一种全自动翻板堆码机的制作方法
1.本技术涉及纸板生产的领域,尤其是涉及一种全自动翻板堆码机。
背景技术:
2.堆码是纸板进行生产后最后一道工序,翻板堆码机就是将已经分割好的纸板进行排序和整理码放的机器。将纸板放置在堆码机的机体上,通过排列机构对纸板进行排序,通过传送带将排列好的纸板传送至机体出口处,工作人员将传送带传送出的纸板手动进行堆叠整理,以便于后面对堆叠好的纸板进行包装。
3.但是人工堆叠纸板不仅会增大工人的工作量,提高工厂的生产成本,而且导致纸板堆叠的速度下降,从而导致纸板的生产效率低下。
技术实现要素:
4.为了提高纸板堆叠整理的速度,降低工人的工作量的同时提高纸板生产的效率,本技术提供一种全自动翻板堆码机。
5.本技术提供的一种全自动翻板堆码机采用如下的技术方案:
6.一种全自动翻板堆码机,包括机体、传送带和排列机构,其特征在于:还包括堆叠机构,堆叠机构包括位于传送带输出口的前端的承托板、设置在机体上并位于承托板下方的升降组件、设置在承托板前端的前挡板以及设置在承托板后端的后挡板,承托板用于承接传送带输出的纸板,前挡板和后挡板均竖直设置且与承托板相抵接,前挡板位于承托板上方,后挡板位于承托板下方,升降组件与承托板连接并用于带动承托板竖直方向升降。
7.通过采用上述技术方案,当排列好的纸板通过传送带传送至堆叠机构时,纸板通过前挡板从而落在承托板上,通过升降组件带动承托板有序的向下移动,使得传送带传送过来的纸板进行堆叠,后挡板和前挡板均对承托板上的纸板进行限位,降低纸板脱离承托板的概率,整个过程无需人工手动进行堆叠,从而在提高纸板堆叠整理的速度的情况下降低了工人的工作量,进而提高了纸板生产的效率。
8.优选的,所述升降组件包括竖直设置在机体上的升降气缸以及水平设置在升降气缸上的升降底板,承托板水平放置在升降底板中心处。
9.通过采用上述技术方案,承托板放置在升降底板上,升降气缸通过带动升降底板进而带动承托板沿竖直方向升降,从而增大衬托版与升降气缸的接触面积,提高升降组件和承托板的连接稳定性。
10.优选的,所述升降底板上设置有用于限定承托板位置的限位弯条,限位弯条设置有两个且两个限位弯条相对布设,承托板的周壁与限位弯条相抵触。
11.通过采用上述技术方案,当承托板放置到升降底板上时,通过限位弯条限定承托板的位置,使得承托板放置在升降底板的中心处,且提高升降底板和承托板的连接强度,降低承托板在升降底板上晃动的概率。
12.优选的,所述前档板和后挡板均与升降底板滑动连接,升降底板上开设有与前挡
板、后挡板滑动连接的导向滑槽。
13.通过采用上述技术方案,当升降底板随升降气缸沿竖直方向升降时,通过导向滑槽与前挡板和后挡板滑动连接,一方面对升降底板进行导向,降低升降底板发生晃动的幅度,另一方面提高升降底板升降时的稳定程度,从而提高升降组件的结构稳定性。
14.优选的,所述前挡板上设置有用于降低堆叠的纸板沿承托板左右两侧倾斜的概率的限位组件,限位组件包括两个水平相对布设的限位夹板,限位夹板分别位于承托板左右两侧且沿相互靠近或远离的方向相对滑动,两个限位夹板上均连接有驱动件。
15.通过采用上述技术方案,通过两个限位夹板眼相互靠近或相互远离的反向移动,从而对堆叠的纸板进行挤压限位,降低堆叠的纸板沿竖直方向发生歪斜的概率,提高纸板堆叠的平整度。
16.优选的,所述驱动件包括水平布设的驱动电机、竖直固定在驱动电机输出端的驱动凸轮、沿限位夹板的滑动方向滑动设置在前挡板上的驱动滑块以及连接杆,驱动凸轮远离驱动电机的一端与连接杆的一端转动连接,连接杆的另一端与驱动滑块转动连接,驱动滑块与限位夹板连接固定。
17.通过采用上述技术方案,当限位夹板移动时,通过驱动电机带动驱动凸轮转动,连接杆与驱动凸轮连接的一端随驱动凸轮转动做圆周运动,从而带动连接杆与驱动滑块连接的一端带动驱动滑块做往复滑动,从而实现两个限位夹板沿水平方向相互靠近或相互远离方向往复移动。
18.优选的,所述机体上设置有将堆叠好的纸板搬离升降底板的搬离组件,所述搬离组件包括用于将承托板升离升降底板的分离件、用于将分离件上的承托板推离分离件的搬离气缸以及用于承载推离后承托板的搬离平台,搬离气缸水平布设并指向分离件,搬离气缸的输出端设置有推板。
19.通过采用上述技术方案,当纸板堆叠到移动数量后,推动组件将堆叠好的纸板推离升降组件,以便于升降组件再次工作,通过分离件将带动承托板升离升降底板,通过推动气缸带动推板沿靠近搬离平台的方向移动,推板推动承托板推至推离平台上,从而将堆叠好的纸板推离升降组件,以方便后续对堆叠好的纸张进行打包。
20.优选的,所述分离件为竖直设置机体上的搬离顶杆,升降底板上竖直开设有与搬离顶杆滑动连接的搬离通孔,搬离顶杆滑动穿过搬离通孔将承托板顶离升降底板,搬离顶杆和搬离平台相齐平。
21.通过采用上述技术方案,通过升降气缸带动升降底板竖直向下移动,进而带动承托板以堆叠好的纸张向下移动,当搬离顶杆竖直穿过搬离通孔并与承托板相抵触时,升降气缸继续带动升降底板竖直向下移动,承托板通过搬离顶杆升离升降底板,从而实现承托板与升降组件的分离。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.纸板通过前挡板的限位从而落在承托板上,通过升降组件带动承托板有序的向下移动,使得传送带传送过来的纸板进行堆叠,整个过程无需人工手动进行堆叠,从而在提高纸板堆叠整理的速度的情况下降低了工人的工作量,进而提高了纸板生产的效率;
24.2.承托板放置在升降底板上,升降气缸通过带动升降底板进而带动承托板沿竖直方向升降,从而增大衬托版与升降气缸的接触面积,提高升降组件和承托板的连接稳定性;
25.3.通过驱动电机带动驱动凸轮转动,连接杆与驱动凸轮连接的一端随驱动凸轮转动做圆周运动,从而带动连接杆与驱动滑块连接的一端带动驱动滑块做往复滑动,从而实现限位夹板的往复移动。
附图说明
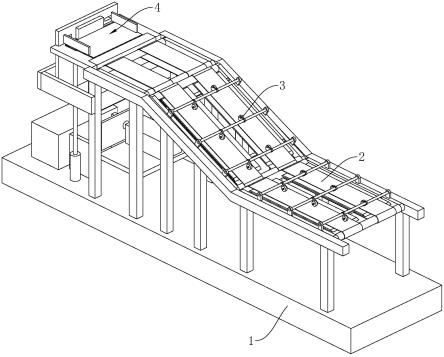
26.图1是本技术实施例的整体结构示意图。
27.图2是本技术实施例中堆叠机构的结构示意图。
28.图3是本技术实施例中升降底板和限位弯条的连接示意图。
29.图4是本技术实施例中限位组件的结构示意图。
30.图5是本技术实施例中搬离组件的结构示意图。
31.图中:1、机体;2、传送带;3、排列机构;4、堆叠机构;41、承托板;42、升降组件;421、升降气缸;422、升降底板;4221、搬离通孔;43、前挡板;44、后挡板;45、限位弯条;46、抵接板;47、限位组件;471、限位夹板;472、驱动电机;473、驱动凸轮;474、驱动滑块;475、连接杆;48、搬离组件;481、搬离顶杆;482、搬离气缸;483、推板;484、搬离平台。
具体实施方式
32.以下结合附图1-5对本技术作进一步详细说明。
33.本技术实施例公开一种全自动翻板堆码机。参照图1和图2,堆码机包括机体1,机体1上方安装有传送带2,传送带2上设置有对纸板进行排列的排列机构3,传送带2将纸板从传送带2的输入端运至传送带2的输出端,传送带2的输出端处设置有将排列好的纸板进行堆叠的堆叠机构4。堆叠机构4包括承托板41,前挡板43、后挡板44和升降组件42。承托板41水平布设并位于传送带2输出端前侧,以承接传送带2输出的纸板。且承托板41靠近传送带2的周壁为承托板41的后端,承托板41背离传送带2的周壁为承托板41的前端,承托板41平行于传送带2的周壁为承托板41的左右两端。
34.其中前挡板43竖直布设并位于承托板41的前端上方,前挡板43上设置有与承托板41相抵接的抵接板46,从而将限定纸板的移动方向,使得纸板落在承托板41上。后挡板44竖直布设并位于承托板41的后端下方,后挡板44与承托板41相抵接,并与前挡板43一起限定纸板在承托板41的位置,使得堆叠在承托板41上的纸板前后两端沿竖直方向齐平。升降组件42设置在机体1上并位于承托板41正下方,升降组件42与承托板41相连接,从而带动承托板41沿竖直方向升降,以实现承托板41的堆叠纸板的效果。前挡板43上设置有使得堆叠纸张左右两端沿竖直方向齐平的限位组件47。
35.当承托板41上的纸板堆叠至一定数量后,机体1上设置有用于将堆叠好的纸板推离升降组件42的搬离组件48,搬离组件48位于升降组件42下方,以便于升降组件42再次工作。且整个过程无需工人手动进行堆叠,从而在提高纸板堆叠整理的速度的情况下降低了工人的工作量,进而提高了纸板生产的效率。
36.参照图2和图3,升降组件42包括升降气缸421和升降底板422,升降气缸421设置有两个且分别位于承托板41的左右两侧,升降气缸421竖直向上布设,升降底板422水平布设并固定在两个升降气缸421的输出端上,承托板41放置在升降底板422上端面的中心处,升降底板422的上端面上固定有限位弯条45,限位弯条45设置有两个且两个限位弯条45相对
布设,限位弯条45为l形状的长条且与承托板41的周壁相抵接,从而限定承托板41的位置,降低承托板41在升降底板422上晃动的概率。且升降底板422挡板前后两端均开设有导向滑槽,通过导向滑槽,前挡板43和后挡板44均与升降底板422滑动连接,从而降低升降底板422发生倾斜的概率,提高升降组件42的结构稳定性。
37.参照图2和图4,限位组件47包括两个相对布设的限位夹板471和两个驱动件,限位夹板471竖直布设且位于前挡板43靠近承托板41的端面上,限位夹板471分别位于承托板41左右两侧且沿相互靠近或远离的方向滑动设置在前挡板43上,驱动件设置在前挡板43背离承托板41的端面上并与限位夹板471一一对应连接。
38.其中驱动件包括驱动电机472、驱动凸轮473、驱动滑块474和连接杆475。驱动电机472水平布设并安装在前挡板43上,驱动凸轮473竖直布设并固定在驱动电机472的输出端,连接杆475的一端与驱动凸轮473远离驱动电机472的一端转动连接,连接杆475的另一端与驱动滑块474转动连接,前挡板43上沿限位夹板471的滑动方向开设有与驱动滑块474滑动杆连接的驱动滑槽,驱动滑块474位于驱动滑槽内滑动并与限位夹板471相固定。
39.通过驱动电机472带动驱动凸轮473转动,连接杆475与驱动凸轮473连接的一端随驱动凸轮473转动做圆周运动,从而带动连接杆475与驱动滑块474连接的一端带动驱动滑块474做往复滑动,从而实现两个限位夹板471沿水平方向相互靠近或相互远离方向往复移动。
40.参照图3和图5,搬离组件48包括搬离顶杆481、搬离气缸482和搬离平台484,搬离顶杆481竖直布设并位于升降底板422正下方,升降底板422上竖直开设有与搬离顶杆481滑动连接的搬离通孔4221,当升降底板422竖直向下滑动时,搬离顶杆481能够滑动穿过搬离通孔4221并与承托板41相抵触,随着升降底板422继续下降,承托板41带动堆叠好的纸板升离升降底板422。搬离气缸482设置在机体1上并位于搬离顶杆481靠近传送带2一侧,搬离平台484设置在机体1上并位于搬离顶杆481背搬离气缸482一侧,搬离气缸482的输出端正对搬离顶杆481且固定有推板483,搬离顶杆481和搬离平台484齐平。通过搬离气缸482带动推板483将承托板41推至搬离平台484上,从而将堆叠好的纸板推离升降组件42。
41.本技术实施例一种全自动翻板堆码机的实施原理为:当纸板放置到承托板41上时,首先驱动电机472带动驱动凸轮473转动,通过连接杆475带动驱动滑块474和限位夹板471沿相互靠近或相互远离的方向往复挤压堆叠纸板,其次升降气缸421带动升降底板422竖直下降,当堆叠的纸张到达一定数量后,升降气缸421带动升降底板422下降,搬离顶杆481滑动穿过搬离通孔4221将承托板41顶离升降底板422,最后推动电机启动,带动推动杆推动承托板41至搬离平台484,最后提高纸板堆叠整理的速度,降低工人的工作量的同时提高纸板生产的效率。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1