一种产品自动称重与负反馈的下料装置及其实现方法与流程
本发明属于软磁铁氧体成型下料,具体涉及一种产品自动称重与负反馈的下料装置及其实现方法。
背景技术:
1、磁芯是指由各种氧化铁混合物组成的一种烧结磁性金属氧化物。磁芯经过粉末成型、研磨、烧结、检测等多道工序后需包装到泡沫盒中进行打包。
2、磁芯在粉末成型中通常需要对尺寸、重量等参数进行抽检,部分要求较高的产品需要进行全检。
3、目前对产品的重量多为由人工放置到电子秤上来进行检测,需要耗费较大的人力资源,且称重效率低,称重误差大。
4、因此,亟需将现有的粉末成型下料设备升级成带称重功能的机器。
技术实现思路
1、本发明的目的在于提供一种产品自动称重与负反馈的下料装置,以解决上述背景技术中提出的问题。本发明提供的一种产品自动称重与负反馈的下料装置,具有自动称重以及负反馈功能的特点。
2、本发明另一目的在于提供一种产品自动称重与负反馈的下料装置的实现方法。
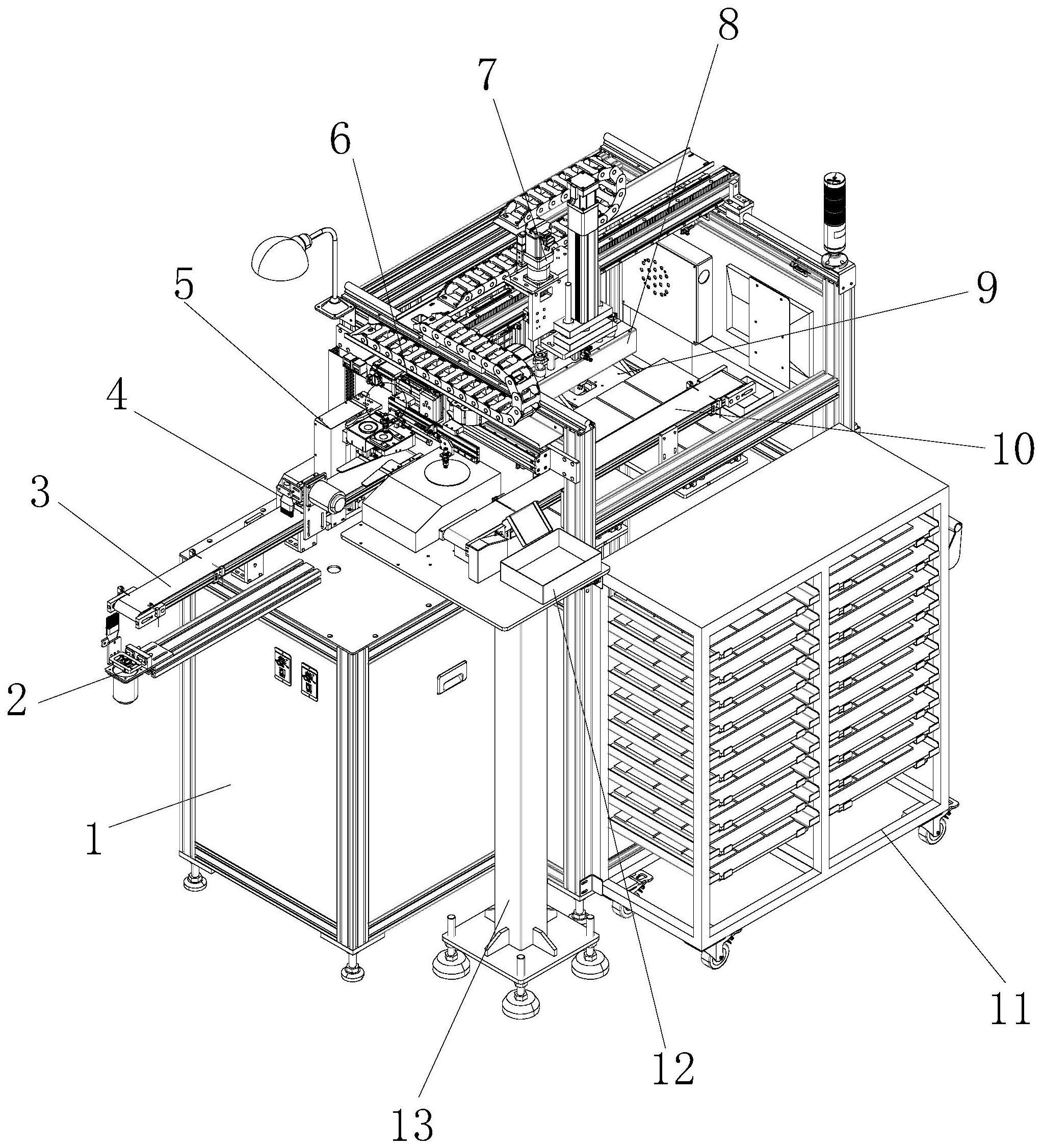
3、为实现上述目的,本发明提供如下技术方案:一种产品自动称重与负反馈的下料装置,包括机架,机架的上方设有进料皮带,进料皮带的出料端设有翻转机构,进料皮带的出料端的一侧设有称重平台,称重平台的上方放置有电子秤,进料皮带的出料端和电子秤的上方设有双工位移栽机构,电子秤的一侧设有出料步进皮带,出料步进皮带进料端的一侧设有不良品收集盒,出料步进皮带的侧面设有横移机构,横移机构的输出端上连接有磁吸组件,横移机构的下方设有升降伸缩叉,机架的一侧设有物料小车。
4、为了实现对产品的自动刷毛刺工艺,进一步地,进料皮带的进料端侧设有底面刷毛刺组件,进料皮带出料端的上方设有顶面刷毛刺组件;底面刷毛刺组件包括刷毛刺安装板,刷毛刺安装板上端的侧面安装有刷毛刺驱动电机,刷毛刺驱动电机的输出端上连接有偏心轴,刷毛刺安装板上还设有抖动框,抖动框与刷毛刺安装板通过导向轴滑动连接,偏心轴的端部通过轴承与抖动框连接,抖动框的侧面设有毛刷,顶面刷毛刺组件的结构与底面刷毛刺组件的结构相同。
5、为了实现对产品的自动翻面摆放,进一步地,翻转机构包括翻转机构支撑座,翻转机构支撑座上设有立板,立板上安装有同步带轮组,翻转机构支撑座的上方安装有升降电机,升降电机的输出端与同步带轮组连接,翻转机构支撑座上还安装有升降导轨,升降导轨的滑块上安装有升降块,升降块还与同步带轮组的同步带固定连接,升降块的内部转动有连接轴,连接轴的一端连接有磁吸块,连接轴的另一端连接有连杆,连杆的另一端上连接有凸轮轴承,立板上设有导向槽,凸轮轴承嵌入在导向槽内。
6、为了实现对产品的定位,确保双工位移栽机构可以精准的对产品进行吸取,进一步地,翻转机构支撑座的上方安装有横移导轨,横移导轨的滑块上连接有推料块,翻转机构支撑座上方的一侧安装有推料气缸,推料气缸的输出端与推料块连接,翻转机构支撑座上还安装有位于磁吸块一侧的定位座。
7、为了实现对产品的称重抓取、下料以及不良品下料,进一步地,双工位移栽机构包括横移模组,横移模组的输出端上安装有升降气缸,升降气缸的输出端上安装有吸嘴安装板,吸嘴安装板的一端上安装有第一真空吸嘴,吸嘴安装板上还安装有直线导轨和排不良气缸,排不良气缸的输出端与直线导轨的滑块连接,直线导轨的滑块上安装有第二真空吸嘴。
8、为了带动磁吸组件进行x轴和y轴方向的移动,进一步地,横移机构包括x轴移动模组,x轴移动模组的输出端上安装有y轴移动模组,y轴移动模组的输出端上安装有磁吸组件安装板。
9、为了实现对出料步进皮带上产品的吸取,进一步地,磁吸组件包括升降电缸,升降电缸安装在磁吸组件安装板上,升降电缸的输出端上连接有磁吸组件连接板,磁吸组件连接板的下方连接有磁吸底板,磁吸底板上安装有磁块升降气缸,磁块升降气缸的输出端上安装有磁铁安装板,磁铁安装板的底面上连接有磁块,磁吸底板上还连接有位于磁块下方的分隔板,磁铁安装板还与磁吸底板通过导向杆连接。
10、为了将装满产品的承烧板放入物料小车内,同时还可以实现对空板的切换,进一步地,升降伸缩叉包括升降直线导轨,升降直线导轨的侧面设有齿条,升降直线导轨的滑块上安装有升降连接块,升降连接块上安装有两级伸缩叉,升降连接块上还安装有升降驱动电机,升降驱动电机的输出端上安装有与齿条相啮合的齿轮。
11、在本发明中进一步地,所述的一种产品自动称重与负反馈的下料装置的实现方法,包括以下步骤:
12、(一)、产品经进料皮带输送到末端,升降电机动作,带动磁吸块下降将产品吸住,然后升降电机带动磁吸块向上移动,向上移动过程中,在凸轮轴承与导向槽的配合下,磁吸块向上翻转180度;
13、(二)、推料气缸动作,带动推料块将磁吸块上的产品推送进定位座内;
14、(三)、横移模组动作,带动第一真空吸嘴移动至定位座的上方,此时第二真空吸嘴位于电子秤的上方,升降气缸动作带动吸嘴安装板下降,第一真空吸嘴将定位座上的产品吸起,第二真空吸嘴将电子秤上的产品吸起,然后横移模组带动升降气缸横移,第一真空吸嘴将定位座上的产品放入电子秤上进行称重,并将称重数据传递至plc控制器;
15、(四)、plc控制器判断产品重量是否合格,如果是合格品,则由第二真空吸嘴放置在出料步进皮带上,如果是不合格品,排不良气缸伸出,第二真空吸嘴将产品放入不良品收集盒内;
16、(五)、合格品在出料步进皮带上等距向后输送,然后横移机构带动磁吸组件动作,将出料步进皮带上的合格品吸起,然后放置在升降伸缩叉上的承烧板上;
17、(六)、承烧板上放置设定数量的合格品后,两级伸缩叉动作,将装有合格品的承烧板放入物料小车内,并取出一块空的承烧板复位。
18、在本发明中进一步地,所述的一种产品自动称重与负反馈的下料装置的实现方法,负反馈的实现方法包括以下步骤:
19、(一)、将产品的重量数据分成若干个档位;
20、(二)、plc控制器以若干只产品的重量数据为一批次,去掉最高值与最低值后取平均值作为反馈依据;
21、(三)、当平均值处于偏差大的档位时,plc控制器给出停机信号,使前道工艺的伺服压机停止压制,并报警提醒工作人员检查前道工艺的伺服压机;
22、(四)、当平均值处于偏差小的档位时,plc控制器给出调节信号,使前道工艺的伺服压机自动调整自身的参数。
23、与现有技术相比,本发明的有益效果是:
24、1、本发明实现了产品的自动上料、自动称重、不良品下料、合格品下料以及合格品的装车,提高了产品称重的工作效率,降低了工作人员的劳动强度;本发明设置了翻转机构,实现了对产品的自动翻面摆放;
25、2、本发明设置了定位座,通过推料气缸带动推料块动作,将磁吸块上的产品推入至定位座内,实现了对产品的定位,确保双工位移栽机构可以精准的对产品进行吸取;
26、3、本发明通过双工位移栽机构的设置,实现了对产品的称重抓取、下料以及不良品下料;
27、4、本发明进料皮带的进料端侧设有底面刷毛刺组件,进料皮带出料端的上方设有顶面刷毛刺组件,实现了对产品的自动刷毛刺工艺;
28、5、本发明通过升降伸缩叉的设置,可以将装满产品的承烧板放入物料小车内,同时还可以实现对空板的切换;
29、6、本发明通过负反馈系统的设置,可以控制产品的重量尽量接近标准值,从而有效的提高了产品的合格率。
- 还没有人留言评论。精彩留言会获得点赞!