一种铝合金型材的包膜设备的制作方法
1.本实用新型涉及用于铝合金型材的生产设备,尤其涉及铝合金型材的包膜设备。
背景技术:
2.铝合金型材加工完毕之后,需要在工厂内对铝合金型材采用塑料薄膜进行缠绕包覆,然后再出厂。通常需要将同一型号的几个铝合金型材堆叠后进行包覆。目前,铝合金生产厂的塑料膜包覆通常采用人工的方式进行,这样的方式不但耗费人工、而且效率低下。
3.在中国专利cn112061456a中公开了一种铝合金型材缠绕包装系统及缠绕包装方法,并具体公开了如下内容:包括工作台、前安装架和后安装架,还包括调节装置、挤压装置,若干所述前安装架对称设于工作台上供调节装置安装,若干所述后安装架对称设于工作台上供挤压装置安装;所述调节装置包括调节丝杆、移动架、调节辊轴以及手轮,若干所述调节丝杆一端转动安装于若干前安装架互相靠近的一侧,另一端转动穿设于前安装架且之间以同步带传动连接的方式相啮合,所述手轮设于调节丝杆远离前安装架的一端,若干所述移动架对称设于滚轴架之间,且移动架底部套设并螺纹配合于调节丝杆上,若干所述调节辊轴分两组对称设于相对侧的移动架上;所述挤压装置包括匚形架、调节气缸、辊轴架、缓冲杆以及挤压辊轴,所述匚形架设于后安装架远离工作台的一侧,所述匚形架内侧壁上均贯穿固定安装有若干所述调节气缸,且朝向匚形架内部设置,若干所述辊轴架安装在调节气缸远离供调节气缸安装的内侧壁的一端,若干所述缓冲杆均匀安装在若干辊轴架的两端,若干所述挤压辊轴的两端与缓冲杆相铰接。上述专利中的缠绕包装系统结构复杂,且成本高。
技术实现要素:
4.有鉴于此,本实用新型的目的在于提供一种铝合金型材用包膜设备。
5.本实用新型的目的是通过以下技术方案来实现的:一种用于铝合金型材的包膜设备,其特征在于:包括升降台和位于所述升降台后方的包膜台,所述升降台可在低于所述包膜台和与所述包膜台平齐的范围升降,所述包膜台的台面设有近所述升降台一侧设置的横向输送辊和远所述升降台一侧设置的纵向输送辊,在所述横向输送辊和纵向输送辊之间设置有包膜工作台,所述包膜工作台的朝向所述横向输送辊的一侧设置有位于包膜工作台之下的包膜辊卷以及活动辊卷,所述活动辊卷可上下活动,还包括有切膜刀。采用上述包膜设备,通过升降台堆垛铝合金型材,并通过横向输送辊将铝合金型材输送到包膜工作台上,然后活动辊卷和包膜辊卷之间的薄膜可实现对型材的塑料薄膜的包覆,然后通过切膜刀对包膜进行切割,最后再通过纵向输送辊将包膜好的铝合金型材输送出去。这样的设备能够提高效率且设备简单成本低
6.为进一步便于活动辊卷的升降,所述包膜工作台与所述横向输送辊之间存在间隙,所述间隙的两端的台面上设置有支撑架,所述活动辊卷可沿所述横向支撑架上下升降。
7.优选的,所述包膜辊卷位于所述台面之下且辊卷上包裹薄膜,所述薄膜的活动端
与所述活动辊卷连接,所述包膜辊卷位于所述活动辊卷的前方,且所述切膜刀位于所述活动辊卷的正下方。
8.为进一步实现连续包膜,所述活动辊卷的中部设置有轴向开口,所述开口与所述切膜刀的刀刃相对,且所述切膜刀与升降机构连接。
9.优选的,所述切膜刀位于所述活动辊卷的后方且与所述间隙相对,所述切膜刀与升降机构连接,且所述活动辊卷与转动机构连接
10.为进一步实现连续包膜,所述切膜刀还与加热机构连接。
11.优选的,所述包膜工作台的前方设置有推送机构。
12.优选的,所述升降台的远所述包膜台的一侧设置有推送机构。
13.有益效果:
14.采用本实用新型的铝合金型材的包膜设备,通过升降台堆垛铝合金型材,并通过推送机构将其推送到包膜台上,然后横向输送辊将铝合金型材输送到包膜工作台上,接着活动辊卷和包膜辊卷之间的薄膜可实现对型材的塑料薄膜的包覆,然后通过切膜刀对包膜进行切割,最后再通过纵向输送辊将包膜好的铝合金型材输送出去。这样的设计能够提高效率且设备简单成本低。另外,这样的设备占用空间小。
附图说明
15.图1为实施例2中的包膜设备的结构示意图一;
16.图2为实施例2中的包膜设备的结构示意图二。
具体实施方式
17.下面结合附图对本实用新型的具体实施方式作进一步详细的说明,但本实用新型并不局限于这些实施方式,任何在本实施例基本精神上的改进或代替,仍属于本实用新型权利要求所要求保护的范围。
18.实施例1:本实施例提供一种用于铝合金型材的包膜设备,包括升降台1和位于所述升降台后方的包膜台2,所述升降台和包膜台形成流水线。
19.所述升降台可在低于所述包膜台和与所述包膜台平齐的范围升降,所述升降台包括堆垛台面3和位于所述台面下部的升降机构4,所述升降机构可为气缸、电缸、液压缸、油缸等机构,也可为电机驱动的螺接结构。
20.其中,所述包膜台的台面设有近所述升降台一侧设置的横向输送辊5和远所述升降台一侧设置的纵向输送辊6,在所述横向输送辊和纵向输送辊之间设置有包膜工作台7。所述横向输送辊负责将所述升降台上堆垛好的型材输送到包膜工作台进行包膜,所述纵向输送辊负责将已经包膜好的型材输送到下一道工序,在本实施例中,下一道工序为人工对已经包膜好的型材进行质检和进行两端采用胶带缠绕。
21.在本实施例中,所述包膜工作台的朝向所述横向输送辊的一侧设置有位于包膜工作台之下的包膜辊卷8以及活动辊卷9,所述包膜辊卷位于所述活动辊卷的前方,所述活动辊卷可上下活动,在所述活动辊卷下方还设置有切膜刀10。
22.具体的,所述包膜工作台与所述横向输送辊之间存在间隙,所述间隙的两端的台面上设置有支撑架11,所述活动辊卷可沿所述横向支撑架上下升降。所述包膜辊卷位于所
述台面之下且辊卷上包裹薄膜,所述薄膜的活动端与所述活动辊卷连接。所述活动辊卷的中部设置有轴向开口,所述开口与所述切膜刀的刀刃相对。
23.另外,所述切膜刀可为固定的,当所述活动辊卷下行运动到最低点是,所述切膜刀可插入到所述活动辊卷的轴向开口内并实现的薄膜的切断。当然,也可设置为所述切膜刀与升降机构连接,所述升降机构可驱动所述切膜刀上下行,当活动辊卷下行到最低点时,切膜刀被升降机构驱动上行并插入到所述活动辊卷的轴向开口内实现对薄膜的切断。
24.作为本实施例中的其中一个实施方式,所述包膜工作台的前方设置有推送机构。
25.作为本实施例中的其中一个实施方式,所述升降台的远所述包膜台的一侧设置有推送机构。
26.采用本实施例的铝合金型材的包膜设备,通过升降台堆垛铝合金型材,并通过推送机构将其推送到包膜台上,然后横向输送辊将铝合金型材输送到包膜工作台上,接着活动辊卷和包膜辊卷之间的薄膜可实现对型材的塑料薄膜的包覆,然后通过切膜刀对包膜进行切割,最后再通过纵向输送辊将包膜好的铝合金型材输送出去。这样的设计能够提高效率且设备简单成本低。另外,这样的设备占用空间小。
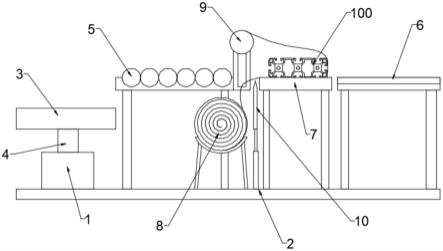
27.实施例2:如图1和2所示,本实施例提供一种用于铝合金型材的包膜设备,包括升降台1和位于所述升降台后方的包膜台2,所述升降台和包膜台形成流水线。
28.所述升降台可在低于所述包膜台和与所述包膜台平齐的范围升降,所述升降台包括堆垛台面3和位于所述台面下部的升降机构4,所述升降机构可为气缸、电缸、液压缸、油缸等机构,也可为电机驱动的螺接结构。
29.其中,所述包膜台的台面设有近所述升降台一侧设置的横向输送辊5和远所述升降台一侧设置的纵向输送辊6,在所述横向输送辊和纵向输送辊之间设置有包膜工作台7。所述横向输送辊负责将所述升降台上堆垛好的型材输送到包膜工作台进行包膜,所述纵向输送辊负责将已经包膜好的型材输送到下一道工序,在本实施例中,下一道工序为人工对已经包膜好的型材进行质检和进行两端采用胶带缠绕。
30.在本实施例中,所述包膜工作台的朝向所述横向输送辊的一侧设置有位于包膜工作台之下的包膜辊卷8以及活动辊卷9,所述包膜辊卷位于所述活动辊卷的前方,所述活动辊卷可上下活动,在所述活动辊卷下方还设置有切膜刀10,所述切膜刀位于所述活动辊卷之后。
31.具体的,所述包膜工作台与所述横向输送辊之间存在间隙,所述间隙的两端的台面上设置有支撑架11,所述活动辊卷可沿所述横向支撑架上下升降。所述包膜辊卷位于所述台面之下且辊卷上包裹薄膜,所述薄膜的活动端与所述活动辊卷连接。
32.在本实施例中,所述切膜刀位于所述活动辊卷的后侧,所述切膜刀与升降机构12连接,所述升降机构可驱动所述切膜刀上下行,当活动辊卷下行到最低点时,切膜刀被升降机构驱动上行实现对薄膜的切断。并且,本实施例中的切膜刀还与加热机构连接,当切膜刀对包膜进行切割的时候,还同时实现包膜的对型材的包覆。
33.在本实施例中,所述活动辊卷除了能够上下运动,还能够进行转动。当切膜刀切膜完毕之后,活动辊卷进行转动一圈,继续将薄膜的活动端缠绕在其上,然后上行到最顶端进行下一个型材的包膜工序。驱动所述活动辊卷转动的机构可为电机。
34.作为本实施例中的其中一个实施方式,所述包膜工作台的前方设置有推送机构。
通过所述推送机构可将堆垛好的型材推送到横向输送辊上。
35.作为本实施例中的其中一个实施方式,所述升降台的远所述包膜台的一侧设置有推送机构。通过所述推送机构可将包膜好的型材推送到纵向输送辊上。
36.采用本实施例的铝合金型材的包膜设备,通过升降台堆垛铝合金型材100,并通过推送机构将其推送到包膜台上,然后横向输送辊将铝合金型材输送到包膜工作台上,接着活动辊卷和包膜辊卷之间的薄膜可实现对型材的塑料薄膜的包覆,然后通过切膜刀对包膜进行切割,最后再通过纵向输送辊将包膜好的铝合金型材输送出去。这样的设计能够提高效率且设备简单成本低。另外,这样的设备占用空间小。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1