、且能够驱动所述第一取料台214在水平方向上往复移动;所述第一料仓213在竖直方向上放置有若干用于盛放光学镜片的第一置料板,相邻所述第一置料板之间留有供所述第一取料台214穿过的间隙。
86.本技术利用第一料仓213储存更多的光学镜片,有利于降低换料的时间间隔;第一驱动结构和第二驱动结构配合,实现将盛放有光学镜片的第一置料板送入第二机台23中,待第一置料板上的光学镜片消耗完时,空的第一置料板被送回第一料仓213中,并取出下一盛放有光学镜片的第一置料板,从而实现生产循环,有利于降低技术员的劳累度。
87.本实施例中,组装站2的第二机械手212为三轴机械手,共设有两个,第二振动盘211用于提供隔圈或挡光片,第一料仓213用于提供镜片,其一三轴机械手用于抓取隔圈或挡光片、另一三轴机械手用于抓取镜片,第二机台23上还设有第一安装座和第二安装座,第一驱动结构包括第一丝杆、以及与第一丝杆传动连接的第一伺服电机,第一伺服电机设于第二机台23上,第一安装座与第一丝杆滑动连接,第二驱动结构为设于第二安装座上的丝杆电机,丝杆电机能够驱动第一取料台214伸入或伸出第一料仓213的内腔,第一料仓213的底部设有十字孔,第一安装座上设有旋转气缸,第一料仓213通过十字孔与旋转气缸的活塞杆可拆卸连接,从而实现第一料仓213的快速拆装,锁止状态下,第一伺服电机通过第一丝杆驱动第一安装座相对于第二机台23在竖直方向上移动,从而带动第一料仓213运动,还包括与第一压平组件结构相同的第二压平组件,组装站2的工作步骤:(1)振动盘和/或料仓上料,当需要在该站中装设隔圈时,将若干隔圈放置于第二振动盘211中,若干隔圈从第二振动盘211的出料端以呈线性排列的方式排出,或者/而且,第一取料台214伸入第一料仓213内取出一板具有若干镜片的第一置料板;(2)机械手上料,首先定位机构8的第三升降台81在竖直方向上上升,并推动料盘7与第二上层传送带分离,三轴机械手抓取镜片和/或隔圈放置于镜筒内;(3)压平光学配件,然后第二气缸驱动第二压板向靠近料穴的一侧向下移动,并将镜片或隔圈紧压于镜筒内,有利于提高后续组装的精度,避免叠加的光学配件之间累计组装误差;(4)第三升降台81复位,料盘7通过第二上层传送带移动至下一工位。
88.优选的,所述点胶组件31设于所述第三机台32上,所述点胶组件31包括沿所述第三上层传送带的输送方向依序布置的点胶机械手311、uv固化模块312、以及拍照检查模块313。本实施例中,uv固化模块312为uv光作用于胶水上使胶水实现固化。
89.优选的,所述收料组件41包括第二料仓411和第二取料台412,所述第四机台42上设有第三驱动结构和第四驱动结构,所述第三驱动结构的输出端与所述第二料仓411的底部传动连接、且能够驱动所述第二料仓411在竖直方向上往复移动,所述第四驱动结构的输出端与所述第二取料台412的侧部传动连接、且能够驱动所述第二取料台412在水平方向上往复移动;所述第二料仓411在竖直方向上放置有若干用于盛放成品的第二置料板,相邻所述第二置料板之间留有供所述第二取料台412穿过的间隙。本实施例中,第四机台42上还设有用于抓取成品的第四机械手413。
90.本实施例中,第四机台42上还设有第三安装座和第四安装座,第三驱动结构包括第三丝杆、以及与第三丝杆传动连接的第三伺服电机,第三伺服电机设于第四机台42上,第
三安装座与第三丝杆滑动连接,第四驱动结构为设于第四安装座上的丝杆电机,丝杆电机能够驱动第二取料台412伸入或伸出第二料仓411的内腔,第二料仓411的底部设有十字孔,第三安装座上设有旋转气缸,第二料仓411通过十字孔与旋转气缸的活塞杆可拆卸连接,从而实现第二料仓411的快速装,锁止状态下,第三伺服电机通过第三丝杆驱动第三安装座相对于第四机台42在竖直方向上移动,从而带动第二料仓411运动,第二料仓411的取放料动作:(1)首先在第二料仓411的内腔由下至上放置5板空的第二置物板,本实施例的第二料仓411的内壁向内延设有一对凸台,第二置物板的两端分别叠放与凸台上,然后将装有5板第二置料板的第二料仓411放置于第四机台42的第三安装座上,旋转气缸的活塞杆顶起并穿过十字孔后通过旋转锁止于第二料仓411的底壁,然后第三伺服电机通过第三丝杠驱动第三安装座向上移动,并使第二料仓411内的最下一层的第二置料板高于第二取料台412的台面;(2)第四驱动结构驱动第二取料台412向靠近第二料仓411的一侧移动,直至第二取料台412位于最下一层第二置料板的正下方时,第三驱动结构驱动第二料仓411下降一段距离,直至最下一层的第二置料板叠放于第二取料台412的上面,此时,第四驱动结构驱动第二取料台412向远离第二料仓411的一侧移动并带动最下一层的第二置料板向外移动;(3)成品放置,第四机械手413抓取由点胶站3流出的料盘7上的成品镜头,并放置于第二置料板上;(4)置料板复位,当第二置料板上装满成品镜头时,第四驱动结构驱动第二置料板伸入第二料仓411的内腔,此时第三驱动结构驱动第二料仓411上升一端距离,并使第二置料板叠放于凸台上,然后第四驱动结构驱动第二置料板伸出第二料仓411的内腔;(5)循环上述第二步的动作。本实施例的第一料仓213、第一取料台214的工作原理与第二料仓411、第二取料台412的工作原理相同,区别在于,第一料仓213是将装有镜片的第一置料板放置与第二机台23上、镜片用完时,从第二机台23上取下空的第二料仓411进行镜片的补充,第二料仓411是将空的第二置料板放置于第四机台42上、成品镜头装满时,从而第四机台42上取下具有成品的第二料仓411并更换空的第二料仓411。
91.本技术利用第二料仓411储存更多的成品,进而使得技术员可批量取出成品,有利于降低取料的频率;第三驱动结构和第四驱动结构配合,实现将空的第二置料板送入第四机台42中,待第二置料板上装满成品时,第二置料板被送回第二料仓411中,并取出下一空的第二置料板,从而实现生产循环,有利于降低技术员的劳累度。
92.以上所揭露的仅为本技术的较佳实施例,不能以此来限定本技术的权利保护范围,因此依本技术申请专利范上围所作的等同变化,仍属本技术所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1