一种涂布烤箱内的接带装置的制作方法
1.本实用新型涉及锂电池极片生产,具体地指一种涂布烤箱内的接带装置。
背景技术:
2.锂离子电池生产过程中,涂布是重要的工序,在生产时不定时会有集流体断带现象发生,员工需要耗费大量的时间去接带,且接带若不规则可能会发生二次断带,这样不仅耗费了大量的生产时间,而且频繁的断带接带浪费了大量的浆料及涂布基材,特别是断带发生在涂布烤箱时,由于烤箱内空间有限,员工单人很难完成接带操作,且强行的在烤箱内接带可能会造成极片的二次断带,这样不仅浪费涂布基材和浆料,而且浪费时间;若将断带极片拉出烤箱后再接带,由于现在涂布烤箱的长度都比较长且大部分烤箱都是悬空烘烤没有过辊,则在牵带时很容易损伤极片造成极片的大量报废,浪费良品极片。
3.专利申请号cn201120302006.6《一种锂离子电池生产涂布过程中断带的贴胶带装置》,提供了一种锂离子电池生产涂布过程中断带的贴胶断带装置,但是并没有一个接带的平台及极片的固定装置供贴胶带使用,若在烤箱内接带单人很难操作成功。因此需要开发一种用于涂布烤箱内接带的简易装置供涂布烤箱内断带贴胶使用。
技术实现要素:
4.本实用新型的目的就是要解决上述背景技术的不足,提供一种结构简单、使用方便的涂布烤箱内的接带装置。
5.本实用新型的技术方案为:一种涂布烤箱内的接带装置,其特征在于,包括基座、开设于基座上的切带凹槽以及在切带凹槽两侧分别设置的第一压紧部件、第二压紧部件,
6.所述第一压紧部件包括均沿切带凹槽延伸方向设置、长条形的第一主压板和第一副压板,所述第一主压板其中一端设有第一主合页与基座铰接,所述第一副压板铰接于第一主压板顶部;
7.所述第二压紧部件包括均沿切带凹槽延伸方向设置、长条形的第二主压板和第二副压板,所述第二主压板在临近第一主合页的一端设有第二主合页与基座铰接,所述第二副压板铰接于第二主压板顶部。
8.优选的,所述第一主压板设有第一主合页的一端超过基座边缘形成第一下压部,所述第一下压部上设置第一副合页与第一副压板端部铰接。
9.进一步的,所述第一副压板两侧不超过第一主压板两侧边缘,所述第一副压板远离第一副合页的一端不超过第一主压板对应的端部边缘。
10.优选的,所述第二主压板设有第二主合页的一端超过基座边缘形成第二下压部,所述第二下压部上设置第二副合页与第二副压板端部铰接。
11.进一步的,所述第二副压板两侧不超过第二主压板两侧边缘,所述第二副压板远离第二副合页的一端不超过第二主压板对应的端部边缘。
12.优选的,所述第一主压板、第二主压板底部分别设有第一胶垫、第二胶垫,所述第
一胶垫、第二胶垫均为沿切带凹槽延伸方向设置的长条形。
13.进一步的,所述第一胶垫两侧不超过与第一主压板两侧边缘,所述第一胶垫在远离第一主合页的一端与第一主压板端部平齐。
14.进一步的,所述第二胶垫两侧不超过与第二主压板两侧边缘,所述第二胶垫在远离第二主合页的一端与第二主压板端部平齐。
15.优选的,所述基座为矩形板,所述切带凹槽沿基座宽度方向延伸贯穿基座。
16.进一步的,所述第一主压板在远离第一主合页的一端与基座边缘平齐;所述第二主压板在远离第二主合页的一端与基座边缘平齐。
17.本实用新型的有益效果为:
18.1.第一主压板、第二主压板可以随着主合页进行上下转动,将断开的极片两端分别压住,切带凹槽便于将极片两端断开处切割整齐。第一胶垫、第二胶垫可增加主压板与极片的摩擦力,防止极片压带时打滑。
19.2.第一副压板、第二副压板可以随着副合页进行上下转动,用于将极片两端上卷压住,便于在中间空白区域放置胶带将两端粘贴。
20.3.本装置结构简单、使用方便,使涂布烤箱内断带后接带单人就能完成,且接带后极片平整、整齐,不易造成接带后的二次断带,提高了断带后接带的成功率,减少了涂布基材及浆料的浪费,加快了涂布烤箱内接带时间,提高了生产合格率。
附图说明
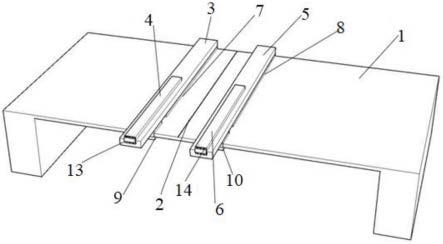
21.图1为本实用新型接带装置结构示意图
22.图2为本实用新型接带装置俯视图
23.图3为第一压紧部件结构示意图
24.其中:1-基座2-切带凹槽3-第一主压板4-第一副压板5-第二主压板6-第二副压板7-第一胶垫8-第二胶垫9-第一主合页10-第二主合页11-第一下压部12-第二下压部13-第一副合页14-第二副合页。
具体实施方式
25.下面结合附图和具体实施例对本实用新型作进一步的详细说明。
26.如图1-3所示,本实用新型提供的一种涂布烤箱内的接带装置,包括基座1、开设于基座1上的切带凹槽2以及在基座1上切带凹槽2两侧分别设置的第一压紧部件、第二压紧部件,第一压紧部件包括均沿切带凹槽2延伸方向设置、长条形的第一主压板3和第一副压板4,第一主压板3其中一端设有第一主合页9与基座1铰接,第一副压板4铰接于第一主压板3顶部;第二压紧部件包括均沿切带凹槽2延伸方向设置、长条形的第二主压板5和第二副压板6,第二主压板5在临近第一主合页9的一端设有第二主合页10与基座1铰接,第二副压板6铰接于第二主压板5顶部。
27.本实施例中,基座1顶部为矩形板,切带凹槽2沿基座1顶部宽度方向延伸贯穿基座1,以图2中左右向为基座1长度方向,第一压紧部件、第二压紧部件对称设置于切带凹槽2左右两侧,图2中上下向为基座1宽度方向,以图2中上端为前端、下端为后端。
28.第一主压板3设有第一主合页9的一端(第一主压板3后端)超过基座1边缘形成第
一下压部11,第一下压部11上设置第一副合页13与第一副压板4后端铰接。第一副压板4左右两侧不超过第一主压板3左右两侧边缘,第一副压板4远离第一副合页13的一端(第一副压板4前端)不超过第一主压板3前端边缘。
29.第二主压板5设有第二主合页10的一端(第二主压板5后端)超过基座1边缘形成第二下压部12,第二下压部12上设置第二副合页14与第二副压板6后端铰接。第二副压板6左右两侧不超过第二主压板5左右两侧边缘,第二副压板6远离第二副合页14的一端(第二副压板6前端)不超过第二主压板5前端边缘。
30.第一主压板3、第二主压板5底部分别设有第一胶垫7、第二胶垫8,第一胶垫7、第二胶垫8均为沿切带凹槽2延伸方向设置的长条形。第一胶垫7左右两侧不超过与第一主压板3两侧边缘,第一胶垫7前端与第一主压板3前端平齐。第二胶垫8两侧不超过与第二主压板5两侧边缘,第二胶垫8前端与第二主压板5前端平齐。
31.本实施例中,第一主压板3前端、第二主压板5前端均与基座1前端边缘平齐。第一下压部11后端与第一副压板4后端平齐,第二主压板5后端与第二副压板6后端平齐。第一副压板4、第二副压板6前后端均对齐。第一主合页9、第二主合页10、第一副合页13、第二副合页14内的铰轴均为沿左右向设置,第一主压板3可通过下压第一下压部11使前端转动翘起,第一副压板4可用手抬起前端,第二主压板5、第二副压板6操作同理。
32.本实施例中,第一主压板3、第二主压板5材质需选择密度相对较大的金属,压带时不会产生打滑,如不锈钢。基座1的高度应≤烤箱下风口的高度;第一胶垫7、第二胶垫8的长度与极片宽度的差值应在
±
1cm范围内:基座1长度应≤涂布烤箱两连续下风口之间的距离。
33.本实用新型进行接带的工作原理如以下步骤所示:
34.1.将本使用新型装置放置在烤箱内断带处;
35.2.轻压第一下压部11使第一主压板3前端微微抬起,将左侧极片放置在第一主压板3下面并朝右拉至超过切带凹槽2,放下第一主压板3压住左侧极片将其固定;
36.3.按步骤2同样的方法将右侧极片放置在第二主压板5下面并朝左拉至超过切带凹槽2,第二主压板5下压前调节右侧极片使左右两侧极片重叠部分上下端对齐;
37.4.使用小刀从切带凹槽2内将左右两侧极片端部切整齐,二者端部刚好对接;
38.5.抬起第一副压板4前端,将左侧极片的整齐端部上翻至第一副压板4下方,放下第一副压板4将其端部压紧;同样操作第二副压板6将右侧极片的整齐端部压紧;
39.6.切取足够长的高温胶带沿切带凹槽2延伸方向放置,带胶面朝上放置在切带凹槽2处;
40.7.分别打开第一副压板4、第二副压板6将左右两侧极片端部放置在胶带上后轻轻压紧,将上下端多余的胶带在极片边缘处弯折后贴于极片上面;
41.8.切取足够长的高温胶带,将其贴于左右侧极片连接处上面,并轻微的压紧;
42.9.接带完成后同时轻压第一下压部11、第二下压部12分别将第一主压板3、第二主压板5前端抬起,并将装置从烤箱内水平移出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1