一种联杯产品中热缩标签的固定装置及灌装生产线的制作方法
1.本实用新型涉及联杯产品生产设备技术领域,尤其涉及一种联杯产品中热缩标签的固定装置,另外,本实用新型还涉及采用此种固定装置的灌装生产线。
背景技术:
2.现有灌装类食品的杯身外部一般固定有标签,因标签的材质不同,标签与杯身之间的结合方式一般可分为热塑贴合与热缩贴合两种。热塑贴合方式中,标签在杯身挤压成型前以卷曲的状态置于杯身成型的模腔中,当片材受热在模腔中被挤压形成杯身时,标签受热贴合于杯身的外部。热缩贴合方式中,杯身已经成型,连续设置的标签被截断成长度较小的标签并套在已经成型的杯身外部,然后加热标签使标签固定贴合于杯身外部。
3.对于联杯产品而言,由于多个杯身连接在一起,将标签通过热缩方式固定于杯身的外部时,用于使标签发生热缩的高温气态蒸气容易因联杯产品的遮蔽而冷凝形成水滴并附着在杯身的外部,如此会影响标签的热缩效果,不利于保证产品的外形美观度。
技术实现要素:
4.为了解决上述现有技术中存在的缺点和不足,本实用新型提供了一种联杯产品中热缩标签的固定装置,加设了抽气组件,及时抽取剩余高温气态蒸气,提高热缩标签的热缩效果。
5.为了实现上述技术目的,本实用新型提供的一种联杯产品中热缩标签的固定装置,包括架板、设于架板上的喷气组件及用于驱动架板升降的升降组件,所述固定装置还包括抽气组件,抽气组件包括设于架板上的抽气管及与抽气管连接的抽气动力件,抽气管的顶端高于喷气组件设置且具有抽气通道。
6.优选的,所述抽气通道的横截面呈长条状。
7.优选的,所述抽气管的底端固定于架板上,抽气组件包括设于架板底部的连接管,连接管设于抽气管与抽气动力件之间,连接管上设有连接通道,架板上设有用于连通抽气通道与连接通道的通孔。
8.优选的,所述抽气管沿架板的长度方向均匀间隔设有多根。
9.优选的,所述喷气组件包括喷气管及设于喷气管上方的匀流罩。
10.优选的,所述匀流罩包括罩板部及设于罩板部外周的罩壳部,罩壳部上粗下细设置,罩板部与罩壳部配合形成有底侧敞口的匀流腔,匀流腔的底侧与架板之间具有底部流动空隙,罩壳部与喷气管之间具有侧部流动空隙。
11.优选的,所述喷气管的顶端位于匀流腔中且低于罩板部设置。
12.优选的,所述罩板部高于罩壳部的底侧且低于罩壳部的顶侧设置,罩板部的外周与罩壳部的底侧之间设有与罩板部配合形成匀流腔的围边,围边位于罩壳部的内周。
13.优选的,所述升降组件包括具有伸缩杆的升降气缸,伸缩杆的顶端通过支座连接于架板。
14.本实用新型还提供了一种灌装生产线,包括用于将热缩标签固定于杯身外部的固定装置,所述固定装置为上述联杯产品中热缩标签的固定装置。
15.采用上述技术方案后,本实用新型具有如下优点:
16.1、本实用新型提供的联杯产品中热缩标签的固定装置,加设了包括抽气管与抽气动力件的抽气组件,抽气管的顶端高于喷气组件设置,抽气动力件工作可以及时抽取剩余的高温气态蒸气,避免高温气态蒸气冷凝后形成的水滴附着在杯身的外部导致热缩标签在热缩固定时发生褶皱的情况,有利于提高热缩标签的热缩效果,从而有利于保证联杯产品的外形美观度。
17.2、抽气管上抽气通道的横截面呈长条状,能在合理减少抽气管分布数量的同时使抽气通道能与联杯产品中某一行或某一列的杯身完全对应,使抽气组件能有效充分、有效的抽取剩余的高温气态蒸气。
18.3、抽气管的底端固定在架板上,抽气管通过连接管连接于抽气动力件,架板上设置用于连通抽气通道与连接通道的通孔,合理设置抽气组件的具体结构及连接方式,有助于合理简化抽气组件。
19.4、喷气组件采用喷气管与匀流罩配合的结构,高温的气态蒸气自喷气管喷出后经匀流罩的导流作用后从杯身的外周均匀流向热缩标签,使热缩标签均匀受热收缩实现固定,合理设置喷气组件的结构,有利于提高热缩标签的热缩效果,避免热缩标签热缩不均匀发生褶皱的情况。
20.5、匀流罩的罩板部与罩壳部配合形成底侧敞口的匀流腔,匀流腔的底侧与架板之间具有底部流动空隙,罩壳部与抽气管之间具有侧部流动空隙,合理设置匀流罩分别与架板、喷气管之间的配合方式,使自喷气管喷出的高温气态蒸气能经过匀流腔后顺利均匀流向热缩标签。
21.6、喷气管的顶端位于匀流腔中,保证匀流腔可以对自喷气管喷出的高温气态蒸气发挥充分的导流作用,使流向热缩标签的高温气态蒸气更加均匀,有利于提高热缩标签的热缩效果。
22.7、罩板部的外周与罩壳部的底侧之间设置与罩板部配合形成匀流腔的围边,围边位于罩壳部的内周,合理设置匀流腔的具体形成结构,使匀流罩能一体成型,避免匀流腔漏气导致热缩标签发生褶皱的情况。
附图说明
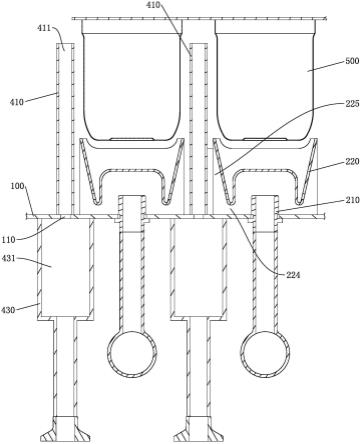
23.图1为本实用新型实施例一联杯产品中热缩标签的固定装置的整体示意图;
24.图2为本实用新型实施例一联杯产品中热缩标签的固定装置的局部结构示意图;
25.图3为本实用新型实施例一联杯产品中热缩标签的固定装置的喷气组件的结构示意图。
26.图中,100-架板,110-通孔,200-喷气组件,210-喷气管,220-匀流罩,221-罩板部, 222-罩壳部,223-匀流腔,224-底部流动空隙,225-侧部流动空隙,226-围边,300-升降组件,310-升降气缸,311-伸缩杆,320-支座,400-抽气组件,410-抽气管,411-抽气通道, 420-抽气动力件,430-连接管,431-连接通道,500-杯身,600-蒸气发生装置,700-底板。
具体实施方式
27.下面结合附图和具体实施例对本实用新型作进一步说明。需要理解的是,下述的“上”、“下”、“左”、“右”、“纵向”、“横向”、“内”、“外”、“竖直”、“水平”、“顶”、“底”等指示方位或位置关系的词语仅基于附图所示的方位或位置关系,仅为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置/元件必须具有特定的方位或以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
28.实施例一
29.如图1至图3所示,本实用新型实施例一提供的一种联杯产品中热缩标签的固定装置,包括架板100、设于架板100上的喷气组件200及用于驱动架板100升降的升降组件300。固定装置还包括抽气组件400,抽气组件400包括设于架板100上的抽气管410及与抽气管410 连接的抽气动力件420,抽气管410的顶端高于喷气组件200设置且具有抽气通道411。
30.抽气动力件工作可以及时抽取剩余的高温气态蒸气,避免高温气态蒸气冷凝后形成的水滴附着在杯身的外部导致热缩标签在热缩固定时发生褶皱的情况,有利于提高热缩标签的热缩效果,从而有利于保证联杯产品的外形美观度。
31.本实施例中,固定装置还包括底板700,架板100通过升降组件300可升降的设于底板700上。升降组件300包括升降气缸310和支座320,升降气缸310竖置在底板700上,升降气缸310包括可上下活动的伸缩杆311,伸缩杆311的顶端通过支座320与架板100的端部固定在一起,升降气缸310通过支座320带动架板100升降,从而使架板100上的相关构件可以上升与联杯产品对应或下降离开联杯产品。
32.结合图3,喷气组件200包括喷气管210及设于喷气管210上方的匀流罩220,匀流罩 220与联杯产品在灌装生产时每个工位处的各杯身500一一对应设置,相应的,喷气管210 与各匀流罩220一一对应设置。固定装置还包括蒸气发生装置600,各喷气管210通过管路结构与蒸气发生装置600的出气口连接,蒸气发生装置600内产生的高温气态蒸气通过管路结构流向各喷气管210,高温的气态蒸气自喷气管210喷出后经匀流罩220的导流作用后从杯身500的外周均匀流向热缩标签,使热缩标签均匀受热收缩实现固定,提高热缩标签的热缩效果,避免热缩标签热缩不均匀发生褶皱的情况。
33.为了保证匀流罩220的导流效果,需合理设置匀流罩220的具体结构。结合图3,匀流罩220包括罩板部221及设于罩板部221外周的罩壳部222,罩壳部222上粗下细设置大致呈倒锥形,罩板部221与罩壳部222配合形成有底侧敞口的匀流腔223,匀流腔223的底侧与架板100之间具有底部流动空隙224,罩壳部222与喷气管210之间具有侧部流动空隙225。本实施例中,罩板部221高于罩壳部222的底侧且低于罩壳部222的顶侧设置,罩板部221 的外周与罩壳部222的底侧之间设有与罩板部221配合形成匀流腔223的围边226,围边226 位于罩壳部222的内周,匀流罩220沿竖向的截面形状大致呈平底w形。
34.为了使匀流腔223可以对自喷气管210喷出的高温气态蒸气发挥充分的导流作用,喷气管210的顶端位于匀流腔223中,即喷气管210的顶端伸入匀流腔223中,同时,喷气管210 低于罩板部221设置,使高温气态蒸气能自喷气管210顺利进入匀流腔223中,避免罩板部 221对高温气态蒸气的流动造成阻碍。
35.为了在合理减少抽气管410分布数量的同时使抽气通道411能与联杯产品中某一行或某一列的杯身500完全对应,抽气通道411的横截面优选设置成长条状,抽气管410沿架
板100 的长度方向均匀间隔设有多根。本实施例以灌装生产线每个工位处的联杯产品为8行
×
6列进行说明,抽气管410沿架板100的长度方向均匀间隔设置9根,每行联杯产品位于相邻两根抽气管410之间,单根抽气管410在水平方向上的长度与每列的6个杯身500对应,抽气通道411的长度方向大致与6个杯身500形成的长度一致,使抽气组件400能有效充分、有效的抽取残留在联杯产品之间的高温气态蒸气。
36.抽气管410的底端固定于架板100上,抽气管410的顶端高于匀流罩220设置。抽气组件400还包括设于架板100底部的连接管430,连接管430设于抽气管410与抽气动力件420 之间,连接管430上设有连接通道431,架板100上设有用于连通抽气通道411与连接通道 431的通孔110。本实施例中,连接管430与抽气管410一一对应设置且相应的抽气通道411 与连接通道431经过通孔110连通,连接管430通过管路结构汇合后与抽气动力件420的抽气口连接。抽气动力件420工作时产生吸气气流,残留的高温气态蒸气在该吸气气流的作用下经抽气通道411、通孔110、连接通道431及管路结构后排出。
37.本实施例还提供了一种灌装生产线,包括上述用于将热缩标签固定于联杯产品的杯身500 外部的固定装置。
38.灌装生产线工作时,上料机构带动联杯产品运动至固定装置所在工位处,升降气缸310 驱动架板100上升到位,蒸气发生装置600内产生的高温气态蒸气通过管路结构流向喷气管210并自喷气管210处喷出,喷出的高温气态蒸气在匀流腔223的导流作用下均匀流向杯身 500的外周,使热缩标签均匀受热而热缩固定于杯身500的外部,残留的高温气态蒸气在抽气动力件420的吸气气流作用下经抽气通道411、通孔110、连接通道431及管路结构后排出,避免残留的高温气态蒸气冷凝后形成的水滴附着在杯身500的外部,或附着在下游联杯产品的外部影响热缩标签的热缩效果。
39.可以理解的是,蒸气发生装置600参考现有技术。
40.可以理解的是,抽气动力件420可以采用风机等现有技术。
41.可以理解的是,灌装生产线的其他装置可以根据产品的不同进行设置,其他装置可以参考现有技术。
42.除上述优选实施例外,本实用新型还有其他的实施方式,本领域技术人员可以根据本实用新型作出各种改变和变形,只要不脱离本实用新型的精神,均应属于本实用新型权利要求书中所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1