一种全自动魔芋爽一片式扫码装箱系统的制作方法
1.本实用新型涉及食品包装技术领域,具体涉及一种全自动魔芋爽一片式扫码装箱系统。
背景技术:
2.在食品生产如魔芋爽生产过程中,需要对魔芋爽封装装箱以满足食品的出货销售。在完成魔芋爽封装后,完成需要进行品检而后装箱入库。现有对魔芋爽的装箱通常又人工将盒装产品一一扫码,然后进行排序装箱,人力消耗多且劳动强度大,生产效率低下;纸箱耗材成本高,且消耗回收环保性差。
技术实现要素:
3.有鉴于此,本实用新型提供一种全自动魔芋爽一片式扫码装箱系统,以解决现有食品包装装箱效率不高的问题。
4.为解决上述技术问题,本实用新型提供一种全自动魔芋爽一片式扫码装箱系统,包括:分配传输机构,所述分配传输机构两端对应设有转向输送机构,且转向输送机构末端对应设有传输机构;
5.集料机构,所述集料机构两侧分别与传输机构末端对应并接受食品封装袋,且集料机构将若干食品封装袋归集成阵列排布的食品封装袋集料;
6.装箱封装机构,所述装箱封装机构包括其前端设置的集料输送机构,所述集料输送机构接受所述集料机构归集的食品封装袋集料;所述装箱封装机构位于集料输送机构末端对应设有吸盘上料落料组件;所述装箱封装机构中后部设有链条传输组件,且链条输送组件上方对应设有热熔胶喷涂组件;
7.自动纸箱成型机构,与集料输送机构末端对应设于集料机构一侧;所述自动纸箱成型机构将纸箱片折叠成纸箱并输送至吸盘上料落料组件下方;所述吸盘上料落料组件可抓取食品封装袋集料放入纸箱内。
8.优选地,所述集料机构包括集料机箱以及设于集料机箱中央的集料输送机构,且集料机箱两侧与传输机构末端对应平行设有侧导向传输机构;所述集料机箱上端卡接有导轨推料组件。
9.优选地,所述自动纸箱成型机构包括纸箱机箱,所述纸箱机箱上四侧对应设有定位夹持组件,且定位夹持组件之间构成纸箱片库;所述纸箱机箱与集料机箱对应设有纸箱折叠成型组件;所述纸箱机箱中央设有输送机构,输送机构可拨动纸箱片库底层纸箱料片至纸箱折叠成型组件处。
10.优选地,所述分配传输机构包括两相对设置的支撑边梁,且两支撑边梁两端转动设有轴辊,两根轴辊上套装有输送带;所述输送带上沿着宽度方向设有爪块;与所述轴辊配合设有驱动机构,且驱动机构驱动传送带正转或翻转。
11.优选地,与所述分配传输机构一侧对应设有来料输送机构,所述来料输送机构将
食品封装袋输送至分配传输机构上。
12.优选地,所述传输机构集成设有激光扫码机构。
13.优选地,所述链条传输组件末端对应设有称重剔除机构。
14.优选地,所述转向输送机构、传输机构及集料输送机构采用柔性传输链板。
15.本实用新型的上述技术方案的至少包括以下技术效果:
16.1、本技术实施例的一片式扫码装箱系统,可食品封装袋一一自动扫码,通过集料机构、装箱封装机构实现食品封装袋的自动装箱,包装纸箱则通过热熔胶喷涂组件喷胶粘合成一片式纸箱,该系统大大提高了装箱质量和装箱效率,且能够降低封装纸箱的制造成本;
17.2、本技术实施例的集料机构可便捷高效的实现对食品封装袋或食品包装盒进行集料汇总;
18.3、本技术实施例的自动纸箱成型机构可自动高效、便捷的实现纸箱片的成型,满足自动化装箱需求;
19.4、本技术实施例的装箱封装机构可自动实现食品封装袋的集料、填装、封箱,提高食品封装袋的装箱效率。
附图说明
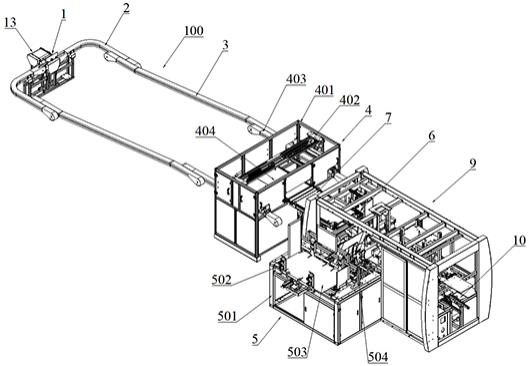
20.图1为本技术实施例的扫码装箱系统结构示意图;
21.图2为本技术实施例的扫码装箱系统俯视图;
22.图3为本技术实施例的分配传输机构俯视图。
23.附图标记:
24.100、扫码装箱系统;1、分配传输机构;101、支撑边梁;102、伺服电机;103、轴辊;104、传动带轮;105、传动带;106、驱动带轮;107、输送带;108、爪块;
25.2、转向输送机构;3、传输机构;
26.4、集料机构;401、集料机箱;402、导轨推料组件;403、侧导向传输机构;404、第一集料输送机构
27.5、自动纸箱成型机构;501、纸箱机箱;502、定位夹持组件;503、纸箱片;504、纸箱折叠成型组件;
28.6、吸盘上料落料组件;7、第二集料输送机构;8、食品封装袋集料;9、装箱封装机构;10、链条传输组件;11、热熔胶喷涂组件;12、称重剔除机构;13、来料输送机构。
具体实施方式
29.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图1-3,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
30.具体实施例如下,如图1-2所示:一种全自动魔芋爽一片式扫码装箱系统,包括:分配传输机构1,所述分配传输机构两端对应设有转向输送机构2,且转向输送机构末端对应设有传输机构3,与所述分配传输机构一侧对应设有来料输送机构13,所述来料输送机构将
食品封装袋输送至分配传输机构上;分配传输机构可将食品封装袋安装需求分配给相应的转向输送机构,从而实现食品封装袋的分类或任务排送,满足后续食品封装袋的分类装箱;集料机构4,所述集料机构两侧分别与传输机构末端对应并接受食品封装袋,且集料机构将若干食品封装袋归集成阵列排布的食品封装袋集料8;装箱封装机构9,所述装箱封装机构包括其前端设置的集料输送机构,所述集料输送机构接受所述集料机构归集的食品封装袋集料,该集料输送机构为第二集料输送机构7;所述装箱封装机构9位于集料输送机构末端对应设有吸盘上料落料组件6;所述装箱封装机构中后部设有链条传输组件10,且链条输送组件上方对应设有热熔胶喷涂组件11;自动纸箱成型机构5,与集料输送机构末端对应设于集料机构一侧;所述自动纸箱成型机构将纸箱片503折叠成纸箱并输送至吸盘上料落料组件下方;所述吸盘上料落料组件可抓取食品封装袋集料放入纸箱内;完成装料的纸箱由链条传输组件向装箱封装机构后端移动,热熔胶喷涂组件可对纸箱上侧盖板涂胶并封装,从而实现包装箱的封口。本实施例中的一片式扫码装箱系统,可食品封装袋一一自动扫码,通过集料机构、装箱封装机构实现食品封装袋的自动装箱,包装纸箱则通过热熔胶喷涂组件喷胶粘合成一片式纸箱,该系统大大提高了装箱质量和装箱效率,且能够降低封装纸箱的制造成本。
31.在本技术的一实施例中,如图1所示,所述集料机构4包括集料机箱401以及设于集料机箱中央的集料输送机构,集料输送机构为第一集料输送机构404,且集料机箱两侧与传输机构末端对应平行设有侧导向传输机构403;所述集料机箱上端卡接有导轨推料组件402;工作时,从传输机构传输过来的食品封装袋转移至侧导向传输机构上,并由侧导向传输机构传递至集料机箱内,并由导轨推料组件将食品封装袋推动一次推送至第一集料输送机构上形成3*6排列,并由第一集料输送机构向装箱封封装机构传输。本实施例,集料机构可便捷高效的实现对食品封装袋或食品包装盒进行集料汇总。
32.在本技术的一实施例中,如图1所示,所述自动纸箱成型机构包括纸箱机箱501,所述纸箱机箱上四侧对应设有定位夹持组件502,且定位夹持组件之间构成纸箱片库,若干张纸箱片放入由定位夹持组件组成的纸箱片库中;所述纸箱机箱与集料机箱对应设有纸箱折叠成型组件504;所述纸箱机箱中央设有输送机构,输送机构可拨动纸箱片库底层纸箱料片至纸箱折叠成型组件处,并由纸箱折叠成型组件折叠成上端开口的纸箱,并将纸箱输送至吸盘上料落料组件下方待命。本实施例中,自动纸箱成型机构可自动高效、便捷的实现纸箱片的成型,满足自动化装箱需求。
33.在本技术的一实施例中,如图1所示,所述分配传输机构1包括两相对设置的支撑边梁101,且两支撑边梁两端转动设有轴辊103,两根轴辊上套装有输送带107;所述输送带上沿着宽度方向设有爪块108;与所述轴辊配合设有驱动机构,驱动机构包括设于轴辊一端的传动带轮104、设于伺服电机102驱动轴端的驱动带轮106,传动带轮与驱动带轮通过传动带105传动连接,且驱动机构驱动传送带正转或翻转,传送带及其上的爪块可便捷的实现食品包装袋的分向传输,从而实现食品封装袋根据需求分配分类。
34.在本技术的一实施例中,所述传输机构3集成设有激光扫码机构,该扫码机构可对每一件产品进行扫码记录,保证每一件产品均有记录可查。
35.在本技术的另一实施例中,如图2所示,所述链条传输组件10末端对应设有称重剔除机构12;称重剔除机构设定每一箱产品的正常产品重量的区间,从而根据重量传感器检
测重量偏差,将漏装包装箱剔除系统。
36.基于以上实施例中,所述转向输送机构、传输机构及集料输送机构均采用柔性传输链板机构,从而保证传输过程的安全性能。
37.本实用新型的使用方法或工作原理:
38.本技术实施例的全自动魔芋爽一片式扫码装箱系统,来料输送机构将食品封装袋输送至分配传输机构上;分配传输机构可将食品封装袋安装需求分配给相应的转向输送机构,从而实现食品封装袋的分类或任务排送,满足后续食品封装袋的分类装箱;集料机构两侧分别与传输机构末端对应并接受食品封装袋,且集料机构将若干食品封装袋归集成阵列排布的食品封装袋集料;装箱封装机构包括其前端设置的集料输送机构,集料输送机构接受集料机构归集的食品封装袋集料;装箱封装机构于集料输送机构末端对应设有吸盘上料落料组件;装箱封装机构中后部设有链条传输组件,且链条输送组件上方对应设有热熔胶喷涂组件;自动纸箱成型机构与集料输送机构末端对应设于集料机构一侧;自动纸箱成型机构将纸箱片折叠成纸箱并输送至吸盘上料落料组件下方;吸盘上料落料组件可抓取食品封装袋集料放入纸箱内;完成装料的纸箱由链条传输组件向装箱封装机构后端移动,热熔胶喷涂组件可对纸箱上侧盖板涂胶并封装,从而实现包装箱的封口。
39.在本实用新型中,除非另有明确的规定和限定,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
40.以上是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1