一种制袋机的牵引结构的制作方法
1.本实用新型涉及制袋机,尤其涉及一种制袋机的牵引结构。
背景技术:
2.目前,制袋机使用过程中,通过牵引装置夹紧包装带向后牵引来将包装带拉入加工工位,制袋装置在加工工位处加工出包裹极片的包装袋,之后牵引装置松开包装带往前运动后再次夹紧包装带,以继续下一次牵引,从而将包装带逐段牵引至加工工位内;但是,包装带在上一牵引过程中被拉动变形,此处,牵引装置松开包装带再向前运动后夹紧包装带时,存在牵引装置夹紧不到位,或者牵引时只能张紧包装带而不能实现包装带运动,即牵引不到位等情况,从而影响后续加工精度。
技术实现要素:
3.为了克服现有技术的不足,本实用新型的目的在于提供一种制袋机的牵引结构,其可提高夹紧和牵引时的精度,以确保后续加工精度。
4.本实用新型的目的采用如下技术方案实现:
5.一种制袋机的牵引结构,包括:
6.机架,机架设有夹料工位和加工工位;
7.放料辊,可转动设置在所述机架上,并用于供外部包装带卷绕;
8.收料辊,可转动设置在所述机架上,用于接收从所述放料辊牵引出并依次经过所述加工工位和所述夹料工位的外部包装带;
9.两个牵引装置;两个所述牵引装置用于交替夹紧所述夹料工位内的外部包装带,并向远离所述加工工位的方向牵引外部包装带。
10.进一步地,所述牵引装置包括牵引驱动装置和夹紧结构,所述夹紧结构用于夹紧外部包装带,所述牵引驱动装置用于带动所述夹紧结构沿所述加工工位和所述夹料工位的分布方向运动。
11.进一步地,还包括两限位结构,两所述限位结构用于分别对应对两所述夹紧结构的运动行程进行限定。
12.进一步地,所述限位结构包括两终止工位,各所述终止工位分别设置有检测器;所述检测器用于检测所述终止工位内是否有对应所述夹紧结构;所述牵引驱动装置用于根据对应所述检测器的检测结果进行运作。
13.进一步地,还包括对所述夹紧结构运动进行导引的导引结构。
14.进一步地,所述夹紧结构包括安装座、夹紧驱动装置和两夹板;至少一个所述夹板可运动设置并在运动时使两所述夹板彼此靠合或分离;两个所述夹板靠合时配合夹紧外部包装带;各所述夹板均设置在所述安装座上;所述夹紧驱动装置用于驱动可运动的所述夹板运动;所述牵引驱动装置用于带动所述安装座运动。
15.进一步地,各所述夹板靠近另一所述夹板一侧的宽度均小于其远离另一所述夹板
一侧的宽度。
16.进一步地,两个所述夹板均可运动设置。
17.进一步地,所述夹紧驱动装置包括与两个所述夹板一一对应的两个气缸,所述气缸用于驱动对应所述夹板运动。
18.进一步地,两所述牵引装置沿垂直于其牵引方向的水平方向分布,且两所述牵引装置的所述夹板在两所述牵引装置的分布方向上交错设置;任意一所述牵引装置的两所述夹板彼此分离时可供剩余一所述牵引装置彼此靠合的两所述夹板穿过。
19.相比现有技术,本实用新型的有益效果在于:
20.本实用新型通过设置两个牵引装置,这样,在其中一牵引装置夹紧夹料工位的包装带并向远离加工工位方向拉动包装带后,使该其中一牵引装置保持夹紧,此时,包装带处于放料辊和该牵引装置之间的部分保持张紧,再采用另一牵引装置夹紧夹料工位的包装带,可确保对包装带的夹持到位,之后进行牵引可确保牵引到位,以确保后续加工精度。
附图说明
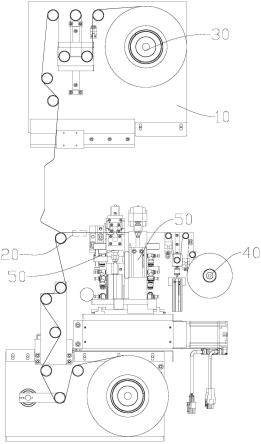
21.图1为本实用新型制袋机的牵引结构的结构示意图;
22.图2为本实用新型牵引装置的立体结构示意图;
23.图3为本实用新型牵引装置的侧视图;
24.图4为本实用新型牵引装置的俯视图。
25.图中:10、机架;20、加工工位;30、放料辊;40、收料辊;50、牵引装置;51、安装座;52、牵引驱动装置;53、夹紧驱动装置;531、气缸;54、夹板;60、导引结构;70、限位结构;71、检测器。
具体实施方式
26.请参看图1至图4,本实用新型公开了一种制袋机的牵引结构,包括机架10、放料辊30、收料辊40和两个牵引装置50;机架10设有夹料工位和加工工位20;放料辊30可转动设置在机架10上,并用于供外部包装带卷绕;收料辊40可转动设置在机架10上,用于接收从放料辊30牵引出并依次经过加工工位20和夹料工位的外部包装带。
27.以下为了便于理解,将两个牵引装置50分别称之为前牵引装置50和后牵引装置50,此处,前牵引装置50和后牵引装置50并不专门指代任意一牵引装置50;在上述结构的基础上,牵引包装带时,采用前牵引装置50夹紧夹料工位的包装带并向远离加工工位20方向拉动包装带后,使前牵引装置50保持夹紧,此时,包装带处于放料辊30和前牵引装置50之间的部分保持张紧,再采用后牵引装置50夹紧夹料工位的包装带,可确保对包装带的夹持到位,之后进行牵引可确保牵引到位,提高牵引时的精度,以确保后续加工精度。
28.本实施例的牵引装置50包括牵引驱动装置52和夹紧结构,夹紧结构用于夹紧外部包装带;牵引驱动装置52用于带动夹紧结构沿加工工位20和夹料工位的分布方向运动,如此,实现夹紧和牵引。
29.在其他实施例中,限位结构70可采用限位块,在限位块与夹紧结构相抵时,可阻止夹紧结构继续运动,从而实现牵引装置50牵引行程的限位。
30.本实施例还包括两限位结构70,两限位结构70用于分别对应对两夹紧结构的运动
行程进行限定,以控制牵引装置50牵引所需行程。
31.具体地,限位结构70包括两终止工位,各终止工位分别设置有检测器71;检测器71用于检测终止工位内是否有对应夹紧结构;牵引驱动装置52用于根据对应检测器71的检测结果进行运作;可以理解地是,一个牵引驱动装置52对应一限位结构70,对应的限位结构70包括两个终止工位,每个终止工位设有检测器71;这样,在检测器71检测到终止工位内有夹紧结构时即停止牵引驱动装置52对夹紧结构的驱动。
32.为提高运动稳定性,本实施例还包括对夹紧结构运动进行导引的导引结构60。
33.上述的导引结构60可由导轨、导槽和导轮三者中的任意两者活动配合构成。
34.具体地,夹紧结构包括安装座51、夹紧驱动装置53和两夹板54;至少一个夹板54可运动设置并在运动时使两夹板54彼此靠合或分离;两个夹板54靠合时配合夹紧外部包装带;各夹板54均设置在安装座51上;夹紧驱动装置53用于驱动可运动的夹板54运动;牵引驱动装置52用于带动安装座51运动;此时,采用夹板54夹紧,夹持牢固。
35.由于在采用包装带制成包装电池极片的包装袋时,为充分利用包装带,电池极片在包装带上的间隙较小,而牵引装置50在夹紧时常夹持在包装带位于电池极片之间的部分,因此,为适用于上述间隙较小的使用环境,本实施例的各夹板54靠近另一夹板54一侧的宽度均小于其远离另一夹板54一侧的宽度,如此,夹板54靠近另一夹板54一侧的宽度较小,适用于上述较小的间隙,而夹板54远离另一夹板54一侧的宽度较大,确保整体强度。
36.本实施例的两个夹板54均可运动设置,可提高彼此靠合和分离的效率。
37.具体地,夹紧驱动装置53包括与两个夹板54一一对应的两个气缸531,气缸531用于驱动对应夹板54运动,两夹板54分开控制,控制更灵活。
38.本实施例的两牵引装置50沿垂直于其牵引方向的水平方向分布,且两牵引装置50的夹板54在两牵引装置50的分布方向上交错设置,即,两牵引装置50共用垂直于其牵引方向上的空间,以缩小整体体积;任意一牵引装置50的两夹板54彼此分离时可供剩余一牵引装置50彼此靠合的两夹板54穿过,可以理解地是,两夹板54分离时的距离大于两夹板54靠合时的总高度;如此,在靠近夹料工位的牵引装置50(以下该牵引装置50称为前牵引装置50)保持夹紧包装带时,通过控制位于前牵引装置50远离夹料工位一侧的牵引装置50(以下该牵引装置50称为后牵引装置50)的两夹板54分离,如此,后牵引装置50在向夹料工位运动时,可实现两牵引装置50的夹板54互不干扰。
39.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1