一种保温杯腰带多工位贴合设备的制作方法
1.本实用新型涉及贴标机技术领域,具体为一种保温杯腰带多工位贴合设备。
背景技术:
2.贴标机,是将成卷的不干胶纸标签(纸质或金属箔)粘贴在pcb、产品或规定包装上的设备。贴标机是现代包装不可缺少的组成部分,我国生产贴标机的种类正在逐步增加,技术水平也有了很大的提高,已从手动、半自动贴标的落后局面,转向自动化高速贴标机占据广大市场的格局。
3.目前在对保护杯腰带进行贴标,通常保护杯腰带在流水线上移动,采用人工将标签逐个装载到保护杯腰带上,不仅劳动量较大,贴标的效率也不够理想,同时有些保护杯腰带需要贴两个以上的标签时,需增加人工再次对保护腰带进行贴标,步骤较为繁琐,进而效率低下。
技术实现要素:
4.本实用新型针对现有技术中存在的技术问题,提供一种保温杯腰带多工位贴合设备来解决通常保护杯腰带在流水线上移动,采用人工将标签逐个装载到保护杯腰带上,不仅劳动量较大,贴标的效率也不够理想,同时有些保护杯腰带需要贴两个以上的标签时,需增加人工再次对保护腰带进行贴标,步骤较为繁琐,进而效率低下的问题。
5.本实用新型解决上述技术问题的技术方案如下:一种保温杯腰带多工位贴合设备,包括腰带贴合设备本体,所述腰带贴合设备本体顶部设置有用于放置物料的放料工位,且位于所述放料工位的一侧依次排列设置有若干个装载板,每个所述装载板的一侧设置有物料转运装置,用于将放料工位的物料依次转运至装载板上以输送到收纳台,所述装载板的另一侧设置有多个用于出标签的供料飞达,所述供料飞达与装载板之间设置有用于将标签贴至物料上的标签贴合装置。
6.本实用新型的有益效果是:
7.1)、该装置通过物料转运装置将放料工位的物料依次转运至装载板上以输送到收纳台,并且利用标签贴合装置将供料飞达供出的标签,贴合装载到承载板上的物料上,再随着物料转运装置将装载标签完成的物料输送到收纳台,从而可实现对保护腰带批量的自动贴标处理,进而提高贴标的效率,以及还将贴标完成的物料自动传送,也能够减少人工降低成本。
8.在上述技术方案的基础上,本实用新型还可以做如下改进。
9.进一步,所述物料转运装置包括y轴位移机构、第二升降机构、多个第一物料抓取机构、横梁、多个悬挂臂、承载板以及第二物料抓取机构,所述 y轴位移机构设置于腰带贴合设备本体上,所述承载板固定在y轴位移机构上,所述第二升降机构设置在承载板上,所述横梁固定在第二升降机构顶部输出端,多个所述悬挂臂位于装载板的顶部并与横梁的底部固定连接,所述第二物料抓取机构和多个第一物料抓取机构分别设置在悬挂臂的底部。
10.进一步,所述y轴位移机构包括第一驱动电机、滑轨、滑块、螺母柱以及丝杆,所述滑轨固定在腰带贴合设备本体顶部,所述括第一驱动电机设置在括第一驱动电机上,所述丝杆固定在第一驱动电机的一侧输出端上,所述螺母柱套设在丝杆外部,所述滑块固定在螺母柱的底部,所述滑块与滑轨外部滑动连接。
11.进一步,所述第一物料抓取机构包括第一吸盘,所述第二物料机构包括旋转板、第二驱动电机以及第二吸盘,所述第一吸盘与第二吸盘分别设置在悬挂臂的底部,且第一吸盘和第二吸盘与外部负压泵相连,所述第二驱动电机设置在悬挂臂的顶部,所述第二驱动电机底部输出端贯穿悬挂臂与旋转板固定连接,所述第二吸盘固定在旋转板的底部。
12.采用上述进一步方案的有益效果是,通过第一驱动电机带动丝杆旋转,由于螺纹之间的作用,螺母柱可带动滑块在滑轨上滑动,此时滑动的螺母柱带动承载板、第二升降机构、横梁、多个悬挂臂以及多个第一物料抓取机构与第二物料抓取机构由放料工位向收纳台方向位移,当滑动的螺母柱带动多个第一物料抓取机构和第二物料均位移到承载板上,并由于其中一个第一物料抓取机构处于放料工位顶部时,此刻再利用第二升降机构带动第一物料抓取机构与物料接触的第一吸盘吸起物料,随着第一驱动电机驱动第一吸盘将吸起的物料移动到装载板上,并往复上述动作,可逐个将物料依次转运至装载板上,以实现物料的传递便于装载标签。
13.进一步,所述标签贴合装置包括第一升降机构和标签装载机构以及x轴位移机构,且x轴位移机构设置在腰带贴合设备本体上,所述第一升降机构设置在x轴位移机构上,所述标签装载机构设置在第一升降机构上,所述标签装载机构包括第三吸盘。
14.采用上述进一步方案的有益效果是,通过第一升降机构带动含有第三吸盘的标签装载机构接触供料飞达出来的标签,并将其吸起,再利用x轴位移机构带动第一升降机构和标签装载机构由供料飞达向物料方向位移,再通过第一升降机构带动第三吸盘吸起的标签向下接触物料并贴合至物料贴标区域,以完成贴标动作。
15.进一步,所述放料工位包括支杆和放料板,所述支杆固定在腰带贴合设备本体上,所述放料板固定在支杆顶部,且放料板与装载板平齐。
16.采用上述进一步方案的有益效果是,可放置物料的存放,也便于第一物料抓取机构吸取物料以传递到承载板上。
17.进一步,所述收纳台内部设置有传送机构,且传送机构包括传送带和托辊以及驱动电机。
18.采用上述进一步方案的有益效果是,通过收纳台内的传送机构可驱动贴标完成后的物料移动到其它加工工位。
附图说明
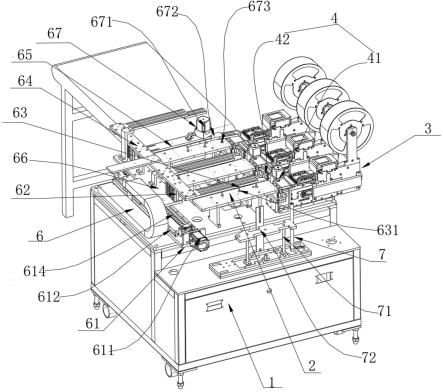
19.图1为本实用新型整体内部结构示意图;
20.图2为本实用新型另一个视角的整体结构示意图。
21.附图中,各标号所代表的部件列表如下:
22.1、腰带贴合设备本体,2、装载板,3、供料飞达,4、标签贴合装置, 41、标签装载机构,42、第一升降机构,6、物料转运装置,61、y轴位移机构,611、第一驱动电机,612、滑轨,613、螺母柱,614、丝杆,615、滑块,62、第二升降机构,63、第一物料抓取机构,631、第一吸
盘,64、横梁,65、悬挂臂,66、承载板,67、第二物料抓取机构,671、第二驱动电机,672、旋转板,673、第二吸盘,7、放料工位,71、支杆,72、放料板, 8、收纳台。
具体实施方式
23.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
24.贴标机,是将成卷的不干胶纸标签(纸质或金属箔)粘贴在pcb、产品或规定包装上的设备。贴标机是现代包装不可缺少的组成部分,我国生产贴标机的种类正在逐步增加,技术水平也有了很大的提高,已从手动、半自动贴标的落后局面,转向自动化高速贴标机占据广大市场的格局。
25.目前在对保护杯腰带进行贴标,通常保护杯腰带在流水线上移动,采用人工将标签逐个装载到保护杯腰带上,不仅劳动量较大,贴标的效率也不够理想,同时有些保护杯腰带需要贴两个以上的标签时,需增加人工再次对保护腰带进行贴标,步骤较为繁琐,进而效率低下,对此实用新型人提出了一种保温杯腰带多工位贴合设备来解决上述问题。
26.本实用新型提供了以下优选的实施例
27.如图1和图2所示,一种保温杯腰带多工位贴合设备,包括腰带贴合设备本体1,所述腰带贴合设备本体1顶部设置有用于放置物料的放料工位7,且位于所述放料工位7的一侧依次排列设置有若干个装载板2,每个所述装载板2的一侧设置有物料转运装置6,用于将放料工位7的物料依次转运至装载板2上以输送到收纳台8,所述装载板2的另一侧设置有多个用于出标签的供料飞达3,所述供料飞达3与装载板2之间设置有用于将标签贴至物料上的标签贴合装置4,通过物料转运装置6将放料工位7的物料依次转运至装载板2上以输送到收纳台8,并且利用标签贴合装置4将供料飞达3供出的标签,贴合装载到承载板66上的物料上,再随着物料转运装置6将装载标签完成的物料输送到收纳台8,从而可实现对保护腰带批量的自动贴标处理,进而提高贴标的效率,以及还将贴标完成的物料自动传送,也能够减少人工降低成本。
28.本实施例中,如图1和图2所示,所述物料转运装置6包括y轴位移机构、第二升降机构62、多个第一物料抓取机构63、横梁64、多个悬挂臂65、承载板66以及第二物料抓取机构67,所述y轴位移机构61设置于腰带贴合设备本体1上,所述承载板66固定在y轴位移机构61上,所述第二升降机构62设置在承载板66上,所述横梁64固定在第二升降机构62顶部输出端,多个所述悬挂臂65位于装载板2的顶部并与横梁64的底部固定连接,所述第二物料抓取机构67和多个第一物料抓取机构63分别设置在悬挂臂65的底部,所述y轴位移机构61包括第一驱动电机611、滑轨612、滑块615、螺母柱613以及丝杆614,所述滑轨612固定在腰带贴合设备本体1顶部,所述括第一驱动电机611设置在括第一驱动电机611上,所述丝杆614固定在第一驱动电机611的一侧输出端上,所述螺母柱613套设在丝杆614外部,所述滑块615固定在螺母柱613的底部,所述滑块615与滑轨612外部滑动连接,通过第一驱动电机611带动丝杆614旋转,由于螺纹之间的作用,螺母柱613可带动滑块615在滑轨612上滑动,此时滑动的螺母柱613带动承载板66、第二升降机构62、横梁64、多个悬挂臂65以及多个第一物料抓取机构63与第二物料抓取机构67由放料工位7向收纳台8方向位移,当滑动的螺母柱613带动多个第一物料抓取机构63和第二物料均位移到承载板66 上,并由于此时其中一个第
一物料抓取机构63处于放料工位7顶部时,此刻再利用第二升降机构62带动第一物料抓取机构63与物料接触的第一吸盘 631吸起物料,随着第一驱动电机611驱动第一吸盘631将吸起的物料移动到装载板2上,并往复上述动作,可逐个将物料依次转运至装载板2上,以实现物料的传递便于装载标签。
29.本实施例中,如图1和图2所示,所述第一物料抓取机构63包括第一吸盘631,所述第二物料机构包括旋转板672、第二驱动电机671以及第二吸盘673,所述第一吸盘631与第二吸盘673分别设置在悬挂臂65的底部,且第一吸盘631和第二吸盘673与外部负压泵相连,所述第二驱动电机671 设置在悬挂臂65的顶部,所述第二驱动电机671底部输出端贯穿悬挂臂65 与旋转板672固定连接,所述第二吸盘673固定在旋转板672的底部,在通过y轴位移机构61以及第一升降机构42可采用气缸将物料逐个放在承载板 66上时,可通过第二驱动电机671带动旋转板672进行旋转一百八十度,旋转板672又带动被第二吸盘673吸住的物料旋转一百八十度,以传递到下一个承载板66上,能利用将物料旋转方向,使标签贴合装置4对物料另一个贴标区域完成贴标处理,可使贴标的灵活性和实用性增强。
30.本实施例中,如图1和图2所示,所述标签贴合装置4包括第一升降机构42和标签装载机构41以及x轴位移机构,且x轴位移机构设置在腰带贴合设备本体1上,所述第一升降机构42可采用气缸设置在x轴位移机构上 (且x轴位移机构可采用上述y轴位移机构61内部的结构与传动方式),所述标签装载机构41设置在第一升降机构42上,所述标签装载机构41包括第三吸盘,所述放料工位7包括支杆71和放料板72,通过第一升降机构 42带动含有第三吸盘的标签装载机构41接触(zedalabf系列标签飞达)的供料飞达3出来的标签,并将其吸起,再利用x轴位移机构带动第一升降机构42和标签装载机构41由供料飞达3向物料方向位移,再通过第一升降机构42带动第三吸盘吸起的标签向下接触物料并贴合至物料贴标区域,以完成贴标动作。
31.本实施例中,如图1和图2所示,所述放料工位7包括支杆71和放料板72,所述支杆71固定在腰带贴合设备本体1上,所述放料板72固定在支杆71顶部,且放料板72与装载板2平齐,可放置物料的存放,也便于第一物料抓取机构63吸取物料以传递到承载板66上。
32.本实施例中,如图1和图2所示,所述收纳台8内部设置有传送机构,且传送机构包括传送带和托辊以及驱动电机,通过收纳台8内的传送机构可驱动贴标完成后的物料移动到其它加工工位。
33.本实用新型的具体工作过程如下:
34.(1)将物料逐个传递到承载板66上
35.首先,通过第一驱动电机611带动丝杆614旋转,由于螺纹之间的作用,螺母柱613可带动滑块615在滑轨612上滑动,此时滑动的螺母柱613带动承载板66、第二升降机构62、横梁64、多个悬挂臂65以及多个第一物料抓取机构63与第二物料抓取机构67由放料工位7向收纳台8方向位移,当滑动的螺母柱613带动多个第一物料抓取机构63和第二物料均位移到承载板 66上,并由于其中一个第一物料抓取机构63处于放料工位7顶部时,此刻再利用第二升降机构62带动第一物料抓取机构63与物料接触的第一吸盘 631吸起物料,随着第一驱动电机611驱动第一吸盘631将吸起的物料移动到装载板2上,并往复上述动作,可逐个将物料依次转运至装载板2上。
36.(2)完成物料贴标
37.物料逐个传递到承载板66后,通过第一升降机构42带动含有第三吸盘的标签装载机构41接触供料飞达3出来的标签,并将其吸起,再利用x轴位移机构(且x轴位移机构可采用上述y轴位移机构61内部的结构与传动方式)带动第一升降机构42和标签装载机构41由供料飞达3向物料方向位移,再通过第一升降机构42带动第三吸盘吸起的标签向下接触物料并贴合至物料贴标区域,以完成贴标动作。
38.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1