一种压缩毛巾折叠机构及多段折叠装置的制作方法
1.本实用新型涉及无纺布加工设备领域,特别涉及一种压缩毛巾折叠机构及多段折叠装置。
背景技术:
2.当前,无纺布行业用的折叠刀机构多为两个对称的渐开线形态的刀片组成,该刀片工作时做相对运动,将无纺布折叠送入下级输送带之后利用渐开线的曲线特性旋转退出,该折叠刀机构结构简单、旋转退出时不会拉偏材料。但是现有技术在实际使用过程中仍存在着渐开线形态的刀片接触面是个曲线,在工作过程中刀片与材料是点接触,前级输送带的材料中线需要和折叠刀机构中心线重合才能工作,对输送机构的精度要求高并需配置纠偏机构,同时渐开线形态的刀片设计和加工复杂、不能适应不同宽度的材料。
技术实现要素:
3.因此,针对上述的问题,本实用新型提出一种压缩毛巾折叠机构及多段折叠装置,其解决现有技术在实际使用过程中对输送机构的精度要求高并需配置纠偏机构;同时渐开线形态的刀片设计和加工复杂、不能适应不同宽度的材料的问题。
4.本实用新型的技术方案是这样实现的:
5.一种压缩毛巾折叠机构,所述折叠机构安装于机架上,所述折叠机构为第一段折叠机构,所述第一段折叠机构包括一对相对设置的折叠刀组件,所述折叠刀组件下端为一个平面,所述折叠刀组件包括驱动齿轮组和双曲柄构件,所述双曲柄构件包括双曲柄和第一折刀,所述第一折刀与所述双曲柄转动连接并组成平行四边形双曲柄构件,所述驱动齿轮组驱动双曲柄做圆周运动并对所述第一折刀进行虚约束。
6.进一步地,所述折叠装置包括如上述所述的压缩毛巾折叠机构,还包括第二段折叠机构、第一输送带、第二输送带、第三输送带和第四输送带,所述第一输送带、第二输送带、第三输送带和第四输送带分别由一对相向同步运动的皮带上下设置而成,用于夹持和运输毛巾;
7.所述第二输送带的传输入口与所述第一输送带的传输出口对接,所述第二输送带的传输出口分别与所述第三输送带和第四输送带的传输入口对接;所述第二段折叠机构包括传动组件和第二折刀,所述传动组件驱动所述第二折刀作直线往复运动。
8.进一步地,所述第一输送带的中心线高度与所述第一折刀下端运动轨迹的最高点与最低点的中心高度一致,所述第一输送带的中心线与所述第一折刀成垂直关系。
9.进一步地,所述第二输送带的中心线与所述第一折刀重合。
10.进一步地,所述第二输送带上端左侧设有托板,所述托板的高度低于所述第一输送带的中心线高度1-5mm。
11.进一步地,所述第二折刀作直线往复运动的轨迹中点与所述第二输送带的中心线重合。
12.进一步地,所述第二折刀为长条形钢片,其厚度为1-3mm。
13.进一步地,所述传动组件包括折刀支架、连杆、第二曲柄和曲柄驱动,所述第二折刀固定于所述折刀支架上,所述折刀支架下端通过滑块导轨与所述机架滑动连接,所述连杆的两端分别与折刀支架和第二曲柄转动连接,所述第二曲柄由所述曲柄驱动驱动做圆周运动。
14.进一步地,所述第三输送带与所述第四输送带对称设置,所述第三输送带和第四输送带的中心线与所述第二折刀的高度重合。
15.本实用新型的有益效果:第一折刀的折刀底部是个平面,工作时底部与材料接触总是保持在一条直线状态,折叠出料的产品整齐美观,同时由于折刀底部是个平面,材料中心不需要与折刀中心对齐,对输送带精度要求不高,不需要纠偏装置;第二段折叠机构,可以将一条输送带的材料分配到两条输送带上,同样的原理,两条输送带可以分配出4条输送带,多条输送带同时工作提高了整机设备的工作效率。第三输送带、第四输送带可以以低于第二输送带50%运行速度的速度运行,在不影响生产速度的情况降低后端自动化压缩毛巾机构的采集动作速度,提高设备的稳定性。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
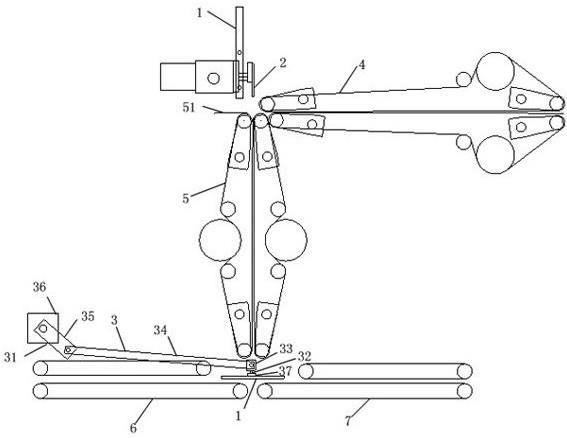
17.图1为本实用新型的多段折叠装置结构示意图;
18.图2为本实用新型的折叠机构结构示意图。
19.图中:1-机架,2-折叠刀组件,21-驱动齿轮组,22-双曲柄构件,23-双曲柄,24-第一折刀;3-第二段折叠机构,31-传动组件,32-第二折刀,33-折刀支架,34-连杆,35-第二曲柄,36-曲柄驱动,37-滑块导轨;4-第一输送带;5-第二输送带,51-托板;6-第三输送带;7-第四输送带。
具体实施方式
20.压缩毛巾又称微缩毛巾,使其体积减少80%~90%,使用时遇水膨胀,完好无损,从而极大的方便了运输、携带和贮存等功能。
21.参照图1-2,一种压缩毛巾折叠机构,折叠机构安装于机架1上,折叠机构为第一段折叠机构,第一段折叠机构包括一对相对设置的折叠刀组件2,折叠刀组件2下端为一个平面,折叠刀组件2包括驱动齿轮组21和双曲柄构件22,双曲柄构件22包括双曲柄23和第一折刀24,第一折刀24与双曲柄23转动连接并组成平行四边形双曲柄构件22,驱动齿轮组21驱动双曲柄23做圆周运动并对第一折刀24进行虚约束,第一折刀24的厚度为1-3mm。
22.如上所述,具体地,一对相对设置的折叠刀组件2,在驱动齿轮组21的带动下,转动频率相同,转动高度相同,但转动方向相反;折叠刀组件2的折刀底部是个平面,工作时底部与材料接触总是保持在一条直线状态,旋转退出时不会拉偏材料,能适应不同宽度材料。
23.参照图1,根据本实用新型的另一方面,提供了一种压缩毛巾多段折叠装置,折叠
装置包括上述的压缩毛巾折叠机构,还包括第二段折叠机构3、第一输送带4、第二输送带5、第三输送带6和第四输送带7,第一输送带4、第二输送带5、第三输送带6和第四输送带7分别由一对相向同步运动的皮带上下设置,用于夹持和运输毛巾;第二输送带5的传输入口与第一输送带4的传输出口对接,第二输送带5的传输出口分别与第三输送带6和第四输送带7的传输入口对接;第二段折叠机构3包括传动组件31和第二折刀32,传动组件驱动第二折刀32作直线往复运动。第二段折叠机构可以将一条输送带的材料分配到两条输送带上,同样的原理,两条输送带可以分配出4条输送带,多条输送带同时工作提高了整机设备的工作效率。第三输送带、第四输送带可以以低于第二输送带50%运行速度的速度运行,在不影响生产速度的情况降低后端自动化压缩毛巾机构的采集动作速度,提高设备的稳定性。
24.优选地,为了使流水线的工作时间节拍达到一致,无需补偿时间差,第一输送带4的中心线高度与第一折刀24下端运动轨迹的最高点与最低点的中心高度一致,第一输送带4的中心线与第一折刀24成垂直关系。
25.优选地,为了便于第一折刀24将毛巾插入第二输送带5的输送通道内,第二输送带5的中心线与第一折刀24重合,无需精准重合,可以略有偏差。
26.优选地,为了便于折叠,第二折刀的长度设置为超出物料的长度,第二折刀32为长条形钢片,其厚度为1-3mm。
27.优选地,为了便于毛巾水平输送到第二输送带上方,第二输送带5上端左侧设有托板51,托板51的高度低于第一输送带4的中心线高度1-5mm。
28.优选地,第二折刀32作直线往复运动的轨迹中点与第二输送带5的中心线重合,无需精准重合,可以略有偏差。
29.优选地,传动组件31包括折刀支架33、连杆34、第二曲柄35和曲柄驱动36,第二折刀32固定于折刀支架33上,折刀支架33下端通过滑块导轨37与机架1滑动连接,连杆34的两端分别与折刀支架33和第二曲柄35转动连接,第二曲柄35由曲柄驱动36驱动做圆周运动。传动组件工作时,曲柄驱动驱动第二曲柄做圆周运动,连杆推动第二折刀在机架上做直线往复运动。
30.优选地,为了便于折叠,第三输送带6与第四输送带7对称设置,第三输送带6和第四输送带7的中心线与第二折刀32的高度重合,无需精准重合,可以略有偏差。
31.本实用新型的工作步骤如下:
32.切开但未折叠好的毛巾经由第一输送带4输送,并进入托板51;当毛巾有一半进入托板51时,第一折刀24向下运动将毛巾对折并送入第二输送带5,第一折刀24继续做双曲柄圆周运动并从侧边退出。
33.经过一折后的毛巾经由第二输送带5向下输送,当毛巾有一半露出第二输送带5时,第二折刀32向左运动将毛巾再次对折并送入第三输送带6,第二折刀32停留在左边位置,等下一条毛巾到达时,第二折刀32向右运动将毛巾再次对折并送入第四输送带7,如此往复工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1