一种用于塑料袋的通用型贴标机的制作方法
1.本实用新型涉及贴标机技术领域,尤其涉及一种用于塑料袋的通用型贴标机。
背景技术:
2.贴标机贴标之前需要将产品输送至贴标工位,通过印刷的方式滚动地将标签印在产品上;在印刷之前需要对产品上料,将堆叠的产品逐个地输送到指定的贴标工位,方便贴标,现有贴标机的上料组件大部分都是通过摩擦滚动分页的方式进行分料。
3.若采用这种上料组件对堆叠的塑料袋子进行分料时,因摩擦力较大而容易对塑料袋刮伤,损坏袋子。
技术实现要素:
4.本实用新型的目的在于针对现有技术的不足提供一种用于塑料袋的通用型贴标机。
5.为实现上述目的,本实用新型的技术方案如下:
6.一种用于塑料袋的通用型贴标机,包括上料组件和输送组件,上料组件包括逐个地将塑料袋吸起并送至输送组件的吸附件,输送组件包括输送平台,输送平台上设置有输送压轮组件以及防止塑料袋弹起变形的压片组件,压片组件末端设置有贴标机构。
7.进一步的:输送平台朝一长边倾斜,输送平台上还设置有将塑料袋吹至靠边处的吹气机构。
8.进一步的:输送组件还包括间隔设置于输送平台前侧的上料平台,上料平台的倾斜度与上料平台的倾斜度相同,上料平台上安装有在所述输送平台的前进方向往复运动以及在纵向往复运动的驱动件,吸附件安装在驱动件上。
9.进一步的:驱动件的驱动端设有横向布置的安装板,安装板沿长度方向成型有第一长孔,安装板通过长孔垂直安装有一对相互平行的吸附板,吸附件沿长度方向成型有第二长孔,吸附件分别安装在吸附板上。
10.进一步的:上料平台和输送平台均长度方向布置有输送带,其中输送平台的倾斜向下的侧边沿长度方向布置有防止塑料袋翘起的导向条。
11.进一步的:输送压轮组件包括与输送平台滚动配合的滚动压轮,滚动压轮可调节在输送平台横向位置的安装在输送带顶部。
12.进一步的:输送压轮组件还包括用于安装滚动压轮的滚动轴组件,输送平台一侧设置有供滚动轴组件横向调节的导向安装座,滚动压轮的外环嵌套有防滑圈套。
13.进一步的:压片组件位于滚动压轮末端,压片组件包括贴合输送平台表面长度方向布置的导向压片,导向压片的前端向上翘起供塑料袋进入,贴标机构位于导向压片的末端。
14.进一步的:压片组件包括横向布置在输送平台上方的横向驱动杆,横向驱动杆滑动嵌套有两个以上的导向安装套,导向压片的一端固定在导向安装套上。
15.进一步的:吹气机构包括两个以上的吹气管,吹气管的末端设置有出气口,吹气口位于压片组件与输送压轮组件之间,吹气口分别将从输送压轮组件出料的塑料袋侧边吹至与输送平台的侧边对齐。
16.本实用新型的有益效果:本实用新型的一种用于塑料袋的通用型贴标机,采用吸附的方式同样能达到逐个上料的效果,且不会损坏塑料袋;另外这种吸附的方式可适用多种不同厚度不同尺寸大小的塑料袋,无需额外调节吸附件的高度等参数,操作方便,上料效率能够得到保证。
附图说明
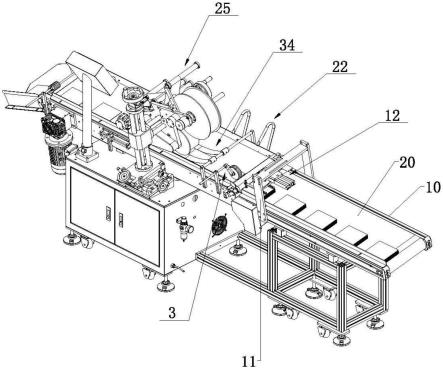
17.图1为贴标机的结构示意图。
18.图2为贴标机的另一视角结构示意图,隐藏了贴标机构。
19.图3为上料平台的局部放大结构示意图。包含有吸附件吸附塑料袋时的状态。
20.图4为输送压轮组件和压片组件的结构示意图。
21.附图标记包括:
22.1-上料组件、
23.10-上料平台、11-龙门架、12-驱动件、13-横向驱动气缸、
24.14-竖向驱动气缸、
25.15-安装板、16-第一长孔、17-吸附板、18-第二长孔、19-吸附件、
26.2-输送平台、
27.20-输送带、21-导向条、22-吹气机构、23-吹气管、24-吹气口、
28.25-贴标机构、
29.3-输送压轮组件、
30.31-滚动压轮、32-滚动轴组件、33-导向安装座、34-压片组件、
31.35-导向压片、36-横向驱动杆、37-导向安装套、38-防滑圈套。
具体实施方式
32.以下结合附图对本实用新型进行详细的描述。
33.如图1-4所示,一种用于塑料袋的通用型贴标机,包括上料组件1和输送组件,上料组件1包括逐个地将塑料袋吸起并送至输送组件的吸附件19,输送组件包括输送平台2,输送平台2上设置有输送压轮组件3以及防止塑料袋弹起变形的压片组件34,压片组件34末端设置有贴标机构25。
34.待贴标的塑料袋堆叠地放置,吸附件19逐个地将其吸附,并送至输送平台2,到达输送平台2后,通过输送压轮组件3对塑料袋继续前进输送,进入到压片组件34,由于塑料袋质量较轻,该压片组件34可防止塑料袋弹起,能够贴合着输送平台2与贴标机构25配合,完成贴标工作;采用吸附的方式同样能达到逐个上料的效果,且不会损坏塑料袋;另外这种吸附的方式可适用多种不同厚度不同尺寸大小的塑料袋,无需额外调节吸附件19的高度等参数,操作方便,上料效率能够得到保证。
35.此外,传统的滚动摩擦上料机构在对不同尺寸的产品上料时,需要调节用于限位产品两侧的限位板间距,不同的厚度需要调节支撑板与滚动轮之间的高度,本实用新型的
上料组件1只有吸附件19,并没有限位板和滚动轮,因此无需对这些参数进行调节,更换不同的塑料袋时,若吸附件19仍能正常吸附,则吸附件19的位置也无需调节,能适用于不同的厚度的塑料袋以及不同长度宽度尺寸的塑料袋。
36.输送平台2整体水平向左侧倾斜,输送组件还包括间隔设置于输送平台2前侧的上料平台10,上料平台10末端设有挡板,防止堆叠的塑料袋到末端后掉落,上料平台10的倾斜度与送料平台的倾斜度相同,上料平台10上安装有在所述输送平台2的前进方向往复运动以及在纵向往复运动的驱动件 12,吸附件19安装在驱动件12上;驱动件12的驱动端设有横向布置的安装板15,安装板15沿长度方向成型有第一长孔16,安装板15通过长孔垂直安装有一对相互平行的吸附板17,吸附件19沿长度方向成型有第二长孔18,吸附件19分别安装在吸附板17。优选的,吸附件19为吸盘。
37.上料平台10上设置有龙门架11,驱动件12包括在龙门架11上设置的横向驱动气缸13和竖向驱动气缸14,安装板15安装于竖直驱动气缸的活塞杆,通过第一长孔16和第二长孔18的配合,可调节吸附件19的横向位置以及输送方向的前后位置,以适用于一些偏差尺寸较大的塑料袋。通过横向驱动气缸13和竖向驱动气缸14的运动,配合吸附件19,对塑料袋从上料平台 10逐个地送至输送平台2上。
38.上料平台10和输送平台2均长度方向布置有输送带20,其中输送平台 2的倾斜向下的侧边沿长度方向布置有防止塑料袋翘起的导向条21;输送平台2上还设置有将塑料袋吹至靠边处的吹气机构22,吹气机构22包括两个以上的吹气管23,吹气管23的末端设置有出气口,吹气口24位于压片组件 34与输送压轮组件3之间,吹气口24分别将从输送压轮组件3出料的塑料袋侧边吹至与输送平台2侧边的导向条21对齐,导向条21与输送带20之间具有间距;塑料袋经输送压轮组件3后,多个吹气口24同时吹气,塑料袋会出现暂时的腾空,与输送平台2出现间隔,吹气口24的气流继续将塑料袋吹至与侧边导向条21对齐,并通过导向条21和输送带20的输送进入到压片组件34。塑料袋能够对齐地在输送平台2上前进输送,一方面不会出现翘起的现象,另一方面塑料袋对齐地前进,每个塑料袋的贴标位置能够保持不变,能够较大程度地保证每个塑料袋的贴标位置相同,产品一致性较高。
39.输送压轮组件3包括与输送平台2滚动配合的滚动压轮31,滚动压轮 31可调节在输送平台2横向位置的安装在输送带20顶部,输送压轮组件3 还包括用于安装滚动压轮31的滚动轴组件32,输送平台2一侧设置有供滚动轴组件32横向调节的导向安装座33,滚动轴组件32一端的轴通过孔同轴滑动配合,滚动压轮31的外环嵌套有防滑圈套38。
40.装有吸附件19的驱动件12将塑料袋送到输送平台2上,输送带20对其前进输送,经滚动压轮31对塑料袋进行定位,防止塑料袋左右偏移,也能防止塑料带弹起,此外,滚动压轮31上嵌套的防滑圈套38能够增加摩擦力,防滑圈套38是胶圈,也能对塑料袋进行保护,防止摩擦损坏塑料袋;还可通过滚动轴组件32与导向安装座33的滑动配合,改变滚动压轮31的横向位置,以适用于不同尺寸的塑料袋进入到输送平台2上。
41.压片组件34位于滚动压轮31末端,压片组件34包括贴合输送平台2 表面长度方向布置的导向压片35,导向压片35的前端向上翘起供塑料袋进入,贴标机构25位于导向压片35的末端,压片组件34包括横向布置在输送平台2上方的横向驱动杆36,横向驱动杆36滑动嵌套有两个以上的导向安装套37,导向压片35的一端固定在导向安装套37上;吹气机构22将塑料袋从滚动压轮31出来的塑料袋吹至与导向条21对齐后,平整地进入到导向压片35
内,导向压片35配合导向条21使得塑料袋能够沿着侧边对齐地通过输送带20前进输送,不会出现左右偏移、翘起的现象,保证每个塑料袋的贴标位置能够大致相同,提高贴标质量。
42.贴标机构25为滚动式地贴标滚动轮,为现有技术,在此不多赘述。
43.综上所述可知本实用新型乃具有以上所述的优良特性,得以令其在使用上,增进以往技术中所未有的效能而具有实用性,成为一极具实用价值的产品。
44.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1