一种餐盒自动堆叠装袋装置的制作方法
1.本发明涉及一种收集装置,具体为一种餐盒自动堆叠装袋装置。
背景技术:
2.现有的餐盒多采用将淀粉基塑料等材料制成的料带热压吸塑成型后,剪切落料,而后收集装袋。现有的自动吸塑成型机已在走料、预热、真空吸塑、剪切落料这些步骤实现了自动化,生产速度和效率均得到极大提升,但在收集装袋步骤上还未实现自动化,每一台吸塑成型机均需要至少2人进行收集装袋工作,2名收集人员在进行收集装袋工作的同时,还要对出产的餐盒质量进行目视检测,工作量十分巨大,况且由于吸塑成型机自身发热量巨大,即使在冬季其周边温度也会达到30℃以上,在其他季节工作环境更加恶劣,遇到生产时间紧迫时,还需24小时连续倒班工作,连续的高强度工作十分不利于工作人员身体健康。
3.目前,一般的集料装袋装置多用于硬质工件,如餐盒这样的轻薄、软质且易损的物件无法适用。
技术实现要素:
4.为了解决现有技术的不足,本发明提供一种餐盒自动堆叠装袋装置。
5.本发明采用如下技术方案:一种餐盒自动堆叠装袋装置,包括输送单元、收集单元、封装单元,其中,所述输送单元包括输送带,所述封装单元包括封口机,所述收集单元设置于所述输送带输送方向侧方,包括餐盒抓取装置,供袋装置;所述餐盒抓取装置包括水平设置的门型转架,所述门型转架的横臂匹配有旋转装置,所述门型转架的两纵臂安装有以吸附方式拿取餐盒的吸附组件,所述吸附组件匹配有升降装置,所述餐盒抓取装置通过门型转架的旋转使所述吸附组件在取料工位和放料工位之间切换;所述供袋装置包括储袋箱,第一吸附板,第二吸附板,所述第一吸附板匹配有升降装置用于其在低位取袋和高位撑袋,所述第一吸附板匹配有翻转装置实现其吸附面向下/朝向第二吸附板两个方向的切换,所述第一吸附板、第二吸附板各自匹配有水平位移装置用于二者对接、封装袋开口、封装袋合口;所述封装单元包括封装输送带和封口机,所述封装输送带将装袋完毕的封装袋输送至封口机。
6.所述的一种餐盒自动堆叠装袋装置,其特征是:所述收集单元还包括撑袋装置,所述撑袋装置包括第一撑袋臂和第二撑袋臂,第一撑袋臂、第二撑袋臂各自匹配水平位移装置和升降装置,二者水平位移方向分别与第一吸附板、第二吸附板撑袋方向相同,二者通过升降实现准备工位和撑袋工位之间的切换。
7.所述的一种餐盒自动堆叠装袋装置,其特征是:所述封装单元还包括合口导向架,所述合口导向架包括相对设置的两个导向板,所述导向板中间部分为直板,两端部向外侧折弯,使两导向板形成中间为直缝、两侧为喇叭口的导向通道,所述合口导向架两侧分别为
第一吸附板、第二吸附板的对接位置和封口机入口。
8.所述的一种餐盒自动堆叠装袋装置,其特征是:所述储袋箱内部为顶面开口的储袋腔,所述储袋腔为方形容腔,所述储袋腔内设置升降平台,封装袋叠放于升降平台上。
9.所述的一种餐盒自动堆叠装袋装置,其特征是:还包括质检单元,所述质检单元设置于所述输送单元输送末端,包括滑道,收集盒,所述滑道入口前设置喇叭口和感应助推装置,所述感应助推装置包括光电传感器和吹气组件,餐盒移动至滑道入口处时触发光电传感器,光电传感器被触发后,吹气组件将餐盒吹入滑道中并滑落至收集盒中。
10.本发明通过吸盘的抓取方式,适用于餐盒类的软质易损物件的收集封装,大大节省人力成本,动力吸附均采用气动方式,可用吸塑机本身的气动装置,有效降低成本。
附图说明
11.图1为本发明立体结构示意图;图2为本发明俯视结构示意图;图3为本发明餐盒抓取装置结构示意图;图4为本发明供袋装置结构示意图;图5为本发明储袋箱结构示意图;图6为本发明第一吸附板安装结构示意图;图7为本发明第二吸附板安装结构示意图;图8为本发明升降平台结构示意图;图9为本发明第一吸附板、第二吸附板相对位置示意图;图10为本发明第一撑袋装置、第二撑袋装置安装位置示意图;图11为本发明封装单元安装结构示意图;图12为本发明质检单元安装结构示意图。
12.图中,1-输送单元,101-输送带,2-收集单元,21-餐盒抓取装置,211-门型转架,212-旋转气缸,213-吸盘升降气缸,22-供袋装置,221-储袋箱,2211-升降平台,222-第一吸附板,2221-z型板,2222-吸附安装板,223-第二吸附板,224-第一撑袋装置,2241-第一撑袋臂,2242-第二撑袋臂,2243-双出杆气缸,225-第二撑袋装置,3-封装单元,301-封口机,302-合口导向架,303-封装输送带,4-质检单元,41-滑道,42-收集盒,43-滑道安装架,44-感应助推装置。
具体实施方式
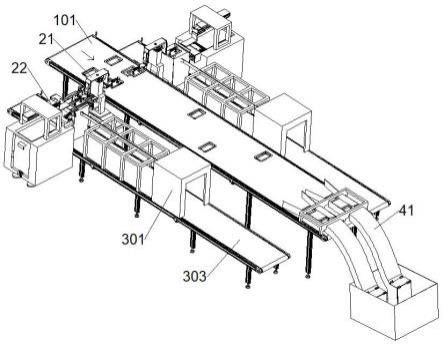
13.如图1、2所示,一种餐盒自动堆叠装袋装置,包括输送带101,输送带101两侧分别设置一组收集单元2。收集单元2包括餐盒抓取装置和供袋装置。如图3所示,餐盒抓取装置包括门型转架211,门型转架横臂底部设置有旋转气缸并与之连接支撑,驱动门型转架211旋转,门型转架211两纵臂上安装有吸盘升降气缸213,吸盘升降气缸213活塞杆通过安装
块,安装板与两个吸盘固定连接,门型转架211每转过180
°
,两纵臂所对应的吸盘便由输送带101一侧的取料工位和另一侧的放料工位之间切换。
14.如图4-10所示,供袋装置包括储袋箱221,第一吸附板222,第二吸附板223,第一撑袋装置224,第二撑袋装置225。其中,储袋箱221内部为顶面开口的储袋腔,储袋腔为方形容腔,所述储袋腔内设置升降平台2211,封装袋叠放于升降平台2211上,升降平台2211为伺服升降平台,其升降机构为电机驱动丝杆或其他升降驱动方式。储袋箱221上设置一门型架,门型架上水平设置一气缸,该水平设置的气缸驱动z型板2221,z型板2221连接吸附安装板2222,吸附安装板2222设置有一个升降气缸和一个水平翻转气缸,水平翻转气缸安装于升降气缸的滑动部分,第一吸附板222安装于水平翻转气缸的旋转部分。第一吸附板222在升降气缸带动下,高位与第二吸附板223同高度,低位到达储袋箱顶部的取袋位置。当第一吸附板222位于低位时,水平翻转气缸动作使其吸附面朝下,拿取封装袋,当第一吸附板222位于高位时,水平翻转气缸动作使其吸附面朝向第二吸附板223。
15.第二吸附板223与餐盒抓取装置21共用机架,第二吸附板223匹配有一水平气缸并安装于气缸活塞杆上。
16.第一吸附板222、第二吸附板223吸附面阵列设置有若干吸附口,并对外连接气动系统。
17.第一撑袋装置224安装于储袋箱221上,包括第一撑袋臂2241,第二撑袋臂2242,双出杆气缸2243,双出杆气缸2243安装于一升降气缸之上,该升降气缸通过角铁固定于储袋箱221上,两侧活塞杆分别通过连接架连接第一撑袋臂2241,第二撑袋臂2242,双出杆气缸2243活塞杆运动方向与第一吸附板222、第二吸附板223水平运动方向相同。第二撑袋装置225设置于第一撑袋装置224对向位置,并与餐盒抓取装置21共用机架。第一撑袋臂2241,第二撑袋臂2242通过其所匹配的升降气缸使其实现高位的准备工位和低位的撑袋工位之间的切换。
18.如图11所示,封装单元3包括封口机301、合口导向架302、封装输送带303,合口导向架302包括相对设置的两个导向板,导向板中间部分为直板,两端部向外侧折弯,使两导向板形成中间为直缝、两侧为喇叭口的导向通道,合口导向架302两侧分别为第一吸附板、第二吸附板的对接位置和封口机301入口,封装输送带303设置于第一吸附板222、第二吸附板223对接位置、合口导向架302、封口机301底部。
19.如图12所示,质检单元4设置于输送带101末端,包括滑道41,收集盒42,滑道41位于输送带101一侧安装有滑道安装架43,滑道安装架43前端设置喇叭口,滑道安装架43位于滑道41入口处安装有感应助推装置44,感应助推装置44包括光电传感器和吹气组件,餐盒移动至滑道入口处时触发光电传感器,光电传感器被触发后,吹气组件将餐盒吹入滑道中并滑落至收集盒42中。
20.在餐盒抓取装置21抓取餐盒之前,第一吸附板222吸附面朝向下,下降至低位吸附拿取封装袋,而后上升至高位,水平移动至储袋箱外,水平旋转90
°
,使其吸附面与第二吸附板223吸附面相对,两吸附板水平对向移动至吸附面贴合,此时,第二吸附板223吸附封装袋另一面,第一吸附板222、第二吸附板223远离,打开封装袋。
21.进一步地,为达到更好的封装袋开口效果,当第一吸附板222、第二吸附板223打开封装袋后,第一撑袋装置224所匹配的升降气缸将第一撑袋装置224由高位的准备工位下降
至低位的撑袋工位,第一撑袋臂2241、第二撑袋臂2242下降至封装袋开口内,双出杆气缸2243活塞杆向外运动,使第一撑袋臂2241、第二撑袋臂2242打开,进一步增强开口效果。第二撑袋装置225与第一撑袋装置224同步动作。
22.装置工作时,餐盒由剪切工位以固定速度输送,当餐盒到达取料工位时,位于取料工位的餐盒抓取装置21中一侧纵臂的吸盘下降并加负压吸附餐盒,上升并旋转180
°
到达放料工位,而后下降,吸盘加正压,将餐盒叠放于封装袋内。
23.预设每个封装袋的装载数量,当达到装载数量时,餐盒抓取装置21停止工作,第一撑袋装置224、第二撑袋装置225运行至高位的准备工位。第一吸附板222、第二吸附板223相向运动将封装袋袋口贴合,贴合后吸附面的吸附口加正压,封装输送带303启动,使封装袋朝向封口机301方向运动,合口导向架302保证封装袋袋口在向封口机301运动的过程中不再打开,封装袋运行至封口机301封口后即完成封装。
24.每次封装袋装满需要转运至封口机301时,餐盒抓取装置21停止工作,停止时间设置为一组餐盒的走料时间,该组未被抓取的餐盒最终输送至质检单元4,当其到达滑道41入口处时触发光电传感器,光电传感器被触发后,吹气组件将餐盒吹入滑道中并滑落至收集盒42中。质检员针对收集盒内的餐盒进行质检。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1