一种粗精一体定位单元抓取器的制作方法
1.本实用新型属于汽车制造技术领域,具体是一种粗精一体定位单元抓取器。
背景技术:
2.现在大部分的机械零部件抓取器都可以抓取零件,但是它们的取放功能要求精度不高,一般都没有校正功能。一些对取放功能要求比较高的应用场合,这些普通的抓取器可能不能顺利抓取零部件,无法满足使用要求。
3.如中国专利cn108638101a公开的一种用于车身底盘前副车架的搬运抓手,包括框架、控制单元、第一夹紧单元、第二夹紧单元、第三夹紧单元、第四夹紧单元,第一夹紧单元、第二夹紧单元、第三夹紧单元、第四夹紧单元均与控制单元连接,第一夹紧单元、第二夹紧单元设置在框架前部的左右两侧,第三夹紧单元、第四夹紧单元设置在框架后部的左右两侧,第一夹紧单元、第二夹紧单元均包括销钉缸,第三夹紧单元、第四夹紧单元均包括驱动缸和与驱动缸连接的夹臂,框架上设有用于与机器人对接的机器人接口。
4.汽车车身补焊线定位单元和定位基础的配合精度比较高,而定位单元和定位基础都是在滑橇上,滑橇重复位置停止定位精度不高,因此上述现有技术中的普通的抓取器无法顺利抓取和放置定位单元。
技术实现要素:
5.本实用新型提供一种粗精一体定位单元抓取器,通过抓取器的粗定位夹爪和精位夹爪相互配合就进行校正,解决抓取器精度不高的问题。
6.本实用新型的技术方案如下,本实用新型用于抓取车身定位单元,一种粗精一体定位单元抓取器,包括基座、粗定位夹爪、精定位夹爪、粗定位气缸和精定位气缸,所述粗定位夹爪的旋转轴安装在所述基座上,所述精定位夹爪的旋转轴安装在所述基座上,所述粗定位气缸的活塞杆和所述粗定位夹爪动力连接,所述精定位气缸的活塞杆和所述精定位夹爪动力连接,所述粗定位气缸和精定位气缸均安装在所述基座上。
7.本实用新型中,粗定位夹爪抓取器抓取零件时,对零部件进行粗定位抓取,允许零部件有一定的偏差;
8.本实用新型中,精定位夹爪抓取器抓取零件时,对零部件进行精定位抓取,经过精定位夹爪夹紧后,获得比较高的定位精度;
9.本实用新型中,粗定位夹爪夹紧状态形成的圆孔与定位单元的圆轴之间的配合有一定的间隙,保证抓取器或者定位单元有些偏差,抓取器也可以顺利地把定位单元从定位基础中取出;
10.精定位夹爪夹紧力直接作用在定位单元的圆轴上,它们直接没有间隙,保证定位精度。
11.本实用新型采用粗定位、精定位一体式抓取器,允许定位单元重复位置精度有一定范围内的误差,通过抓取器的粗定单位夹爪和精度位夹爪相互配合就可以校正过来,定
位单元就可以顺利被抓取和放置。
12.优选的,所述粗定位夹爪和所述精定位夹爪采用同一个旋转轴安装。减少了一个夹爪的旋转轴,结构简单,成本低,结构紧凑,空间小。
13.优选的,所述粗定位夹爪侧壁上开设有通孔,所述精定位夹爪的夹紧端贯穿设置在所述通孔内,集成度高,结构紧凑,安装稳固,工作可靠性高。
14.优选的,所述基座包括上安装板、下安装板和竖板,所述粗定位气缸和所述精定位气缸均安装在所述竖板上,所述粗定位夹爪和所述精定位夹爪的旋转轴的两端分别安装在所述上安装板上和所述下安装板上。集成度高,采用板材安装各种用于安装夹爪旋转轴和气缸,结构简单,易于实现,成本低。
15.本实用新型的有益效果是:
16.1、抓取器集成了粗定位夹爪和精定位夹爪,抓取器精度高;
17.2、抓取器只需两个气缸就可以实现粗、精定位夹紧功能;
18.3、抓取器结构简单,易于实现,加工制造成本低;
19.4、抓取器动作原理简单,维护维修成本低。
附图说明
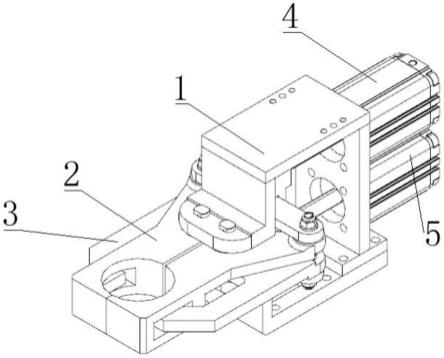
20.图1和图2是本实用新型所述的一种粗精一体定位单元抓取器的结构示意图,此时精定位夹爪和粗定位夹爪均处于夹紧状态。
21.图3和图4是本实用新型所述的一种粗精一体定位单元抓取器的工作示意图,此时精定位夹爪打开且粗定位夹爪夹紧,图4是该状态下粗定位夹爪的剖视示意图。
22.图5和图6是本实用新型所述的一种粗精一体定位单元抓取器的又一工作状态的示意图,此时精定位夹爪和粗定位夹爪同时夹紧,图6是该状态下精定位夹爪的剖视示意图。
23.图中:1-基座、101-上安装板、102-下安装板、103-竖板、2-粗定位夹爪、201-通孔、3-精定位夹爪、4-粗定位气缸、5-精定位气缸、6-定位单元、7-定位基础。
具体实施方式
24.下面结合附图和具体实施方式对本实用新型做进一步说明,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
25.在本实用新型的描述中,需要理解的是,术语“左”、“右”、“上”,“下”,“前”,“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或结构必须具有的特定方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.实施例1:
27.如图1和图2所示,本实施例用于车身定位单元6的抓取,定位单元6可分离的设置在定位基础7上,通过本实施例的抓取器实现定位单元6更换后放置在定位基础7上,本实施例所述的一种粗精一体定位单元抓取器,包括基座1、粗定位夹爪2、精定位夹爪3、粗定位气缸4和精定位气缸5,所述粗定位夹爪2的旋转轴安装在所述基座1上,所述精定位夹爪3的旋转轴安装在所述基座1上,所述粗定位气缸4的活塞杆和所述粗定位夹爪2动力连接,所述精
定位气缸5的活塞杆和所述精定位夹爪3动力连接,所述粗定位气缸4和精定位气缸5均安装在所述基座1上。
28.本实施例的工作步骤如下:
29.第一步,粗定位气缸4和精定位气缸5这两个气缸都动作,精定位夹爪3、粗定位夹爪2都打开
30.第二步,抓取器移动到定位单元6处;
31.第三步,如图3和图4所示,粗定位气缸4动作,粗定位夹爪2夹紧。与粗定位夹爪2的两个夹爪形成的圆孔相互配合的定位单元6圆轴间有一定的间隙,保证抓取器或者定位单元6有一定量的偏差也可顺利抓取;
32.第四步,抓取器把定位单元6抓取起来;
33.第五步,如图5和图6所示,精定位气缸5动作,精定位夹爪3夹紧定位单元6。精定位夹爪3的夹爪直接夹紧定位单元6,它们接触没有间隙,保证抓取精度。
34.第六步,抓取完成,放置的过程与抓取的过程相反。
35.实施例2:
36.如图1和图2所示,一种粗精一体定位单元抓取器,包括基座1、粗定位夹爪2、精定位夹爪3、粗定位气缸4和精定位气缸5,所述粗定位夹爪2的旋转轴安装在所述基座1上,所述精定位夹爪3的旋转轴安装在所述基座1上,所述粗定位气缸4的活塞杆和所述粗定位夹爪2动力连接,所述精定位气缸5的活塞杆和所述精定位夹爪3动力连接,所述粗定位气缸4和精定位气缸5均安装在所述基座1上。
37.本实施例中,粗定位夹爪2抓取器抓取零件时,对零部件进行粗定位抓取,允许零部件有一定的偏差;
38.本实施例中,精定位夹爪3抓取器抓取零件时,对零部件进行精定位抓取,经过精定位夹爪夹紧后,获得比较高的定位精度;
39.本实施例中粗定位气缸4是粗定位夹爪2的动力源,精定位气缸5是精定位夹爪3的动力源。
40.本实施例中,粗定位夹爪2夹紧状态形成的圆孔与定位单元6的圆轴之间的配合有一定的间隙,保证抓取器或者定位单元6有些偏差,抓取器也可以顺利地把定位单元6从定位基础7中取出;
41.精定位夹爪3夹紧力直接作用在定位单元6的圆轴上,它们直接没有间隙,保证定位精度。
42.本实用新型采用粗定位、精定位一体式抓取器,允许定位单元6重复位置精度有一定范围内的误差,通过抓取器的粗定单位夹爪和精度位夹爪相互配合就可以校正过来,定位单元6就可以顺利被抓取和放置。
43.如图2所示,本实施例中,所述粗定位夹爪2和所述精定位夹爪3采用同一个旋转轴安装。减少了一个夹爪的旋转轴,结构简单,成本低,结构紧凑,空间小。
44.本实施例中,所述粗定位夹爪2侧壁上开设有通孔201,所述精定位夹爪3的夹紧端贯穿设置在所述通孔201内,集成度高,结构紧凑,安装稳固,工作可靠性高。
45.本实施例中,所述基座1包括上安装板101、下安装板102和竖板103,所述粗定位气缸4和所述精定位气缸5均安装在所述竖板103上,所述粗定位夹爪2和所述精定位夹爪3的
旋转轴的两端分别安装在所述上安装板101上和所述下安装板102上。集成度高,采用板材安装各种用于安装夹爪旋转轴和气缸,结构简单,易于实现,成本低。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1