一种用于汽车内饰件的铝薄片剥离装置的制作方法
1.本实用新型涉及铝薄片自动化生产领域,具体讲是一种用于汽车内饰件的铝薄片剥离装置。
背景技术:
2.随时生产技术的进步,汽车内饰件的铝薄片表面达到了镜面效果,所以铝薄片与铝薄片之间会进行紧密贴合,因此很难进行单片分离,目前主要的分离方式为手工剥离和自动剥离两种。
3.其中手工剥离方式有以下缺点:1、员工不增值的重复劳动多,上料节拍长,效率低;(2) 由于铝薄片非常薄,人工在铝片上料过程中非常容易碰伤及划伤铝片,无法保证质量稳定,同时操作员也容易受伤;(3)重复手腕用力,劳动强度高;(4)人工的上料,无法准确计数,不能保证生产信息准确。
4.而自动剥离方式具有难以保证剥离过程的单一性,经常出现铝薄片之间的粘连,自动化难度大的情况,经常需要人工维护,生产效率难以提升。
技术实现要素:
5.本实用新型所要解决的技术问题是:提供一种实现铝薄片的自动剥离,且能保证剥离的单一性,避免在剥离过程中影响到下一片铝薄片自动化生产的一种用于汽车内饰件的铝薄片剥离装置。
6.本实用新型解决上述问题所采用的技术方案为:一种用于汽车内饰件的铝薄片剥离装置,包括用于将单片铝薄片从整托铝薄片中分离出来的剥离机构,所述剥离机构包括一组由至少一个控制吸盘组成的控制吸盘组件和一组由多个外圈吸盘组成的外圈吸盘组件,在铝薄片剥离过程,控制吸盘组件与外圈吸盘组件同时对铝薄片进行吸附,而后外圈吸盘组件先于控制吸盘组件对铝薄片进行抬升,所述外圈吸盘组件用于吸取铝薄片的周向区域,所述控制吸盘用于吸取铝薄片的中部区域。
7.与现有技术相比,本实用新型的优点在于:在现在的自动化剥离过程中,往往是采用直接将最上层的铝薄片进行吸取,利用下一层铝薄片的重力,使相连的两片铝薄片进行分离,但因为原先铝薄片紧密贴合,在剥离最上层的铝薄片时,下一层的铝薄片极易被带动,从而造成下一层铝薄片的偏移,从而不利于自动化的稳定生产,而本专利在剥离过程中,先通过外圈吸盘组件将待剥离的铝薄片的外圈与下一层铝薄片进行分离,大大降低两层铝薄片之间的粘连力,同时因为控制吸盘在外圈吸盘抬升上保持不动,可以保证最上层的铝薄片与下一层的铝薄片保持不动,避免了外圈吸盘抬升时出现下一层铝薄片偏移的情况,而后在外圈吸盘完成最上层的铝薄片的抬升后,再将控制吸盘进行抬升,此时两层铝薄片之间粘连力小,在铝薄片进行控制吸盘处剥离时,粘连力也难以造成下一层铝薄片的大幅度偏移,从而保证了剥离铝薄片的单一性以及保证自动化高效生产的可行性。
8.作为本实用新型的一种改进,所述外圈吸盘组件与控制吸盘组件均设于一连接架
上,所述控制吸盘通过往复气缸连接在连接架上,通过所述改进,实现多个外圈吸盘移动的统一性,保证铝薄片在剥离过程中的稳定性与完整性,而控制吸盘通过往复气缸连接在连接架上则可以通过控制往复气缸来对控制吸盘的吸取、抬升过程进行单独控制,减少了需要对控制吸盘进行另一个连接架的设计,简化了剥离机构的布局结构,降低了生产成本。
9.作为本实用新型的一种改进,所述剥离机构还包括一组由多个内圈吸盘组成的内圈吸盘组件,所述内圈吸盘组件与外圈吸盘组件同步运动,所述内圈吸盘与外圈吸盘跟连接架的固定位置均可调节,通过所述改进,当铝薄片的规格多种多样,当铝薄片面积较大时,仅外圈吸盘组件不足以支撑对铝薄片的抬升,通过内圈吸盘组件的设计以及外圈吸盘与内圈吸盘位置可调的设计,可以使剥离机构适用于多种不同规格的铝薄片。
10.作为本实用新型的一种改进,所述外圈吸盘共设有四个,四个外圈吸盘分别用于吸取铝薄片的四个角,所述剥离机构还包括四个气嘴,待外圈吸盘对铝薄片的四个角进行抬升后,气嘴进行吹气使铝薄片稳定剥离,通过所述改进,在铝薄片被抬升过程中,越外围的区域越容易被抬升,而且铝薄片也并不是所有区域都连接有吸盘,若没有外力干涉,铝薄片的其它区域的抬升是依靠铝薄片自身的回复力进行抬升的,其回复慢、周期长,不利于铝薄片的高效剥离,而通过气嘴的设计,则可以加快铝薄片的抬升速度,从而加快铝薄片的剥离速度,提高自动化生产效率。
11.作为本实用新型的还有一种改进,四个所述气嘴通过万向连接链固定连接在剥离机构上,通过所述改进,可以实现对气嘴进行角度、距离等因素的随意调节,以提高铝薄片的剥离效率和适用于不同厚度的铝薄片。
12.作为本实用新型的还有一种改进,所述控制吸盘与外圈吸盘的吸附端均设有尼龙网布,通过所述改进,尼龙网布的设计不仅不会影响控制吸盘与外圈吸盘对铝薄片的吸取效果,还可以避免控制吸盘与外圈吸盘对铝薄片表面形成的吸盘痕。
13.作为本实用新型的还有一种改进,所述铝薄片剥离装置还包括桁架和直线传送组件,桁架包括用于放置待剥离的整托铝薄片的入料区与用于放置已经剥离的单片铝薄片的出料区,所述直线传送组件设于桁架的上端,所述剥离机构可移动连接在直线传送组件上往复移动在入料区与出料区之间,通过所述改进,实现对已经剥离出来的铝薄片的输送。
14.作为本实用新型的一种改进,所述直线传送组件包括直线电机、传送台和传送导轨,所述传送导轨共设有两根,两根传送导轨分别设于直线电机的两侧,所述传送台可移动连接在直线电机与传送导轨上,所述传送台用于与剥离机构连接,通过所述改进,实现直线传送组件的输送目的,保证输出过程的稳定性。
15.作为本实用新型的一种改进,所述传送台与剥离机构之间通过机器手臂连接,所述机器手臂可带动剥离机构进行精准上下移动,通过所述改进,保证后续铝薄片剥离的运行,同时也保证了已经剥离的铝薄片的输送安全性。
16.作为本实用新型的一种改进,所述机器手臂与剥离机构的连接处设有转动盘,所述机器手臂可以通过控制转动盘转动剥离机构,通过所述改进,根据出料区铝薄片的放置需求,可以对铝薄片进行相应角度的转动,使铝薄片在出料区的适用性更强。
附图说明
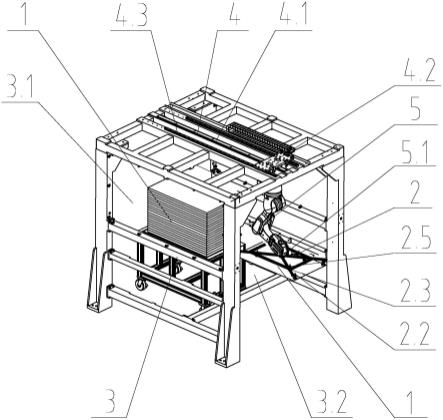
17.图1是本实用新型整体结构示意图(去气嘴)。
18.图2是本实用新型剥离结构示意图。
19.图3是本实用新型在对铝薄片进行剥离时的局部结构示意图。
20.图中所示:1、铝薄片,2、剥离机构,2.1、控制吸盘,2.2、外圈吸盘,2.3、连接架, 2.4、往复气缸,2.5、内圈吸盘,2.6、气嘴,2.7、万向连接链,2.8、连接盘,2.9、尼龙网布, 3、桁架,3.1、入料区,3.2、出料区,4、直线传送组件,4.1、直线电机,4.2、传送台,4.3、传送导轨,5、机器手臂,5.1、转动盘。
具体实施方式
21.下面结合附图对本实用新型的实施例作进一步描述。
22.如图1-3所示,一种用于汽车内饰件的铝薄片剥离装置,包括用于将单片铝薄片1从整托铝薄片1中分离出来的剥离机构2,所述剥离机构2包括一组由两个控制吸盘2.1组成的控制吸盘组件、一组由四个外圈吸盘2.2组成的外圈吸盘组件和一组由四个内圈吸盘2.5组成的内圈吸盘组件,所述外圈吸盘组件、内圈吸盘组件与控制吸盘组件均设于一连接架2.3上,所述控制吸盘2.1通过往复气缸2.4连接在连接架2.3上,内圈吸盘组件与外圈吸盘组件同步运动,连接架2.3采用铝形材拼接而成,使得内圈吸盘2.5与外圈吸盘2.2跟连接架2.3的固定位置均可调节,控制吸盘2.1、外圈吸盘2.2与内圈吸盘2.5的吸附端均设有尼龙网布2.9。
23.四个外圈吸盘2.2分别用于吸取铝薄片1的四个角,所述剥离机构2还包括四个气嘴2.6,待外圈吸盘2.2对铝薄片1的四个角进行抬升后,气嘴2.6进行吹气使铝薄片1稳定剥离,四个所述气嘴2.6通过万向连接链2.7固定连接在剥离机构2上,万向连接链2.7远离气嘴2.6 的一端连接有供气设备,保证吹气质量以吹气功率。
24.在铝薄片1剥离过程,控制吸盘组件、外圈吸盘组件和内圈吸盘组件同时对铝薄片1进行吸附,而后外圈吸盘组件与外圈吸盘组件先于控制吸盘组件对铝薄片1进行抬升,所述外圈吸盘组件与内圈吸盘组件用于吸取铝薄片1的周向区域,所述控制吸盘2.1用于吸取铝薄片1的中部区域。
25.如图1所示,所述铝薄片剥离装置还包括桁架3和直线传送组件4,桁架3包括用于放置待剥离的整托铝薄片1的入料区3.1与用于放置已经剥离的单片铝薄片1的出料区3.2,所述直线传送组件4设于桁架3的上端,所述剥离机构2可移动连接在直线传送组件4上往复移动在入料区3.1与出料区3.2之间,所述直线传送组件4包括直线电机4.1、传送台4.2和传送导轨4.3,所述传送导轨4.3共设有两根,两根传送导轨4.3分别设于直线电机4.1的两侧,所述传送台4.2可移动连接在直线电机4.1与传送导轨4.3上,所述传送台4.2用于与剥离机构2连接,所述传送台4.2与剥离机构2之间通过机器手臂5连接,所述机器手臂5可带动剥离机构2进行精准上下移动,所述机器手臂5与剥离机构2的连接处设有转动盘5.1,剥离机构2上设有与转动盘5.1相连接的连接盘2.8,所述机器手臂5可以通过控制转动盘5.1 转动剥离机构2。
26.其操作步骤如下:
27.s1:将整托铝薄片1通过运载车推送到入料区3.1中,并校准铝薄片1放置位置;
28.s2:调整机器手臂5,使所有吸盘与最上层铝薄片1进行完全吸附接触,既确定自动化生产过程的基准高度;
29.s3:记录位置参数,完成后启动设备。
30.s4:机器手臂5携带剥离机构2靠近最上层铝薄片1至吸取位置,此时内圈吸盘2.5、外圈吸盘2.2、控制吸盘2.1均被压缩约可压缩行程的1/2位置;
31.s5:往复气缸2.4继续下降并与待剥离的铝薄片1相抵,即控制吸盘2.1移动至基准高度位置;
32.s6:真空吸附自动开启,控制吸盘2.1、外圈吸盘2.2、内圈吸盘2.5均牢牢吸住铝薄片1,此时铝薄片1的周边被外圈吸盘2.2和内圈吸盘2.5微微带起,但铝片薄的中间位置,保持不变,实现小幅度剥离;
33.s7:机器手臂5带动剥离机构2上升到剥离位置,同时往复气缸2.4保持不动,且气嘴 2.6开始吹气,在实现对铝薄片1进行加快剥离的同时,避免下一层的铝薄片1出现移动;
34.s8:持续吹气设定时间后,完成对铝薄片1周边的剥离,停止吹气;
35.s9:往复气缸2.4复位,并带动铝薄片1的中部区域进行剥离,避免了下一块铝薄片1 的移动,也避免了铝薄片1划伤;
36.s10:机器人手臂继续上升到安全位置,并根据生产工艺需求进行旋转;
37.s11:通过直线传送组件4将剥离出来的铝薄片1从入料区3.1输送到出料区3.2。
38.s11:剥离机构2放置铝薄片1后,返回入料区3.1进行下一片铝薄片1的剥离工作。
39.以上仅就本实用新型的最佳实施例作了说明,但不能理解为是对权利要求的限制。本实用新型不仅局限于以上实施例,其具体结构允许有变化。凡在本实用新型独立权利要求的保护范围内所作的各种变化均在本实用新型保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1