一种多规格折叠机的制作方法
1.本实用新型涉及折叠机技术领域,特别是一种多规格折叠机。
背景技术:
2.折叠机是一种无纺布或有一定幅宽的卷料/卷材进行加工的辅助设备,控制无纺布传送系统的速度和定位,设定布料长度并设置折叠长度,常见种类有无纺布折叠机,塑料膜布折叠机,擦布折叠机,湿巾折叠机等。用于手术室、医院、民用、美食、保健、农业、铁路等行业;
3.目前的折叠机规格单一,多数折叠机只能进行单次折叠,并且设备安装后无法进行额外折叠次数的增加,故针对该缺陷,提出一种可根据使用需求增加额外折叠次数的多规格折叠机。
技术实现要素:
4.本实用新型要解决的技术问题是针对现有技术的不足,提供了一种可对多种规格的物料进行折叠加工的多规格折叠机。
5.本实用新型要解决的技术问题是通过以下技术方案来实现的,一种多规格折叠机,包括机架,在机架上按物料加工方向依次设有,
6.上料总成,其包括料辊ⅰ和料辊ⅱ,在料辊ⅰ的出料端和料辊ⅱ的出料端分别设有对料辊ⅰ和料辊ⅱ上的物料进行独立送料所设导料辊组ⅰ和导料辊组ⅱ,在料辊ⅰ和导料辊组ⅰ之间设有对物料进行折叠的折叠组件;
7.喷胶机构,其设置在机架上且位于导料辊组ⅰ和导料辊组ⅱ之间,喷胶机构的喷胶端正对料辊ⅱ设置以此对料辊ⅱ上的物料进行喷胶;
8.吸料机构,其设置在导料辊组ⅱ的下方且位于喷胶机构的后方;
9.切断机构,其设置在相邻两个吸料机构之间以此对料辊ⅱ上的物料进行切断;
10.合料牵引机构,其设置在吸料机构的出料端一侧以此将导料辊组ⅰ和导料辊组ⅱ上的物料进行压合、输送;
11.旋切总成,其设置在合料牵引机构的出料端一侧以此对合料牵引机构出料端处的物料进行切断。
12.本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种多规格折叠机,所述的料辊ⅰ和料辊ⅱ垂直。
13.本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种多规格折叠机,所述的折叠组件包括,
14.安装在机架上的折叠架,折叠架上设有若干根并排设置的折叠杆,折叠杆的上端设置有折叠板、下端设置在料辊ⅰ的出料侧且与机架转动相接,相邻两根折叠杆之间的间隙形成料辊ⅰ上的物料通过间隙,折叠架前后设置有两组,两组折叠架上的折叠杆一前一后交错布置以此形成u型折叠间隙;
15.置于折叠板上方的换向辊总成,其包括两根牵引辊,两根牵引辊之间的间隙形成压料间隙,压料间隙上方的机架上设有一根换向辊。
16.本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种多规格折叠机,在机架上设有折叠杆间距调整机构,其包括固定安装在机架上的固定杆,在固定杆的下方设置有若干置于相邻两根折叠杆中部之间的横向调节杆,在横向调节杆和固定杆之间设有对横向调节杆进行竖直方向升降以此调整相邻两根折叠杆顶部间距的升降杆。
17.本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种多规格折叠机,所述的吸料机构包括,
18.用于张紧输送带的导辊;
19.输送带,其张紧在导辊上,在输送带上开设有若干风孔;
20.置于导辊之间并对风孔进行抽吸以此对料辊ⅱ上的物料进行吸附的风箱。
21.本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种多规格折叠机,所述合料牵引机构包括牵引辊ⅰ和牵引辊ⅱ;
22.所述的牵引辊ⅰ上下对称并列设置有两根;
23.所述的牵引辊ⅱ设置在两根牵引辊ⅰ的出料端处,牵引辊ⅱ上下设置有两组,每组牵引辊ⅱ均配置有至少一根牵引辊ⅱ和具有恒张力辊、导辊及恒张力感应器的恒张力调节机构,每组牵引辊ⅱ的牵引辊ⅱ、恒张力辊和导辊上均张紧有输送带,上下两条输送带之间形成水平输送间隙ⅰ;
24.所述水平输送间隙ⅰ的进料端位于牵引辊ⅰ的出料端处。
25.本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种多规格折叠机,所述旋切总成包括上下对称并列设置的一根旋切辊和一根旋切刀辊,旋切辊和旋切刀辊之间的间隙形成旋切间隙。
26.本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种多规格折叠机,在机架上设有对合料牵引机构出料端处的物料依次进行折叠的多次折叠机构。
27.本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种多规格折叠机,在多次折叠机构的出料端处设有成品料输送平台。
28.与现有技术相比,本实用新型的有益技术效果是:该多规格折叠机具有上料总成,可对两种料进行上料,还具有喷胶机构、吸料机构、合料牵引机构、旋切总成、一次折叠机构和二次折叠机构,以此对两种料进行流水线式加工,其结构设计合理。
附图说明
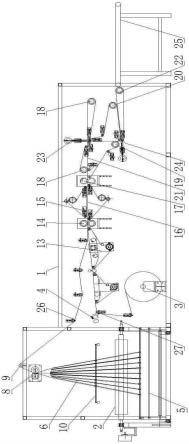
29.图1为本实用新型的主视结构示意图;
30.图2为折叠杆、折叠板及固定杆的侧视结构示意图。
31.图中,1、机架;2、料辊ⅰ;3、料辊ⅱ;4、喷胶机构;5、折叠架;6、折叠杆;7、折叠板;8、牵引辊;9、换向辊;10、固定杆;11、横向调节杆;12、升降杆;13、风箱;14、牵引辊ⅰ;15、牵引辊ⅱ;16、水平输送间隙ⅰ;17、旋切刀辊;18、折叠导辊ⅰ;19、折叠导辊ⅱ;20、折叠导辊ⅲ;21、水平输送间隙ⅱ;22、折叠导辊ⅳ;23、竖向折叠杆;24、倾斜折叠杆;25、成品料输送平
台;26、导料辊组ⅰ;27、导料辊组ⅱ。
具体实施方式
32.以下参照附图,进一步描述本实用新型的具体技术方案,以便于本领域的技术人员进一步地理解本实用新型,而不构成对其权利的限制。
33.实施例1,参照图1,一种多规格折叠机,包括机架1,在机架1上按物料加工方向依次设有,
34.上料总成,其包括料辊ⅰ2和料辊ⅱ3,在料辊ⅰ2的出料端和料辊ⅱ3的出料端分别设有对料辊
ⅰꢀ
2和料辊ⅱ3上的物料进行独立送料所设导料辊组ⅰ26和导料辊组ⅱ27,在料辊ⅰ2和导料辊组ⅰ26之间设有对物料进行折叠的折叠组件,所述的导料辊组ⅰ26和导料辊组ⅱ27由若干转动安装在机架1上的辊体构成,根据机架1的具体施工尺寸可自行定制导料辊组ⅰ26和导料辊组ⅱ27的辊体数量;
35.喷胶机构4,其设置在机架1上且位于导料辊组ⅰ26和导料辊组ⅱ27之间,喷胶机构4的喷胶端正对料辊ⅱ27设置以此对料辊ⅱ3上的物料进行喷胶,喷胶机构4可为现有技术中的小型喷枪;
36.吸料机构,其设置在导料辊组ⅱ的下方且位于喷胶机构4的后方;
37.切断机构,其设置在相邻两个吸料机构之间以此对料辊ⅱ3上的物料进行切断,具体的,切断机构可由一根转动安装在机架1上的辊体和一根外周面固定安装有刀片的辊体构成,刀片的安装方向与物料的宽度方向平行,当辊体由外部伺服电机驱动旋转时刀片与辊体共同转动以此对物料进行切断;
38.合料牵引机构,其设置在吸料机构的出料端一侧以此将导料辊组ⅰ26和导料辊组ⅱ27上的物料进行压合、输送;
39.旋切总成,其设置在合料牵引机构的出料端一侧以此对合料牵引机构出料端处的物料进行切断。
40.实施例1中,料辊ⅱ3上的物料为离型纸,通过喷胶机构4对离型纸进行喷涂,以此将离型纸与料辊ⅰ2上的物料粘合在一起。
41.实施例2,实施例1所述的一种多规格折叠机,所述的料辊ⅰ2和料辊ⅱ3垂直,且料辊ⅰ2和料辊ⅱ3均与地面平行。
42.实施例2中,具体的,料辊ⅰ2的轴线与机架1垂直设置,这使得料辊ⅰ2上的物料可被折叠组件进行沿宽度方向进行折叠。
43.实施例3,实施例1所述的一种多规格折叠机,所述的折叠组件包括,
44.安装在机架1上的折叠架5,折叠架5可由型材搭建的架体,折叠架5上设有若干根并排设置的折叠杆6,折叠杆6的上端设置有折叠板7、下端设置在料辊ⅰ2的出料侧且与机架1转动相接,折叠板7 可为边缘具有倒圆角的长方体板件,相邻两根折叠杆6之间的间隙形成料辊ⅰ2上的物料通过间隙,折叠架5前后设置有两组,两组折叠架5上的折叠杆6一前一后交错布置以此形成u型折叠间隙,该u型折叠间隙实际上是将料辊ⅰ2上的物料折叠成波浪形状,然后通过下述的压料间隙沿其宽度方向折叠并换向,使其与离型纸粘合;
45.置于折叠板7上方的换向辊总成,其包括两根牵引辊8,两根牵引辊8之间的间隙形成压料间隙,压料间隙上方的机架1上设有一根换向辊9。
46.实施例4,参照图2,实施例3所述的一种多规格折叠机,在机架1上设有折叠杆6间距调整机构,其包括固定安装在机架1上的固定杆10,固定杆10水平安装设置,在固定杆10的下方设置有若干置于相邻两根折叠杆6中部之间的横向调节杆11,横向调节杆11与固定杆10垂直并朝向机架1设置,在横向调节杆11和固定杆10之间设有对横向调节杆11进行竖直方向升降以此调整相邻两根折叠杆6顶部间距的升降杆12,升降杆12贯穿固定杆10且与固定杆10螺纹连接,以此通过外部螺母即可实现对升降杆 12进行升降调节,也即是说折叠杆6的侧面是搭接在横向调节杆11上,当对横向调节杆11进行竖直方向上的调节时,折叠杆6会产生歪斜,以此达到相邻两根折叠杆6顶部的间距。
47.实施例5,实施例1所述的一种多规格折叠机,所述的吸料机构包括,
48.用于张紧输送带的导辊;
49.输送带,其张紧在导辊上,在输送带上开设有若干风孔;
50.置于导辊之间并对风孔进行抽吸以此对料辊ⅱ上的物料进行吸附的风箱13,风箱13为现有技术根据使用需求可自行选择其型号规格。
51.实施例6,实施例1所述的一种多规格折叠机,所述合料牵引机构包括牵引辊ⅰ14和牵引辊ⅱ15;
52.所述的牵引辊ⅰ14上下对称并列设置有两根;
53.所述的牵引辊ⅱ15设置在两根牵引辊ⅰ14的出料端处,牵引辊ⅱ15上下设置有两组,每组牵引辊ⅱ15均配置有至少一根牵引辊ⅱ15和具有恒张力辊、导辊及恒张力感应器的恒张力调节机构,恒张力调节机构为现有技术根据使用需求可自行选择其规格型号,每组牵引辊ⅱ15的牵引辊ⅱ15、恒张力辊和导辊上均张紧有输送带,上下两条输送带之间形成水平输送间隙ⅰ16;
54.所述水平输送间隙ⅰ16的进料端位于牵引辊ⅰ14的出料端处。
55.实施例6中,合料牵引机构的设计目的在于将料辊ⅰ2和料辊ⅱ3上的物料压合在一起。
56.实施例7,实施例1所述的一种多规格折叠机,所述旋切总成包括上下对称并列设置的一根旋切辊和一根旋切刀辊17,旋切刀辊17的一端可由外部电机进行驱动,旋切辊和旋切刀辊17之间的间隙形成旋切间隙。
57.实施例7中,旋切刀辊17的外周面上可固定安装有一把或若干把与其轴线平行的刀具,其刀具之间的间距可根据使用需求自行选择。
58.实施例8,实施例6所述的一种多规格折叠机,在机架1上设有对合料牵引机构出料端处的物料依次进行折叠的多次折叠机构,具体的,多次折叠可分为两次折叠、三次折叠、四次折叠、五次折叠或多次折叠,根据使用需求可自行选择其折叠次数,具体的,当多次折叠机构采用由一次折叠机构和二次折叠机构构成的两次折叠的模式时,其具体结构如下:
59.所述一次折叠机构包括折叠总成ⅰ和折叠组件ⅰ;
60.所述折叠总成ⅰ包括张紧有输送带的两根折叠导辊ⅰ18、张紧有输送带的五根折叠导辊ⅱ19和张紧有输送带的四根折叠导辊ⅲ20,所述折叠导辊ⅰ18和折叠导辊ⅱ19之间的间隙形成水平输送间隙ⅱ21,水平输送间隙ⅱ21的进料端正对水平输送间隙ⅰ16的出料端,所述折叠导辊ⅱ19和折叠导辊ⅲ20之间的间隙形成竖向输送间隙,竖向输送间隙的上方进料端正对水平输送间隙ⅱ21的后方出料端;
61.所述的折叠组件ⅰ包括竖向折叠杆23,竖向折叠杆23的下端正对竖向输送间隙的上方进料端、上端通过连杆机构ⅰ进行升降以此对物料进行一次折叠;
62.所述二次折叠机构包括折叠总成ⅱ和折叠组件ⅱ;
63.所述折叠总成ⅱ包括张紧有输送带的两根折叠导辊ⅳ22,折叠导辊ⅳ22和折叠导辊ⅲ20之间的间隙形成成品料输送间隙;
64.所述折叠组件ⅱ包括倾斜折叠杆24,倾斜折叠杆24的一端正对成品料输送间隙的进料端、另一端通过连杆机构ⅱ进行推送以此对物料进行二次折叠。
65.实施例6和实施例8中的连杆机构ⅰ和连杆机构ⅱ的结构相同,均由一根连杆,连杆的一端与一根转动安装在机架上的滚轮侧面转动相接、另一端用于推动物料以此对物料进行换向进行下一次折叠,其不同之处在于,连杆机构ⅰ中的连杆是竖直安装的,而连杆机构ⅱ中的连杆是水平并向上倾斜安装的,其倾斜角度可根据具体需求自行选择,例如2
°
~6
°
。
66.实施例9,实施例8所述的一种多规格折叠机,在多次折叠机构即二次折叠机构出料端处设有成品料输送平台25,成品料输送平台25上可设置有输送带以此对折叠后的物料进行输送。
67.该多规格折叠机使用时,首先料辊ⅰ2上的物料经折叠组件折叠成波浪形状,再由换向辊9总成进行换向,料辊ⅱ3上的离型纸经喷胶机构4喷涂后,再经吸料机构进行输送,此时料辊ⅰ2上的物料和料辊
ⅱꢀ
3上的离型纸经合料牵引机构进行合料输送,具体的,导料辊组ⅱ的输送速度可与导料辊组ⅰ的输送速度不同,以此形成上料速度差,也即是说可使得经切断后的离型纸间断与导料辊组ⅰ上的物料粘接,再经旋切总成进行按不同长度规格进行切断,也即是说二次切断,切断后依次经一次折叠机构和二次折叠机构折叠,折叠后由成品料输送平台25进行输送即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1