一种放丝板以及桶装焊丝的放丝装置的制作方法
1.本实用新型属于桶装焊丝技术领域,涉及一种放丝板,还涉及一种能够防止焊丝在放丝时打结或者缠绕的桶装焊丝的放丝装置。
背景技术:
2.桶装铝焊丝其单品包装量大、送丝持续性好的特点,已成为高速自动化mig焊接生产线当前可选的最佳铝焊丝包装方案,为保证高速焊接生产线的单品焊接品质及其生产效率,就要求焊丝在送丝过程中保持良好的输送连续性、顺畅性、稳定性。
3.但是受生产工艺、焊丝性能、搬运等因素的影响,桶装焊丝几乎都会在应用期间出现缠绕、打结现象。具体来说,受生产工艺的影响,桶装焊丝是以自由下落形式一圈一圈落入焊丝桶内完成装桶,受铝焊丝翘曲、挺度、圈经、丝径的影响,装桶过程中会因为各种性能的不一致导致层与层之间,圈与圈之间出现焊丝下落位置错位交叉,受搬运过程中的影响,如:焊丝成品桶被过度震动、倾斜运输、无防护运输等。
4.基于以上因素的重叠及相互影响,会导致并加剧桶装焊丝在应用期间出现缠绕、打结等不利情况。
技术实现要素:
5.本实用新型的目的是针对现有技术存在的上述问题,提出了一种放丝板,还涉及一种桶装焊丝的放丝装置。
6.本实用新型的目的可通过下列技术方案来实现:一种放丝板,包括:放丝板本体,所述放丝板本体设置为环形平板结构,所述放丝板本体的中心位置开设有放丝孔,所述放丝板本体对应所述放丝孔的内缘面设置有一圈内嵌环,所述内嵌环围绕所述放丝孔并且所述内嵌环与所述放丝孔同心设置。
7.较佳的,所述放丝板本体具有用于压住焊丝圈顶部的压紧端面。
8.较佳的,所述内嵌环凸出于所述压紧端面。
9.较佳的,所述内嵌环具有朝向所述放丝孔的光滑面。
10.其次,提供了一种桶装焊丝的放丝装置,包括放丝板,还包括:
11.桶体,放丝板本体设置在所述桶体内;
12.焊丝单元,其由焊丝绕卷形成管状结构,所述焊丝单元设置在所述桶体内,所述放丝板本体压在所述焊丝单元的顶端,焊丝可从所述焊丝单元经过内嵌环调整方向和角度后抽出。
13.较佳的,焊丝可以贴在所述内嵌环的光滑面并从放丝孔穿出。
14.较佳的,焊丝紧贴压紧端面并且经过所述内嵌环凸出于所述压紧端面的部分。
15.较佳的,所述放丝板本体的直径与所述放丝孔的直径之差等于两倍的所述焊丝单元的壁厚,从而使抽出的焊丝与待抽出的焊丝之间的夹角为45
°
至60
°
。
16.较佳的,还包括顶罩,所述顶罩罩住所述桶体的顶端,并且所述顶罩开设有用于焊
丝通过的开口。
17.与现有技术相比,本实用新型的有益效果为:
18.1、放丝板本体具有一定的重量并且能够压住焊丝,这样可以有效的稳定焊丝的原有位置,避免铝焊丝进一步错位出现严重绕丝,放丝板本体的内圈部分嵌设有内嵌环,内嵌环实际上就是放丝孔的边缘部分,其用于在焊丝抽出前对其出圈的方向和角度进行调整,使之与其它焊丝有效分离,从源头上避免绕丝或者打结。
19.2、在送丝过程中,焊丝紧贴着光滑面并且沿着内嵌环,从而调整焊丝送丝时的方向和角度。
20.3、当铝焊丝经过焊丝单元的顶端与放丝孔时,会因为内嵌环的凸出部位低于压紧端面,以此给铝焊丝形成“跷跷板”状态,当焊丝向上抽拉时会使待出圈焊丝在“跷跷板”状态的作用下紧贴放丝板本体并与未抽出的焊丝完全分离,从而有效的避免了焊丝出现绕丝。
21.4、所述放丝板本体的直径与所述放丝孔的直径之差等于两倍的所述焊丝单元的壁厚,从而使抽出的焊丝与待抽出的焊丝之间的夹角为45
°
至60
°
,以此防止因出圈焊丝与待出圈焊丝距离近或错位导致出现的绕丝。
附图说明
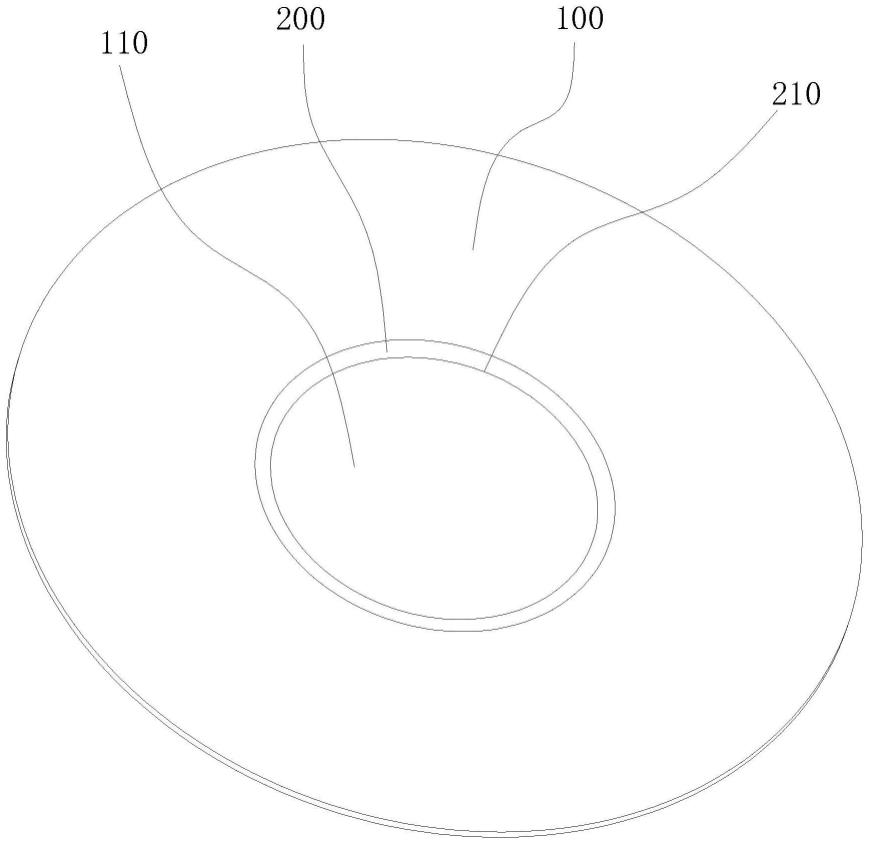
22.图1为本实用新型的放丝板的结构示意图。
23.图2为本实用新型的放丝板的正视图。
24.图3为本实用新型的放丝板调整焊丝时的仰视图。
25.图4为本实用新型的桶装焊丝的放丝装置的结构分解图。
26.图5为本实用新型的桶装焊丝的放丝装置的结构示意图。
27.图6为本实用新型的桶装焊丝的放丝装置在送丝时的示意图。
28.图中,100、放丝板本体;110、放丝孔;120、压紧端面;200、内嵌环;210、光滑面;300、桶体;400、焊丝单元;500、顶罩;510、开口。
具体实施方式
29.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
30.如图1-6所示,一种放丝板,该放丝板用于桶装焊丝的放丝,且能抑制桶装焊丝在应用时打结或者缠绕,需要说明的是,在本技术中提到的焊丝,可以优选为桶装铝及铝合金焊丝(以下简称焊丝),也可以为别的焊丝,桶装焊丝的放线阶段出现缠绕、打结,从而影响焊接送丝质量、焊接电流稳定性,导致焊缝质量变差焊缝开裂、成型不良等缺陷,所以要避免焊丝出现缠绕以及打结。
31.放丝板包括放丝板本体100,因为所述放丝板本体100设置为环形平板结构,所以在所述放丝板本体100的中心位置开设有放丝孔110,所述放丝板本体100对应所述放丝孔110的内缘面设置有一圈内嵌环200,所述内嵌环200围绕所述放丝孔110并且所述内嵌环200与所述放丝孔110同心设置。
32.优选的,放丝板本体100类似于板状的环圈结构,放丝板本体100的重量优选为
0.5-3.5kg,并依据不同的焊丝规格、送丝速度在此重量区间选择合适重量的放丝板本体100压住焊丝单元400,这样可以有效的稳定焊丝的原有位置,避免铝焊丝进一步错位出现严重绕丝,放丝板本体100的内圈部分嵌设有内嵌环200,内嵌环200实际上就是放丝孔110的边缘部分,其用于在焊丝抽出前对其出圈的方向和角度进行调整,使之与其它焊丝有效分离,从源头上避免绕丝或者打结。
33.通过该放丝板能够有效控制焊丝出桶的稳定性、连续性,避免打结、绕丝现象,弥补桶装包装形式的铝焊丝存在的固有缺陷,改变桶装铝焊丝的包装缺陷,提高下游用户焊接设备产能降低人力成本投资。
34.在焊接生产过程中,送丝机构抽丝带来的拉力与铝焊丝的塑性弹力相互作用,导致待出圈焊丝提前出圈,引起焊丝打结,为了解决上述的问题,如图1、图2、图5所示,所述放丝板本体100具有用于压住焊丝圈顶部的压紧端面120,压紧端面120用于压在焊丝单元400的顶端,焊丝能够从焊丝单元400与压紧端面120之间抽出,此外,放丝板本体100的压线面积大于焊丝单元400的顶端面积,这样通过增加压线面积以控制铝焊丝的出丝量,当送丝机构抽丝带来的拉力与铝焊丝的塑性弹力相互作用时,放丝板本体100可以有效控制铝线因以上作用力生成的横向拉力导致的提前出圈,从而避免引起打结现象。
35.在上述实施方式的基础上,所述内嵌环200凸出于所述压紧端面120,并且所述内嵌环200具有朝向所述放丝孔110的光滑面210,光滑面210可以设置为曲面或者弧面,在送丝过程中,焊丝紧贴着光滑面210并且沿着内嵌环200,从而调整焊丝送丝时的方向和角度。
36.在实际的送丝过程中,焊丝单元400的焊丝一圈圈的被焊接设备的拉力拉出来,放丝板本体100压在焊丝单元400的顶端,而抽出的焊丝贴在内嵌环200的光滑面210,并沿着内嵌环200的环形从放丝孔110送出。
37.如图1、图2、图4-6所示,提供了一种桶装焊丝的放丝装置,包括放丝板,还包括:桶体300,放丝板本体100设置在所述桶体300内;焊丝单元400,其由焊丝绕卷形成管状结构,所述焊丝单元400设置在所述桶体300内,所述放丝板本体100压在所述焊丝单元400的顶端,焊丝可从所述焊丝单元400经过内嵌环200调整方向和角度后抽出。
38.优选的,桶装焊丝的放丝装置还包括顶罩500,所述顶罩500罩住所述桶体300的顶端,并且所述顶罩500开设有用于焊丝通过的开口510,当送丝过程中,焊丝从焊丝单元400中向上抽出,并依次通过放丝孔110以及开口510。顶罩500还具有桶装焊丝在长时间使用时的防尘功效。
39.在桶装焊丝送丝时,由于放丝板本体100压在焊丝单元400的上端,所以有效控制铝线因送丝机构抽丝带来的拉力与铝焊丝的塑性弹力相互作用力生成的横向拉力导致的提前出圈,避免引起打结现象;焊丝可以贴在所述内嵌环200的光滑面210并从放丝孔110穿出,所以焊丝从焊丝单元400中一圈圈抽出来时,能够通过内嵌环200调整方向与角度。
40.焊丝紧贴压紧端面120并且经过所述内嵌环200凸出于所述压紧端面120的部分,在焊丝穿过放丝孔110前的经过位置调整,当铝焊丝经过焊丝单元400的顶端与放丝孔110时,会因为内嵌环200的凸出部位低于压紧端面120,以此给铝焊丝形成“跷跷板”状态,当焊丝向上抽拉时会使待出圈焊丝在“跷跷板”状态的作用下紧贴放丝板本体100并与未抽出的焊丝完全分离,从而有效的避免了焊丝出现绕丝。
41.在实际的结构中,放丝板本体100的外径与焊丝单元400的外径相同或者相近,从
而使焊丝单元400的外缘面对应放丝板本体100的外缘面,焊丝需要从焊丝单元400向内抽出一定距离后才能够绕到内嵌环200的光滑面210上并从放丝孔110中抽出,这样能够避免焊丝出现缠绕以及打结。
42.此处需要补充的是,为了能够更好的实现抑制焊丝打结以及绕丝的问题,需要对放丝板本体100的尺寸以及焊丝单元400的尺寸进行相应的设计,该设计基于实际测试所得出,其中,所述放丝板本体100的直径与所述放丝孔110的直径之差等于两倍的所述焊丝单元400的壁厚,从而使抽出的焊丝与待抽出的焊丝之间的夹角为45
°
至60
°
,也可以理解为:抽出的焊丝与放丝板本体100的水平面之间的夹角为45
°
至60
°
,以此防止因出圈焊丝与待出圈焊丝距离近或错位导致出现的绕丝。
43.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
44.另外,在本实用新型中如涉及“第一”、“第二”、“一”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
45.在本实用新型中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
46.另外,本实用新型各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1