一种热浸镀锌环形生产线专用电动葫芦的制作方法
1.本实用新型属于起重设备技术领域,特别是涉及一种热浸镀锌环形生产线专用电动葫芦。
背景技术:
2.热浸镀锌是提高金属构件表面耐腐蚀性能的重要处理手段之一,如图6所示为现有热浸镀锌环形生产线所使用的截面为工字型的环形轨道,该环形轨道包括两条直线轨道与两条弧形轨道,而热浸镀锌生产线所用的装卸工件区、酸洗池、助剂池、锌锅、冷却池以及钝化池等沿环形轨道周向分布,目前,在热浸镀锌各道工序之间吊运金属构件时通常是利用电动葫芦配合吊栏进行吊运,比如在吊运钢卷工件时,通常情况下是将钢卷工件水平放置在吊栏内使钢卷工件外表面的底部与吊栏抵接而对钢卷工件位置进行固定,然后通过电动葫芦提升起吊;当需要对钢卷工件热浸镀锌时,再通过电动葫芦将吊栏与钢卷工件一起落入锌锅内,而现有对钢卷工件进行热浸镀锌时,需要将钢卷工件的外表面、端面与内表面一起热浸镀锌,但由于钢卷工件外表面的底部与吊栏抵接,从而会造成钢卷工件外表面热浸镀锌不彻底,进而将影响钢卷工件热浸镀锌的质量,因此,现有技术中仍存在缺点和不足之处。
技术实现要素:
3.本实用新型的目的是为了提供一种热浸镀锌环形生产线专用电动葫芦,解决目前在对钢卷工件热浸镀锌时,会造成钢卷工件外表面热浸镀锌不彻底,将影响钢卷工件热浸镀锌质量的问题。
4.为了解决上述问题本实用新型所采取的技术方案:
5.一种热浸镀锌环形生产线专用电动葫芦,包括能够沿热浸镀锌环形生产线的环形轨道行走的电动葫芦本体,其特征在于:所述电动葫芦本体包括吊钩,所述吊钩上吊装有吊具装置,所述吊具装置包括悬挂在吊钩上的吊耳,所述吊耳底部两侧对称设置有两根吊绳,每根吊绳自由端均设置有夹持组件,且两组夹持组件对称设置,每组夹持组件均包括第一夹板与第二夹板,所述第一夹板均位于第二夹板上方并与第二夹板水平相对设置,第一夹板顶部的中间位置均固定连接有与吊绳相连接的吊环,所述第二夹板与第一夹板之间均可拆卸固定连接有竖直分布的连接板,两组夹持组件的第一夹板之间设置有第一限位链条,所述第一限位链条两端分别通过螺纹连接件与第一夹板螺纹连接。
6.进一步的,两组夹持组件的第二夹板之间设置有第二限位链条,所述第二限位链条两端也分别通过螺纹连接件与第二夹板螺纹连接。
7.进一步的,所述第一夹板上均开设有若干个沿第一夹板长度方向等距分布的第一螺纹孔,所述第二夹板上均开设有若干个沿第二夹板长度方向等距分布的第二螺纹孔,每组夹持组件的第二螺纹孔与第一螺纹孔数量相等且位置相对设置,所述连接板上均开设由若干个沿连接板长度方向等距分布的第一螺纹通孔,连接板两端的第一螺纹通孔分别与第
一螺纹孔、第二螺纹孔螺纹连接有锁紧螺栓。
8.进一步的,所述电动葫芦本体包括行走小车与位于行走小车下方的卷筒组件,所述卷筒组件包括水平设置的卷筒外壳,所述卷筒外壳的顶部固定连接有竖直分布的倒u型支架,卷筒外壳内转动连接有与卷筒外壳同轴线设置的卷筒,所述卷筒其中一端转动连接有安装在卷筒外壳端部的起升电机,卷筒上还缠绕有钢丝绳,所述钢丝绳上设置所述吊钩,所述行走小车包括两个并排设置的u型安装架,两个u型安装架分别位于倒u型支架上方,其中一个u型安装架内转动连接有与环形轨道滚动连接的主行走轮,且主行走轮转动连接有行走电机,另一个u型安装架内转动连接有与环形轨道滚动连接的从行走轮,两个u型安装架底部与倒u型支架的顶部之间均设置有竖直相对分布的连接轴,所述连接轴底端与倒u型支架固定连接,连接轴顶端与u型安装架转动连接。
9.采用上述技术方案,本实用新型的有益效果:
10.本实用新型通过设置电动葫芦本体能够沿热浸镀锌环形生产线的环形轨道行走以适应现有热浸镀锌环形生产线各道工序的分布方式,从而能够吊运钢卷工件在各道工序之间移动;并通过在电动葫芦本体的吊钩上设置吊具装置能够对钢卷工件进行夹持固定,具体的,设置吊耳用于连接吊钩,设置吊绳用于连接夹持组件,在使用时,将第二夹板分别与钢卷工件两端位置的内壁抵接,此时,第一夹板位于钢卷工件的上方,然后将连接板向钢卷工件的端面位置移动,要保证连接板与钢卷工件端面之间具有间隙,最后再将第一限位链条两端分别与第一夹板螺纹连接即可完成对钢卷工件的夹持固定;当需要对钢卷工件热浸镀锌时,通过电动葫芦本体将夹持组件与钢卷工件一起落入锌锅内,直至钢卷工件完全没入锌锅中,此时,由于连接板与钢卷工件端面之间具有间隙,故在锌锅内能够完成对钢卷工件外表面、端面的热浸镀锌,然后电动葫芦本体继续带动夹持组件与钢卷工件下降,钢卷工件外表面的底部与锌锅内底面抵接后,夹持组件继续下降使第二夹板脱离钢卷工件内壁,此时,能够完成对钢卷工件内表面的热浸镀锌,而在热浸镀锌完成后,利用电动葫芦本体首先提升夹持组件,由于第一夹板之间设置有第一限位链条,故夹持组件在提升的过程中,仍能使第二夹板与钢卷工件内壁抵接,从而保证夹持组件能够夹持固定热浸镀锌完成后的钢卷工件,总的来说,在使用本实用新型对钢卷工件热浸镀锌时,能够使钢卷工件热浸镀锌彻底,从而提高钢卷工件热浸镀锌的质量。
附图说明
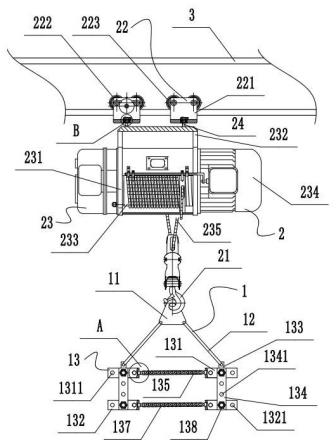
11.图1为本实用新型的结构示意图;
12.图2为图1中a处局部放大的结构示意图;
13.图3为图1中b处局部放大的结构示意图;
14.图4为本实用新型在使用状态下的结构示意图之一;
15.图5为本实用新型在使用状态下的结构示意图之二;
16.图6为现有热浸镀环形生产线的环形轨道的结构示意图。
17.附图标记:1、吊具装置;11、吊耳;12、吊绳;13、夹持组件;131、第一夹板;1311、第一螺纹孔;132、第二夹板;1321、第二螺纹孔;133、吊环;134、连接板;1341、螺纹通孔;135、第一限位链条;136、螺纹连接件;137、第二限位链条;138、锁紧螺栓;2、电动葫芦本体;21、吊钩;22、行走小车;221、u型安装架;222、主行走轮;223、从行走轮;23、卷筒组件;231、卷筒
外壳;232、倒u型支架;233、卷筒;234、起升电机;235、钢丝绳;24、连接轴;3、环形轨道;4、钢卷工件。
具体实施方式
18.为使本实用新型的目的、技术方案和有益效果更加清楚,下面结合附图对本实用新型实施方式作进一步详细描述。
19.如图1至图5所示,本实用新型提供了一种热浸镀锌环形生产线专用电动葫芦,包括能够沿热浸镀锌环形生产线的环形轨道3行走的电动葫芦本体2,电动葫芦本体2包括吊钩21,吊钩21上吊装有吊具装置1,吊具装置1包括悬挂在吊钩21上的吊耳11,吊耳11底部两侧对称设置有两根吊绳12,吊绳12为钢丝绳,每根吊绳12自由端均设置有夹持组件13,且两组夹持组件13对称设置,每组夹持组件13均包括第一夹板131与第二夹板132,第一夹板131均位于第二夹板132上方并与第二夹板132水平相对设置,第一夹板131顶部的中间位置均固定连接有与吊绳12相连接的吊环133,第二夹板132与第一夹板131之间均可拆卸固定连接有竖直分布的连接板134,两组夹持组件13的第一夹板131之间设置有第一限位链条135,第一限位链条135两端分别通过螺纹连接件136与第一夹板131螺纹连接,具体的,螺纹连接件136可以为连接螺栓也可以为连接螺纹杆,螺纹连接件136一端与第一限位链条135端部固定连接,另一端与第一夹板131螺纹连接,通过设置电动葫芦本体2能够沿热浸镀锌环形生产线的环形轨道3行走以适应现有热浸镀锌环形生产线各道工序的分布方式,从而能够吊运钢卷工件4在各道工序之间移动;并通过在电动葫芦本体2的吊钩21上设置吊具装置1能够对钢卷工件4进行夹持固定,具体的,设置吊耳11用于连接吊钩21,设置吊绳12用于连接夹持组件13,在使用时,将第二夹板132分别与钢卷工件4两端位置的内壁抵接,此时,第一夹板131位于钢卷工件4的上方,然后将连接板134向钢卷工件4的端面位置移动,要保证连接板134与钢卷工件4端面之间具有间隙,最后再将第一限位链条135两端分别与第一夹板131螺纹连接即可完成对钢卷工件4的夹持固定即如图4所示;当需要对钢卷工件4热浸镀锌时,通过电动葫芦本体2将夹持组件13与钢卷工件4一起落入锌锅内,直至钢卷工件4完全没入锌锅中,此时,由于连接板134与钢卷工件4端面之间具有间隙,故在锌锅内能够完成对钢卷工件4外表面、端面的热浸镀锌,然后电动葫芦本体2继续带动夹持组件13与钢卷工件4下降,钢卷工件4外表面的底部与锌锅内底面抵接后,夹持组件13继续下降使第二夹板132脱离钢卷工件4内壁即如图5所示,此时,能够完成对钢卷工件4内表面的热浸镀锌,而在热浸镀锌完成后,利用电动葫芦本体2首先提升夹持组件13,由于第一夹板131之间设置有第一限位链条135,故夹持组件13在提升的过程中,仍能使第二夹板132与钢卷工件4内壁抵接,从而保证夹持组件13能够夹持固定热浸镀锌完成后的钢卷工件4,总的来说,在使用本实用新型对钢卷工件4热浸镀锌时,能够使钢卷工件4热浸镀锌彻底,从而提高钢卷工件4热浸镀锌的质量。
20.进一步的,如图1、图4与图5所示,两组夹持组件13的第二夹板132之间设置有第二限位链条137,第二限位链条137两端也分别通过螺纹连接件136与第二夹板132螺纹连接,具体的,在利用夹持组件13夹持固定钢卷工件4前,就将第二限位链条137一端与其中一组夹持组件13的第二夹板132螺纹连接,然后,将第二限位链条137另一端穿过钢卷工件4,在完成对钢卷工件4夹持固定的最后,再将第二限位链条137的该端与另一组夹持组件13的第
二夹板132螺纹连接而完成对钢卷工件4的夹持固定;通过设置第二限位链条137,当对钢卷工件4热浸镀锌完成后,在夹持组件13提升的过程中可以进一步保证夹持组件13能够夹持固定钢卷工件4。
21.进一步的,如图1、图4与图5所示,第一夹板131上均开设有若干个沿第一夹板131长度方向等距分布的第一螺纹孔1311,第二夹板132上均开设有若干个沿第二夹板132长度方向等距分布的第二螺纹孔1321,每组夹持组件13的第二螺纹孔1321与第一螺纹孔1311数量相等且位置相对设置,连接板134上均开设由若干个沿连接板134长度方向等距分布的螺纹通孔1341,连接板134两端的螺纹通孔1341分别与第一螺纹孔1311、第二螺纹孔1321螺纹连接有锁紧螺栓138,通过这样的设置方式,一方面可以将连接板134分别与第一夹板131、第二夹板132可拆卸固定连接即螺纹连接;另一方面,也可以调整连接板134、第一夹板131与第二夹板132形成的夹持空间,以提高夹持组件13对钢卷工件4夹持固定的稳固性。
22.如图6所示,由于热浸镀锌环形生产线所使用的环形轨道3包括两条直线轨道与两条弧形轨道,故电动葫芦本体2在沿环形轨道3移动的过程中需要在直线轨道与弧形轨道之间过渡即转弯,故为便于电动葫芦本体2在环形轨道3上转弯,因此,如图1、图3至图5所示,电动葫芦本体2包括行走小车22与位于行走小车22下方的卷筒组件23,卷筒组件23包括水平设置的卷筒外壳231,卷筒外壳231的顶部固定连接有竖直分布的倒u型支架232,卷筒外壳231内转动连接有与卷筒外壳231同轴线设置的卷筒233,卷筒233其中一端转动连接有安装在卷筒外壳231端部的起升电机234,卷筒233上还缠绕有钢丝绳235,钢丝绳235上设置所述吊钩21,起升电机234是正反转电机为卷筒233转动的动力源,这样卷筒组件23能够带动吊钩21升降,从而带动吊具装置1升降;行走小车22包括两个并排设置的u型安装架221,两个u型安装架221分别位于倒u型支架232上方,其中一个u型安装架221内转动连接有与环形轨道3滚动连接的主行走轮222,且主行走轮222转动连接有行走电机,另一个u型安装架221内转动连接有与环形轨道3滚动连接的从行走轮223,两个u型安装架221底部与倒u型支架232的顶部之间均设置有竖直相对分布的连接轴24,连接轴24底端与倒u型支架232固定连接,连接轴24顶端与u型安装架221转动连接,通过这样的设置方式,当电动葫芦本体2在环形轨道3上转弯时,两个u型安装架221能够分别相对于倒u型支架232转动,从而便于主行走轮222与从行走轮223在环形轨道3上转弯,进而避免行走轮在直线轨道与弧形轨道之间过渡时卡死。
23.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的实用新型范围内。本实用新型要求保护范围由所附的权利要求书及等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1