变流器地翻翻转机的制作方法
1.本实用新型属于翻转设备领域,特别涉及一种变流器地翻翻转机。
背景技术:
2.变流器是列车上的关键部件,其质量会直接影响车辆直流制和交流制间的电能量转换,关系到车辆运行的安全性,目前变流器检修前的调运、翻转工作多采用人工操作天车的形式进行,很大程度受现有空间以及工人操作技术的限制。
技术实现要素:
3.本实用新型针对现有技术中存在的技术问题,提供一种变流器地翻翻转机,采用柔性精确定位,可快速一次完成对变流器工件的翻转操作,在不损伤工件的情况下大幅提高检修效率,工人安全性也得到有效保障。
4.本实用新型采用的技术方案是:一种变流器地翻翻转机,包括底座、进给机构、升降机构、翻转机构、卡紧机构和控制箱,两个所述进给机构对称的设置在所述底座上,所述进给机构上设置有升降机构,所述升降机构上设置有翻转机构,所述翻转机构上设置有卡紧机构,所述控制箱分别与所述进给机构、升降机构、翻转机构、卡紧机构连接,底座为整机的基座,安装在基础地面上。
5.进一步的,所述卡紧机构包括横梁、定位装置、u形卡具、减速电机b、左右旋梯形丝杠、直线导轨c和卡具支架,所述横梁为框架结构,翻转过程不发生形变,所述定位装置位于所述所述横梁上,所述减速电机b固定于所述横梁中部,并与左右旋梯形丝杠连接,左右旋梯形丝杠具有自锁作用,防止翻转过程中由于重力作用导致u形卡具脱开;所述左右旋梯形丝杠旁设置有直线导轨c,所述直线导轨c固定于所述横梁上,所述卡具支架位于所述左右旋梯形丝杠、直线导轨c上,所述减速电机b通过驱动左右旋梯形丝杠带动左右两侧的卡具支架相向同步动作,实现对工件进行装卡,每个所述卡具支架上设置有两个u形卡具,两个所述u形卡具为上下双层结构,可满足不同面来件的装夹。
6.进一步的,所述u形卡具通过缓冲装置与所述卡具支架连接,所述缓冲装置为弹簧结构,缓冲装置可以使u形卡具上下移动,所述缓冲装置上设置有缓冲装置检测开关,所述缓冲装置检测开关为接近开关,可检测到u形卡具的上下位置。
7.进一步的,所述u形卡具上设置有检测开关b,检测开关b可确定工件是否装卡到位。
8.进一步的,所述u形卡具的开口为斜口结构,可满足不同位置的变流器装夹。
9.进一步的,所述定位装置包括定位支架、定位滚轮和位移传感器b,所述定位支架固定于所述横梁上,所述定位滚轮和位移传感器b位于所述定位支架上,位移传感器b用于检测工件所处高度和左右距离。
10.进一步的,所述进给机构包括减速电机a、滚珠丝杠、直线导轨a和检测开关a,所述减速电机a的输出端与滚珠丝杠连接,滚珠丝杠旁设置有直线导轨a,所述升降机构与所述
直线导轨a、滚珠丝杠连接,减速电机a驱动滚珠丝杠转动,从而带动升降机构在直线导轨a左右方向的直线移动,所述检测开关a位于所述直线导轨a旁,用于限制所述进给机构的行程,一般采用两个检测开关a,安装在直线导轨a同一侧的左右位置上,从而实现对进给机构左右行程的限制。
11.进一步的,所述升降机构包括立柱、直线导轨b、高精度矩形丝杠、伺服电机a及上下移动装置,所述直线导轨b、高精度矩形丝杠、伺服电机a设置于所述立柱上,所述伺服电机a与所述高精度矩形丝杠连接,所述直线导轨b位于所述高精度矩形丝杠旁,所述上下移动装置与所述直线导轨b、高精度矩形丝杠连接;上下移动装置通过高精度矩形丝杠的控制,实现在直线导轨b上下位置的移动;翻转机构位于上下移动装置上;高精度矩形丝杠具有自锁作用,可防止翻转过程中翻转机构上下位置的变化。
12.进一步的,所述立柱上设置有位移传感器a,位移传感器a进行闭环反馈,实现两侧的翻转机构的平行及同步,杜绝了工件在升降以及翻转过程中受到扭力损坏。
13.进一步的,所述翻转机构包括旋转伺服电机b、减速器和定位轴承,所述旋转伺服电机b通过减速器与定位轴承连接,翻转机构可同时承受轴向力、径向力、倾覆力矩,并且具有保持自锁功能;旋转伺服电机b实现翻转过程的同步,杜绝了工件在翻转过程中受到扭力损坏。
14.与现有技术相比,本实用新型所具有的有益效果是:本实用新型设计合理、结构紧凑、工艺先进、操作简便、运行稳定、自动化程度较高,是针对变流器翻转的理想设备,其主要特点如下:翻转过程全自动完成,无需人为干预,实现连续批量、高效生产;设备运行平稳,改善工人的作业安全。
附图说明
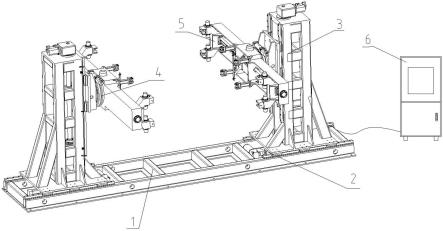
15.图1为本实用新型实施例的结构示意图;
16.图2为本实用新型实施例的进给机构的结构示意图;
17.图3为本实用新型实施例的升降机构的结构示意图;
18.图4为本实用新型实施例的翻转机构的结构示意图;
19.图5为本实用新型实施例的翻转机构的侧视图;
20.图6为本实用新型实施例的卡紧机构的结构示意图;
21.图7为本实用新型实施例的卡紧机构的立体示意图;
22.图8为本实用新型实施例的缓冲装置处的局部放大图;
23.图9为本实用新型实施例的缓冲装置的剖面图。
24.图中:1-底座、2-进给机构、3-升降机构、4-翻转机构、5-卡紧机构、6-控制箱;111-直线导轨a;21-减速电机a、22-滚珠丝杠、23-检测开关a;31-立柱、32-直线导轨b、33-高精度矩形丝杠、34-伺服电机a、35-上下移动装置;341-位移传感器a;41-旋转伺服电机b、42-减速器、43-定位轴承;51-横梁、52-定位装置、53-u形卡具、54-缓冲装置、55-检测开关b、56-减速电机b、57-左右旋梯形丝杠、58-直线导轨c、59-卡具支架;521-定位支架、522-定位滚轮、523-位移传感器b;541-缓冲装置检测开关。
具体实施方式
25.为使本领域技术人员更好的理解本实用新型的技术方案,下面结合附图和具体实施例对本实用新型作详细说明。
26.本实用新型的实施例提供了一种变流器地翻翻转机,如图1-9所示,其包括底座1、进给机构2、升降机构3、翻转机构4、卡紧机构5和控制箱6,底座1放置在地面上;两个所述进给机构2对称的设置在所述底座1上,所述进给机构2上设置有升降机构3,所述升降机构3上设置有翻转机构4,所述翻转机构4上设置有卡紧机构5,所述控制箱6分别与所述进给机构2、升降机构3、翻转机构4、卡紧机构5连接。
27.所述进给机构2包括减速电机a21、滚珠丝杠22、直线导轨a111和检测开关a23,所述减速电机a21的输出端与滚珠丝杠22连接,滚珠丝杠22两旁各设置有一个直线导轨a111,直线导轨a111固定在底座1上,所述升降机构3的立柱31与所述直线导轨a111、滚珠丝杠22连接,两个所述检测开关a23位于所述直线导轨a111同一侧的左右位置上,用于限制所述进给机构2的左右行程。
28.所述升降机构3包括立柱31、直线导轨b32、高精度矩形丝杠33、伺服电机a34及上下移动装置35,所述直线导轨b32、高精度矩形丝杠33、伺服电机a34设置于所述立柱31上,所述伺服电机a34与所述高精度矩形丝杠33连接,所述直线导轨b32位于所述高精度矩形丝杠33旁,所述上下移动装置35与所述直线导轨b32、高精度矩形丝杠33连接,所述立柱31上设置有位移传感器a341。
29.所述翻转机构4位于上下移动装置35上,所述翻转机构4包括旋转伺服电机b41、减速器42和定位轴承43,所述旋转伺服电机b41通过减速器42与定位轴承43连接,定位轴承43与卡紧机构5连接。
30.所述卡紧机构5包括横梁51、定位装置52、u形卡具53、减速电机b56、左右旋梯形丝杠57、直线导轨c58和卡具支架59,所述横梁51为框架结构,所述定位装置52位于所述所述横梁51上,所述定位装置52包括定位支架521、定位滚轮522和位移传感器b523,所述定位支架521固定于所述横梁51上,所述定位滚轮522和位移传感器b523位于所述定位支架521上,位移传感器b523的数量为两个,上下两层排布,定位滚轮522位于定位支架521的两侧;所述减速电机b56固定于所述横梁51中部,并与左右旋梯形丝杠57连接,所述左右旋梯形丝杠57旁设置有直线导轨c58,所述直线导轨c58固定于所述横梁51上,所述卡具支架59位于所述左右旋梯形丝杠57、直线导轨c58上,所述减速电机b56通过驱动左右旋梯形丝杠57带动左右两侧的卡具支架59相向同步动作,每个所述卡具支架59上设置有两个u形卡具53,所述u形卡具53通过缓冲装置54与所述卡具支架59连接,所述缓冲装置54为弹簧结构,缓冲装置54的上下对称位置安装有缓冲装置检测开关541,所述缓冲装置检测开关541为接近开关,可检测到u形卡具53的上下位置,当左右两侧的上或下位置的u形卡具53不在同一高度时,控制箱6会控制翻转机构4动作,将u形卡具53调整至同一高度,从而实现在装夹过程中工件不受扭力作用发生形变,两个所述u形卡具53为上下双层结构,所述u形卡具53的开口为斜口结构,所述u形卡具53上设置有检测开关b55。
31.所述控制箱6控制进给机构2、升降机构3、翻转机构4、卡紧机构5工作,具体的,在本实施例工作时,当工件运送至底座1中间位置后,控制箱6先通过对进给机构2的减速电机a21的控制实现升降机构3以及其上安装的翻转机构4和卡紧机构5直线移动,从而完成卡紧
机构5对待翻转工件的左右方向的靠近;然后通过对升降机构3的伺服电机a34的控制实现上下移动装置35及其上的翻转机构4,以及卡紧机构5的上下直线移动,从而完成卡紧机构5对待翻转工件上下方向的靠近;再通过对翻转机构4的旋转伺服电机b41的控制实现卡紧机构5角度的调整;最后通过对卡紧机构5的减速电机b56的控制,实现两个卡具支架59相向同步运动,u形卡具53实现工件的夹紧动作;当工件夹紧后,升降机构3动作带动工件直线上升,翻转机构4实现工件的180
°
翻转,翻转完成后再通过升降机构3将工件直线下降至底座1上,然后进给机构2向外移动,完成工件的一次翻转动作。
32.常见的,控制箱6可设置为自动和手动两种控制方式,正常工作时使用自动方式,手动模式为检修或者调试设备时使用,同时配有急停按钮,在紧急情况下可以按下急停按钮。
33.以上通过实施例对本实用新型进行了详细说明,但所述内容仅为本实用新型的示例性实施例,不能被认为用于限定本实用新型的实施范围,本实用新型的保护范围由权利要求书限定,凡利用本实用新型所述的技术方案,或本领域的技术人员在本实用新型技术方案的启发下,在本实用新型的实质和保护范围内,设计出类似的技术方案而达到上述技术效果的,或者对申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1