遥控型智能叠带机及其电气控制系统的制作方法
1.本发明涉及叠带机技术领域,尤其涉及遥控型智能叠带机及其电气控制系统。
背景技术:
2.传统的叠带机是将成卷的皮带叠放至平板车上,便于运输下井及使用,可大幅降低人工叠带的劳动强度,提高工作效率且增强操控安全,叠带机分为就地和遥控两种操作模式,放置架用于承放成卷的皮带,而皮带的吊装可采用行车、叉车或其他方式吊运,驱动架上有上下可调压辊驱动,用于牵引皮带做直线运动,驱动架上有两个调节手轮,用来夹紧皮带,摆动架前后作往复运动,将皮带叠放到平板车上;
3.但是其还存在一些问题:由于其高度是统一的,距离较大时,在皮带下落的过程容易造成其偏移,其无法控制皮带逐步上升逐步被折叠,无法保证其稳定性,导致折叠的效果较差,导致其无法实现智能化电控运行折叠的功能,智能化程度较低;
4.针对上述的技术缺陷,现提出一种解决方案。
技术实现要素:
5.本发明的目的在于:自动控制皮带逐步上升、逐步被折叠,从而保证皮带在较小的间距下被折叠,保证皮带折叠过程中稳定性,实现智能化电控运行折叠的功能,使皮带折叠的效果更佳;
6.还通过采集叠带机运行过程中的振动信息和叠带机运行过程中的轨迹信息并对其进行周期深化处理分析,通过中间数值,偏离结果、偏差结果和异常结果生成周期判断基准值,通过周期判断基准预判断本周期和下周期过渡过程中是否需要进行相应的周期维护,在保证机器正常运行的过程中,智能辅助降低工作人员检修频率,降低工作人员的劳动强度,使本发明的智能性更强。
7.为了实现上述目的,本发明采用了如下技术方案:
8.遥控型智能叠带机,包括底板和遥控器,所述底板的顶面对称设有放置架,所述放置架上活动安装有物料滚筒,所述底板的顶面还对称设有电控升降油缸,所述电控升降油缸的输出端固定安装有动力箱,所述动力箱的两侧固定设有支撑杆,所述支撑杆固定连接有支撑滑轨,所述支撑滑轨的两端连接有多级限位滑杆,所述多级限位滑杆的输出端与支撑滑轨固定连接,且支撑杆与多级限位滑杆的输出端固定连接,且支撑杆与多级限位滑杆呈夹角设置,所述多级限位滑杆的底端固定垂直安装于底板上,且多级限位滑杆与支撑滑轨呈垂直设置,所述动力箱上安装有往复驱动组件,所述往复驱动组件相对设置,两个所述往复驱动组件的输出端均滑动贯穿支撑滑轨延伸到其内部并传动连接有电动叠带组件,所述电动叠带组件的两侧壁与支撑滑轨的内壁抵接。
9.进一步的,所述往复驱动组件包括第一电动转杆,所述第一电动转杆转动设于动力箱内,所述第一电动转杆的外端套设有主动齿轮,所述主动齿轮的外端对称啮合连接有传动齿轮,所述传动齿轮的内端固定连接有传动转杆,所述传动转杆的两端通过轴承转动
设于动力箱内,且传动转杆的外端固定套设有半齿轮,两个所述半齿轮的齿面朝向相同设置,且两个半齿轮之间活动啮合连接有往复齿板,所述往复齿板的侧面与动力箱抵接,所述往复齿板的端部分别固定连接有连杆和限位杆,所述连杆滑动贯穿支撑滑轨的外壁延伸到其内并与电动叠带组件的限位箱固定连接,所述限位杆滑动贯穿支撑滑轨的外壁延伸到其内并螺纹套接有限位螺套,所述限位螺套的侧面与支撑滑轨抵接。
10.进一步的,所述电动叠带组件包括限位箱,所述限位箱的两侧与支撑滑轨滑动抵接,所述限位箱内转动设有限位滚筒、移动滚筒和第二电动转杆,所述限位滚筒与移动滚筒平行设置,且限位滚筒与移动滚筒处于同一水平面上,所述限位滚筒固定套设于第二电动转杆的外端,且移动滚筒与限位滚筒活动抵接,所述移动滚筒的内端通过轴承转动套设有移动滑杆,所述移动滑杆的两端部传动连接有电动推杆,所述电动推杆固定设于限位箱的外端,且电动推杆的输出轴与移动滑杆固定连接,所述电动推杆用于推动移动滑杆水平滑动,所述移动滑杆的两端与限位箱的侧壁滑动卡接。
11.进一步的,所述移动滑杆的两端固定设有滑凸,所述限位箱的侧壁开设有限位滑槽,所述滑凸嵌设于限位滑槽内。
12.遥控型智能叠带机的电气控制系统,包括监控服务器信号连接有信息采集单元,监控服务器内包括数据储存单元、数据分析单元和文本编辑单元;
13.信息采集单元用于采集叠带机运行过程中的振动信息和叠带机运行过程中的轨迹信息并将其发送到数据储存单元储存;
14.数据储存单元接收到叠带机运行过程中的振动信息和叠带机运行过程中的轨迹信息后将其储存并打包生成周期待检数据包,当储存达到预设时间时,将周期待检数据包发送给数据分析单元;数据分析单元接收到周期待检数据包后将其进行解压分析生成周期判断基准值,再将生成的周期判断基准值发送给数据储存单元储存,还将周期判断基准值a与预设判断值a进行比较,当周期判断基准值a大于预设判断值a值时,则生成周期维护信号;还将周期维护信号发送给文本编辑单元;
15.文本编辑单元用于接收周期维护信号并编辑周期维护文本。
16.进一步的,解压分析的具体过程如下:
17.将周期待检数据包内震动信息数据分别和预设区间进行比较,当将周期待检数据包内震动信息数据分别小于和其对应的预设区间的最小值时,则将周期待检数据包内震动信息数据分别与预设区间的最小值进行相减,且将相减的差值分别和与之对应的权重值一进行相乘,再将相乘的积进行相加得到偏离结果;
18.当将周期待检数据包内震动信息数据分别大于和其对应的预设区间的最大值时,则将周期待检数据包内震动信息数据分别与预设区间的最大值进行相减,且将相减的差值分别和与之对应的权重值二进行相乘,再将相乘的积进行相加得到偏差结果;
19.还将周期待检数据包内轨迹信息分别和与之对应的预设轨迹进行叠合,再分别获取周期待检数据包内轨迹信息的重叠度,且将重叠度分别和与之对应的预设重叠度进行比较,当重叠度分别大于与之对应的预设重叠度时,则将重叠度与预设重叠度进行相减,且将相减的值分别和与之对应的权重值三进行相乘,再将相乘的结果进行相加得到异常结果;且将偏离结果、偏差结果和异常结果分别修正化处理得到周期判断基准值。
20.综上所述,由于采用了上述技术方案,本发明的有益效果是:
21.1、本发明是将物料滚筒安装于放置架上,通过遥控器按下启动按钮后:自动控制电控升降油缸的输出轴下降,从而带动动力箱、往复驱动组件、支撑滑轨、电动叠带组件、多级限位滑杆和支撑杆下降到合适位置后,使工作人员无需爬高作业,保证其安全;控制部件悬停预设时间,再将皮带穿过电动叠带组件并进行锁紧处理,同步控制平板车进入到底板上,并处于电动叠带组件的正下方后,控制往复驱动组件驱动电动叠带组件在升降的过程中,启动并控制电动转杆旋转,电动转杆旋转后拉动与其锁紧的皮带,并向下对皮带进行推动,使皮带逐步上升、逐步被折叠,从而保证皮带在较小的间距下被折叠,保证皮带折叠过程中稳定性,实现智能化电控运行折叠的功能,使皮带折叠的效果更佳;
22.2、本发明还通过采集叠带机运行过程中的振动信息和叠带机运行过程中的轨迹信息并对其进行周期深化处理分析,通过中间数值,偏离结果、偏差结果和异常结果生成周期判断基准值,通过周期判断基准预判断本周期和下周期过渡过程中是否需要进行相应的周期维护,在保证机器正常运行的过程中,智能辅助降低工作人员检修频率,降低工作人员的劳动强度,使本发明的智能性更强。
附图说明
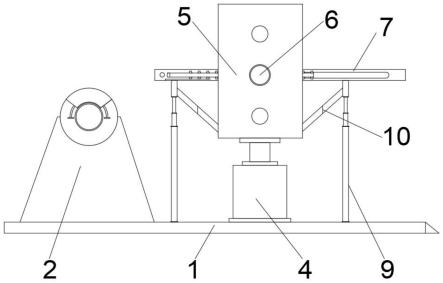
23.图1示出了本发明的主视图;
24.图2示出了本发明的俯视图;
25.图3示出了图2的a处局部放大图;
26.图4示出了往复驱动组件的结构示意图;
27.图5示出了本发明的流程框图;
28.图例说明:1、底板;2、放置架;3、物料滚筒;4、电控升降油缸;5、动力箱;6、往复驱动组件;7、支撑滑轨;8、电动叠带组件;9、多级限位滑杆;10、支撑杆;601、第一电动转杆;602、主动齿轮;603、传动齿轮;604、传动转杆;605、半齿轮;606、往复齿板;607、连杆;608、限位杆;801、限位箱;802、限位滚筒;803、移动滚筒;804、第二电动转杆;805、移动滑杆;806、电动推杆。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
30.实施例1:
31.如图1-4所示,遥控型智能叠带机,包括底板1和遥控器,底板1的顶面对称设有放置架2,放置架2上活动安装有物料滚筒3,物料滚筒3用于收卷物料,底板1的顶面还对称设有电控升降油缸4,电控升降油缸4的输出端固定安装有动力箱5,通过控制电控升降油缸4输出端的高度,从而控制动力箱5及其相关部件的高度,动力箱5的两侧固定设有支撑杆10,支撑杆10固定连接有支撑滑轨7,支撑滑轨7的两端连接有多级限位滑杆9,多级限位滑杆9的输出端与支撑滑轨7固定连接,且支撑杆10与多级限位滑杆9的输出端固定连接,且支撑杆10与多级限位滑杆9呈夹角设置,多级限位滑杆9的底端固定垂直安装于底板1上,且多级
限位滑杆9与支撑滑轨7呈垂直设置,多级限位滑杆9用于保证连接部件升降过程中的稳定性,动力箱5上安装有往复驱动组件6,往复驱动组件6相对设置,两个往复驱动组件6的输出端均滑动贯穿支撑滑轨7延伸到其内部并传动连接有电动叠带组件8,电动叠带组件8的两侧壁与支撑滑轨7的内壁抵接;
32.往复驱动组件6包括第一电动转杆601,第一电动转杆601转动设于动力箱5内,第一电动转杆601的外端套设有主动齿轮602,主动齿轮602的外端对称啮合连接有传动齿轮603,传动齿轮603的内端固定连接有传动转杆604,传动转杆604的两端通过轴承转动设于动力箱5内,且传动转杆604的外端固定套设有半齿轮605,两个半齿轮605的齿面朝向相同设置,且两个半齿轮605之间活动啮合连接有往复齿板606,往复齿板606的侧面与动力箱5抵接,往复齿板606的端部分别固定连接有连杆607和限位杆608,连杆607滑动贯穿支撑滑轨7的外壁延伸到其内并与电动叠带组件8的限位箱801固定连接,限位杆608滑动贯穿支撑滑轨7的外壁延伸到其内并螺纹套接有限位螺套,限位螺套的侧面与支撑滑轨7抵接;
33.控制第一电动转杆601旋转并带动与其固定的主动齿轮602旋转,主动齿轮602旋转后带动与其外端对称啮合的传动齿轮603旋向相反旋转,传动齿轮603旋向相反旋转后带动与其固定套设的传动转杆604旋向相反旋转,传动转杆604旋向相反旋转后带动与其固定套设的两个半齿轮605旋向相反旋转,且两个半齿轮605的齿面朝向相同设置,因此两个半齿轮605旋向相反旋转后,其中一个半齿轮605推动与其啮合的往复齿板606向前运动,当此半齿轮605脱离与往复齿板606啮合后,另一个半齿轮605旋推动与啮合的往复齿板606向后运动,从而实现循环式往复驱动往复齿板606伸缩,保证传动的流畅程度,往复齿板606伸缩后带动与其固定的连杆607和限位杆608沿支撑滑轨7的滑轨道滑动,连杆607沿支撑滑轨7的滑轨道滑动后带动与其固定的限位箱801往复滑动,限位杆608则进一步加强往复齿板606伸缩的稳定性,当限位箱801往复滑动后保证电动叠带组件8往复滑动,配合实现折叠功能;
34.电动叠带组件8包括限位箱801,限位箱801的两侧与支撑滑轨7滑动抵接,限位箱801内转动设有限位滚筒802、移动滚筒803和第二电动转杆804,限位滚筒802与移动滚筒803平行设置,且限位滚筒802与移动滚筒803处于同一水平面上,限位滚筒802固定套设于第二电动转杆804的外端,且移动滚筒803与限位滚筒802活动抵接,移动滚筒803的内端通过轴承转动套设有移动滑杆805,移动滑杆805的两端部传动连接有电动推杆806,电动推杆806固定设于限位箱801的外端,且电动推杆806的输出轴与移动滑杆805固定连接,电动推杆806用于推动移动滑杆805水平滑动,移动滑杆805的两端与限位箱801的侧壁滑动卡接,移动滑杆805的两端固定设有滑凸,限位箱801的侧壁开设有限位滑槽,滑凸嵌设于限位滑槽内,在移动滑杆805水平滑动的过程中,滑凸沿限位滑槽滑动,从而增强移动滑杆805滑动时的稳定性;当皮带穿过限位滚筒802和移动滚筒803之间时,控制电动推杆806推动移动滑杆805滑动后带动与其转动套设的移动滚筒803滑动并将皮带抵接到限位滚筒802端面,实现对皮带的锁紧,当锁紧皮带后启动第二电动转杆804运行带动限位滚筒802旋转,限位滚筒802旋转后推动皮带向下并拉动皮带使其绷直;
35.本发明的工作过程及原理如下:
36.将物料滚筒3安装于放置架2上,通过遥控器按下启动按钮后:控制电控升降油缸4的输出轴下降,从而带动动力箱5、往复驱动组件6、支撑滑轨7、电动叠带组件8、多级限位滑
杆9和支撑杆10下降到合适位置后,使工作人员无需爬高作业,保证其安全;控制部件悬停预设时间,预设时间通常为2分钟-5分钟,再将皮带穿过电动叠带组件8并进行锁紧处理,同步控制平板车进入到底板1上,并处于电动叠带组件8的正下方后,控制往复驱动组件6驱动电动叠带组件8在升降的过程中,启动并控制第二电动转杆804旋转,第二电动转杆804旋转后拉动与其锁紧的皮带,并向下对皮带进行推动,使皮带逐步上升、逐步被折叠,从而保证皮带在较小的间距下被折叠,保证皮带折叠过程中稳定性,实现智能化电控运行折叠的功能,使皮带折叠的效果更佳。
37.实施例2:
38.如图5所示,基于实施例1,遥控型智能叠带机的电气控制系统包括监控服务器,监控服务器信号连接有信息采集单元;
39.信息采集单元用于采集叠带机运行过程中的振动信息和叠带机运行过程中的轨迹信息并将其发送到数据储存单元储存;
40.叠带机运行过程中的振动信息通过设置若干振动传感器采集各核心部件的震动信息生成,如采集电动叠带组件8的震动频率值和震动幅度值、往复齿板606的震动频率值和震动幅度值等;叠带机运行过程中的轨迹信息通过设置若干位移传感器采集各核心部件的位置生成,如通过位移传感器采集限位箱801的移动轨迹、连杆607的移动轨迹等;
41.数据储存单元接收到叠带机运行过程中的振动信息和叠带机运行过程中的轨迹信息后将其储存并打包生成周期待检数据包,当储存达到预设时间时,将周期待检数据包发送给数据分析单元;
42.数据分析单元接收到周期待检数据包后将其进行解压分析:
43.解压分析的具体过程如下:
44.将周期待检数据包内震动信息数据分别和预设区间进行比较,当将周期待检数据包内震动信息数据分别小于和其对应的预设区间的最小值时,则将周期待检数据包内震动信息数据分别与预设区间的最小值进行相减,且将相减的差值分别和与之对应的权重值一进行相乘,再将相乘的积进行相加得到偏离结果,
45.当将周期待检数据包内震动信息数据分别大于和其对应的预设区间的最大值时,则将周期待检数据包内震动信息数据分别与预设区间的最大值进行相减,且将相减的差值分别和与之对应的权重值二进行相乘,再将相乘的积进行相加得到偏差结果;
46.还将周期待检数据包内轨迹信息分别和与之对应的预设轨迹进行叠合,再分别获取周期待检数据包内轨迹信息的重叠度,且将重叠度分别和与之对应的预设重叠度进行比较,当重叠度分别大于与之对应的预设重叠度时,则将重叠度与预设重叠度进行相减,且将相减的值分别和与之对应的权重值三进行相乘,再将相乘的结果进行相加得到异常结果;
47.且将偏离结果、偏差结果和异常结果分别进行标定q、w和e,并经公式a=e4*e1*q+e2*w+e3*e,得到周期判断基准值a,当周期判断基准值a生成后将其发送给数据储存单元储存;其中e1、e2、e3和e4均为修正值,修正值使模拟计算的结果更加的接近真实值,其中e1+e2=1,e3+e4=1,
48.权重值和修正值均为通过大量数据模拟、研究员凭借经验的预设值;
49.还将周期判断基准值a与预设判断值a进行比较,当周期判断基准值a大于预设判断值a值时,则生成周期维护信号,反之,则不生成信号,设备正常运行,下一周期无需进行
检修维护的工作;
50.还将周期维护信号发送给文本编辑单元;
51.文本编辑单元用于接收周期维护信号并编辑周期维护文本,周期维护文本为“需要维护人员在下一个作业前对叠带机进行整体性检修维护”;
52.本发明在基于实施例1电路自动控制运行的基础上,进一步通过采集叠带机运行过程中的振动信息和叠带机运行过程中的轨迹信息并对其进行周期深化处理分析,通过中间数值,偏离结果、偏差结果和异常结果生成周期判断基准值,通过周期判断基准预判断本周期和下周期过渡过程中是否需要进行相应的周期维护,在保证机器正常运行的过程中,智能辅助降低工作人员检修频率,降低工作人员的劳动强度,使本发明的智能性更强。
53.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1