桌上型工作平台工件输送装置的制作方法
1.本实用新型关于一种输送装置,尤指一种桌上型工作平台工件输送装置。
背景技术:
2.桌上型工作平台例如螺丝机、焊锡机、切割机、取置机及点胶机等,其加工的工件通常分别以人工个别的将该工件放置到该工作平台,或必须以人工将工件放置到该工作平台的夹持工具中,通过手动将工件定位于工作平台上自动化装置的坐标内,最后工件在此一工作站完成该工件的执行作业后,仍需以人力操作将该工件移动至下一工作站的工作平台,因此产生了许多人工作业的成本,及因人工的疏忽产生的不良影响,不易维持工件的品质稳定度,其问题在于桌上型工作平台,未形成一个自动化输送装置,以及各工作站的桌上型工作平台之间未能有自动化输送生产线的问题。
技术实现要素:
3.为克服上述问题,或至少改进背景技术所述不足之处,本实用新型提供一种桌上型工作平台工件输送装置,该输送装置可轻易调整成为单一工作平台的单机作业方式,或将该输送装置串联在各桌上型工作平台上,作为各工作站连续的自动化工件输送带生产线作业。
4.本实用新型桌上型工作平台工件输送装置的一些益处包括,所述的桌上型工作平台工件输送装置可以将各式桌上型设备如螺丝机、焊锡机、切割机、取置机或/及点胶机等各工作站,串联使用,形成一个自动化输送带生产线。
5.依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,该工件输送装置包括:一基座:一第一挡板,该第一挡板包括第一板体、一第一抵垣,该第一抵垣从该第一板体顶侧向水平向延伸,该第一挡板设于该基座一侧;一第二挡板,该第二挡板包括一第二板体、一第二抵垣,该第二挡板平行该第一挡板设于该基座另一侧;一第一组多个惰轮,该第一组多个惰轮分布在该第一板体表面;第一驱动马达;第一输送带;该第一驱动马达设于该多个惰轮之间的该第一板体上,该第一输送带可活动地与该第一驱动马达及该第一组多个惰轮连接,该第一驱动马达用以驱动该第一输送带在该第一组多个惰轮之间移动,该第一输送带并可通过该第一抵垣下侧;第一汽缸;第一工件压持板;该第一汽缸与该第一板体结合,第一工件压持板可活动地与该第一汽缸连接,该第一工件压持板并对应在该第一抵垣下侧,该第一汽缸一侧用以接收一外部气源借以驱动该第一工件压持板向上或向下往返移动一距离;控制单元与该第一驱动马达及该第一汽缸电性连接。
6.本实用新型的工件输送装置的一些实施例,该第一挡板可相对该第二档板活动地前后来回移动一距离,或该第二挡板可相对该第一档板活动地前后来回移动一距离,或该第一挡板可相对该第二档板活动地互为前后来回移动一距离,借此调整第一档板和第二档板之间的间距,用以可调整输送带轨道宽度用以配合不同宽度的工件输送通过或固定在此作业。
7.借此在一工件输送至本实用新型的工件输送装置一侧的第一输送带一端,控制单元发出指令电讯号,电源连通启动该第一驱动马达驱动该第一输送带输送该工件至该第一抵垣及第二抵垣下侧暂驻,及控制单元发出指令电讯号,电源连通启动该第一汽缸驱动该第一工件压持板向上推伸该工件抵掣在该第一抵垣下侧固定,用以接受该工作站的桌上型工作平台实施作业,作业完成控制单元发出指令电讯号,电源连通启动该第一汽缸驱动该第一工件压持板远离该工件及该第二抵垣,该第一驱动马达驱动该第一输送带输送该工件,输出至工件输送装置另一侧。
8.依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,其中,还包括:
9.一第二组多个惰轮,该第二组多个惰轮分布在该第二板体表面;
10.一第二驱动马达;一第二输送带;该第二驱动马达设于该第二组多个惰轮之间的该第二板体上,该第二输送带可活动地与该第二驱动马达及该第二组多个惰轮连接,该第二驱动马达用以驱动该第二输送带在该第二组多个惰轮之间移动,该第二输送带并可通过该第二抵垣下侧;
11.一第二汽缸;一第二工件压持板;该第二汽缸与该第二板体结合,第二工件压持板可活动地与该第二汽缸连接,该第二工件压持板并对应在该第二抵垣下侧;
12.该控制单元与该第二驱动马达、该第二汽缸电性连接。
13.依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,该工件输送装置还包括第一感应器及一第二感应器,该第一感应器结合在该第一挡板及第二挡板之间的基座一侧;该第二感应器与该第一挡板及第二挡板之间的基座另一侧结合,所述的控制单元与第一感应器及第二感应器电性连接。
14.依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,该第一感应器或/及第二感应器为红外线感应器或雷射感应器的任一种。
15.依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,该第一驱动马达或/及第二驱动马达为直流马达、伺服马达或步进马达的任一种。
16.依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,该基座包括一第一固定块、一第二固定块,分别与该基座表面一侧结合,一第三固定块、一第四固定块分别与该基座表面另一侧结合,一第一轨道及一第二轨道,该第一轨道一侧与该第一固定块结合,其另一侧与第三固定块结合,该第二轨道一侧与该第二固定块结合,其另一侧与第四固定块结合:
17.该第一板体还包括一第一孔形成在该第一板体一侧及一第二孔形成在该第一板体另一侧,所述的第二板体还包括第三孔形成在该第二板体一侧及一第四孔形成在该第二板体另一侧,该第一孔、第三孔穿设于该第一轨道上,该第二孔、第四孔穿设于该第二轨道上。
18.依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,该工件输送装置与一桌上型工作平台结合。
19.依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,该工件输送装置为多个,所述的桌上型工作平台可为不同工作目的多个桌上型工作平台串联,该多个工件输送装置依序串联分布在该多个桌上型工作平台上,该多个工件输送装置的该多个控制单元之间为电性连接。
20.本实用新型另一个目的是提供一种桌上型工作平台工件输送装置,包括:
21.一基座;
22.一第一挡板,该第一挡板包括第一板体、一第一抵垣,该第一抵垣从该第一板体顶侧向水平向延伸,该第一挡板设于该基座一侧;
23.一第二挡板,该第二挡板包括一第二板体、一第二抵垣,该第二挡板平行该第一挡板设于该基座另一侧;
24.一第一组多个惰轮,该第一组多个惰轮分布在该第一板体表面;
25.一第一驱动马达;一第一输送带;该第一驱动马达设于该多个惰轮之间的该第一板体上,该第一输送带可活动地与该第一驱动马达及该第一组多个惰轮连接,该第一输送带并可通过该第一抵垣下侧;
26.第一汽缸;第一工件压持板;该第一汽缸与该第一板体结合,第一工件压持板可活动地与该第一汽缸连接,该第一工件压持板并对应在该第一抵垣下侧;
27.一第二组多个惰轮,该第二组多个惰轮分布在该第二板体表面;
28.一第二驱动马达;一第二输送带;该第二驱动马达设于该第二组多个惰轮之间的该第二板体上,该第二输送带可活动地与该第二驱动马达及该第二组多个惰轮连接,该第二输送带并可通过该第二抵垣下侧;
29.一第二汽缸;一第二工件压持板;该第二汽缸与该第二板体结合,第二工件压持板可活动地与该第二汽缸连接,该第二工件压持板并对应在该第二抵垣下侧;
30.该控制单元与该第一驱动马达、该第一汽缸、该第二驱动马达及该第二汽缸电性连接;
31.一第一感应器及一第二感应器,该第一感应器与该第一挡板及第二挡板之间的基座一侧结合;该第二感应器与该第一挡板及第二挡板之间的基座另一侧结合,所述的控制单元与第一感应器及第二感应器电性连接;
32.该第一挡板可相对该第二档板活动地前后来回移动一距离,或该第二挡板可相对该第一档板活动地前后来回移动一距离,或该第一挡板可相对该第二档板活动地互为前后来回移动一距离。
33.依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,该基座包括一第一固定块、一第二固定块分别与该基座表面一侧结合,一第三固定块、一第四固定块分别与该基座表面另一侧结合,一第一轨道及一第二轨道,该第一轨道一侧与该第一固定块结合,其另一侧与第三固定块结合,该第二轨道一侧与该第二固定块结合,其另一侧与第四固定块结合:
34.该第一板体还包括一第一孔形成在该第一板体一侧及一第二孔形成在该第一板体另一侧,所述的第二板体还包括第三孔形成在该第二板体一侧及一第四孔形成在该第二板体另一侧,该第一孔、第三孔穿设于该第一轨道上,该第二孔、第四孔穿设于该第二轨道上。
35.借此在一工件输送至本实用新型的工件输送装置一侧的第一输送带及该第二输送带一端,控制单元发出指令电讯号,电源连通启动该第一驱动马达驱动该第一输送带及该第二驱动马达驱动该第二输送带输送该工件至该第一抵垣及第二抵垣下侧暂驻,及控制单元发出指令电讯号,电源连通启动该第一汽缸驱动该第一工件压持板及该第二汽缸驱动
该第二工件压持板向上推伸该工件抵掣在该第一抵垣及第二抵垣下侧固定,用以接受该工作站的桌上型工作平台实施作业,作业完成控制单元发出指令电讯号,电源连通启动该第一汽缸驱动该第一工件压持板和该第二汽缸驱动该第二工件压持板远离该工件及第一抵垣及该第二抵垣,该第一驱动马达驱动该第一输送带和该第二驱动马达驱动该第二输送带输送该工件输出至工件输送装置另一侧。
36.依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,其中,该工件输送装置与一桌上型工作平台结合,用以将工件输送至本实用新型的工件输送装置一侧的第一输送带及该第二输送带一端,控制单元发出指令电讯号,电源连通启动该第一驱动马达驱动该第一输送带及该第二驱动马达驱动该第二输送带输送该工件至该第一抵垣及第二抵垣下侧暂驻,及控制单元发出指令电讯号,电源连通启动该第一汽缸驱动该第一工件压持板及该第二汽缸驱动该第二工件压持板向上推伸该工件抵掣在该第一抵垣及第二抵垣下侧固定,用以接受该工作站的桌上型工作平台实施作业,作业完成控制单元发出指令电讯号,电源连通启动该第一汽缸驱动该第一工件压持板和该第二汽缸驱动该第二工件压持板远离该工件及第一抵垣及该第二抵垣,该第一驱动马达驱动该第一输送带和该第二驱动马达驱动该第二输送带输送该工件输出至工件输送装置另一侧。
37.在实施例中可将预备加工的工件的宽幅,通过该第一挡板可相对该第二档板活动地前后来回移动一距离,或该第二挡板可相对该第一档板活动地前后来回移动一距离,或该第一挡板可相对该第二档板活动地互为前后来回移动一距离,借此调整第一档板和第二档板之间的间距,用以调整该工件输送装置的输送带轨道宽度以配合各种不同宽幅的工件输送至本实用新型的工件输送装置一侧的第一输送带及该第二输送带一端,用以接受该工作站的桌上型工作平台实施作业。
38.依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,其中,前述的该工件输送装置为多个,所述的桌上型工作平台可为不同工作目的多个桌上型工作平台串联,该多个工件输送装置依序串联分布在该多个桌上型工作平台上,该多个工件输送装置的该多个控制单元之间为电性连接,工件可通过该工件输送装置依序通过各工作平台作业,在工件输送至本实用新型的工件输送装置一侧的第一输送带及第二输送带一端,控制单元发出指令电讯号,电源连通启动该第一驱动马达驱动该第一输送带及该第二驱动马达驱动该第二输送带输送该工件至该第一抵垣及第二抵垣下侧暂驻,及控制单元发出指令电讯号,电源连通启动该第一汽缸驱动该第一工件压持板及该第二汽缸驱动该第二工件压持板向上推伸该工件抵掣在该第一抵垣及第二抵垣下侧固定,用以接受该工作站的桌上型工作平台实施作业,作业完成控制单元发出指令电讯号,电源连通启动该第一汽缸驱动该第一工件压持板和该第二汽缸驱动该第二工件压持板远离该工件及第一抵垣及该第二抵垣,该第一驱动马达驱动该第一输送带和该第二驱动马达驱动该第二输送带输送该工件输出至工件输送装置另一侧。
39.该第一输送带将工件输送至下一工作站的另一个工件输送装置接受不同目的的桌上型工作平台作业,本实用新型的工件输送装置的一些实施例重复串联本实用新型的工件输送装置在不同桌上型工作平台,借以形成多个工作站串联的自动化输送带生产线多机作业。
40.本实用新型桌上型工作平台工件输送装置一些实施例,串联在各不同桌上型工作
平台的工作站的工件输送装置包括但不限于各工作站设备依据不同软件设计,可使用i/o、网路通讯或plc的装置进行上下站别的沟通作业。
41.工件输送装置依据工件特性或限制,工件触发感应器,气缸可采用上压或下压或侧推方式作动精准固定工件或采用影像视觉方式软件定位修正工件位置。
42.工件输送装置感应器(sensor)采用由下方往上侦测的方式,如此设计可净空输送机上方空间,防止机台加工发生干涉状况,也可将工件输送装置感应器(sensor)采用由上方往下侦测的方式。
43.本实用新型的工件输送装置的设计可与市面各式输送设备及收送料设备连接使用。
44.和现有的桌上型工作平台需要个别将工件由不同人工作业移至工作站,本实用新型的桌上型工作平台工件输送装置设计,形成自动化输送带生产线作业可大幅度减少人工作业,防止因人工的疏忽产生的不良影响,维持品质的稳定且可减少人力降低生产成本。
附图说明
45.图1是本实用新型工件输送装置的立体外观图;
46.图2是本实用新型工件输送装置的一立体分解图;
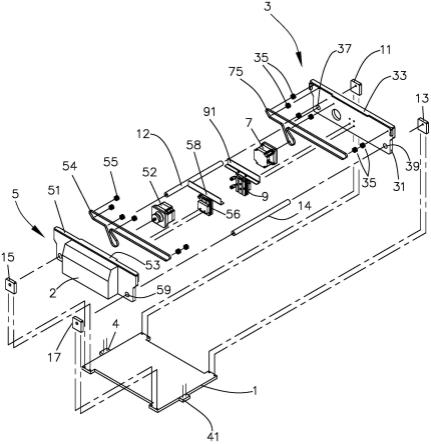
47.图3是本实用新型工件输送装置的另一实施例立体分解图;
48.图4是本实用新型工件输送装置与桌上型工作平台结合的实施例立体图。
49.附图标记说明
50.100
ꢀꢀꢀꢀ
工件输送装置
[0051]1ꢀꢀꢀꢀꢀꢀ
基座
[0052]
11
ꢀꢀꢀꢀꢀ
第一固定块
[0053]
12
ꢀꢀꢀꢀꢀ
第一轨道
[0054]
13
ꢀꢀꢀꢀꢀ
第二固定块
[0055]
14
ꢀꢀꢀꢀꢀ
第二轨道
[0056]
15
ꢀꢀꢀꢀꢀ
第三固定块
[0057]
17
ꢀꢀꢀꢀꢀ
第四固定块
[0058]2ꢀꢀꢀꢀꢀꢀ
控制单元
[0059]3ꢀꢀꢀꢀꢀꢀ
第一挡板
[0060]
31
ꢀꢀꢀꢀꢀ
第一板体
[0061]
33
ꢀꢀꢀꢀꢀ
第一抵垣
[0062]
35
ꢀꢀꢀꢀꢀ
第一组多个惰轮
[0063]
37
ꢀꢀꢀꢀꢀ
第一孔
[0064]
39
ꢀꢀꢀꢀꢀ
第二孔
[0065]4ꢀꢀꢀꢀꢀꢀ
第一感应器
[0066]
41
ꢀꢀꢀꢀꢀ
第二感应器
[0067]5ꢀꢀꢀꢀꢀꢀ
第二挡板
[0068]
51
ꢀꢀꢀꢀꢀ
第二板体
[0069]
52
ꢀꢀꢀꢀꢀ
第二驱动马达
[0070]
53
ꢀꢀꢀꢀꢀ
第二抵垣
[0071]
54
ꢀꢀꢀꢀꢀ
第二输送带
[0072]
55
ꢀꢀꢀꢀꢀ
第二组多个惰轮
[0073]
56
ꢀꢀꢀꢀꢀ
第二汽缸
[0074]
57
ꢀꢀꢀꢀꢀ
第三孔
[0075]
58
ꢀꢀꢀꢀꢀ
第二工件压持板
[0076]
59
ꢀꢀꢀꢀꢀ
第四孔
[0077]6ꢀꢀꢀꢀꢀꢀ
桌上型工作平台
[0078]7ꢀꢀꢀꢀꢀꢀ
第一驱动马达
[0079]
75
ꢀꢀꢀꢀꢀ
第一输送带
[0080]8ꢀꢀꢀꢀꢀꢀ
工件
[0081]9ꢀꢀꢀꢀꢀꢀ
第一汽缸
[0082]
91
ꢀꢀꢀꢀꢀ
第一工件压持板。
具体实施方式
[0083]
本实用新型桌上型工作平台工件输送装置的一些实施例,通过附图的辅助说明本实用新型的构造、特点,能够更进一步的了解本实用新型。
[0084]
请参阅图1及图2,本实用新型一种桌上型工作平台工件输送装置的实施例,该工件输送装置100包括:一基座1:一第一挡板3,该第一挡板3包括第一板体31、一第一抵垣33,该第一抵垣33从该第一板体31顶侧向水平向延伸,该第一挡板3设于该基座1一侧;一第二挡板5,该第二挡板5包括一第二板体51、一第二抵垣53,该第二挡板5平行该第一挡板3设于该基座1另一侧;一第一组多个惰轮35,该第一组多个惰轮35分布在该第一板体31表面;第一驱动马达7;第一输送带75;该第一驱动马达设于该第一组多个惰轮35之间的该第一板体31上,该第一输送带75可活动地与该第一驱动马达7及该第一组多个惰轮35连接,该第一驱动马达7用以驱动该第一输送带75在该第一组多个惰轮35之间移动,该第一输送带75并可通过该第一抵垣33下侧;第一汽缸9;第一工件压持板91;该第一汽缸9与该第一板体31结合,第一工件压持板91可活动地与该第一汽缸9连接,该第一工件压持板91并对应在该第一抵垣33下侧,该第一汽缸9一侧用以接收一外部气源借以驱动该第一工件压持板91向上或向下往返移动一距离;控制单元2与该第一驱动马达7及该第一汽缸9电性连接。
[0085]
请参阅图1至图4,本实用新型工件输送装置的一些实施例,该第一挡板3可相对该第二档板5活动地前后来回移动一距离,或该第二挡板5可相对该第一档板3活动地前后来回移动一距离,或该第一挡板3可相对该第二档板5活动地互为前后来回移动一距离,借此调整第一档板3和第二档板5之间的间距,用以调整该工件输送装置100的输送带轨道宽度以配合不同宽度的工件输送通过或固定在此作业。
[0086]
借此在一工件8输送至本实用新型的工件输送装置100一侧的第一输送带75一端,控制单元2发出指令电讯号,电源连通启动该第一驱动马达7驱动该第一输送带75输送该工件8至该第一抵垣33及第二抵垣53下侧暂驻,该第一抵垣33和该第二抵垣53可以辅助该工件8一侧的限位及固定稳固,及控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91向上推伸该工件8抵掣在该第一抵垣33下侧固定,用以接受该工作站
的桌上型工作平台6实施作业,作业完成控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91远离该工件8及该第二抵垣53,该第一驱动马达7驱动该第一输送带75输送该工件8输出至工件输送装置100另一侧。
[0087]
请参阅图3及图4,依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,其中,还包括:
[0088]
一第二组多个惰轮55,该第二组多个惰轮55分布在该第二板体51表面;
[0089]
一第二驱动马达52;一第二输送带54;该第二驱动马达52设于该第二组多个惰轮55之间的该第二板体51上,该第二输送带54可活动地与该第二驱动马达52及该第二组多个惰轮55连接,该第二驱动马达52用以驱动该第二输送带54在该第二组多个惰轮55之间移动,该第二输送带54并可通过该第二抵垣53下侧;
[0090]
一第二汽缸56;一第二工件压持板58;该第二汽缸56与该第二板体51结合,第二工件压持板58可活动地与该第二汽缸56连接,该第二工件压持板58并对应在该第二抵垣53下侧;
[0091]
该控制单元2与该第二驱动马达52、该第二汽缸56电性连接。
[0092]
借此在一工件8输送至本实用新型的工件输送装置100一侧的第一输送带75及该第二输送带54一端,控制单元2发出指令电讯号,电源连通启动该第一驱动马达驱动该第一输送带及该第二驱动马达驱动该第二输送带54输送该工件8至该第一抵垣33及第二抵垣53下侧暂驻,及控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91及该第二汽缸56驱动该第二工件压持板58向上推伸该工件抵掣在该第一抵垣33及第二抵垣53下侧固定,用以接受该工作站的桌上型工作平台6实施作业,作业完成控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91和该第二汽缸56驱动该第二工件压持板58远离该工件8及第一抵垣33及该第二抵垣53,该第一驱动马达7驱动该第一输送带75和该第二驱动马达52驱动该第二输送带54输送该工件8输出至工件输送装置100另一侧。
[0093]
请参阅图1至图4,依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,其中,该工件输送装置100结合在一桌上型工作平台6,用以将工件8输送至本实用新型的工件输送装置100一侧的第一输送带75及该第二输送带54一端,控制单元2发出指令电讯号,电源连通启动该第一驱动马达7驱动该第一输送带75及该第二驱动马达52驱动该第二输送带54输送该工件8至该第一抵垣33及第二抵垣53下侧暂驻,及控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91及该第二汽缸56驱动该第二工件压持板58向上推伸该工件8抵掣在该第一抵垣33及第二抵垣53下侧固定,用以接受该工作站的桌上型工作平台6实施作业,作业完成控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91和该第二汽缸56驱动该第二工件压持板58远离该工件及第一抵垣33及该第二抵垣53,该第一驱动马达7驱动该第一输送带75和该第二驱动马达52驱动该第二输送带54输送该工件输出至工件输送装置100另一侧。
[0094]
在实施例中可将预备加工的工件8的宽幅,通过该第一挡板3可相对该第二档板5活动地前后来回移动一距离,或该第二挡板5可相对该第一档板3活动地前后来回移动一距离,或该第一挡板3可相对该第二档板5活动地互为前后来回移动一距离,借此调整第一档板3和第二档板5之间的间距,用以调整该工件输送装置100的输送带轨道宽度以配合各种
不同宽幅的工件8输送至本实用新型的工件输送装置100一侧的第一输送带75及该第二输送带54一端,用以接受该工作站的桌上型工作平台6实施作业。
[0095]
依据本实用新型一种桌上型工作平台工件输送装置的一些实施例,其中,前述的该工件输送装置100为多个,所述的桌上型工作平台6可为不同工作目的多个桌上型工作平台6串联,该多个工件输送装置100依序串联分布在该多个桌上型工作平台6上,该多个工件输送装置100的该多个控制单元2之间为电性连接,工件可通过该工件输送装置100依序通过各工作平台6作业,在工件8输送至本实用新型的工件输送装置100一侧的第一输送带75及第二输送带54一端,控制单元2发出指令电讯号,电源连通启动该第一驱动马达7驱动该第一输送带75及该第二驱动马达52驱动该第二输送带54输送该工件8至该第一抵垣33及第二抵垣53下侧暂驻,及控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91及该第二汽缸56驱动该第二工件压持板58向上推伸该工件8抵掣在该第一抵垣33及第二抵垣53下侧固定,用以接受该工作站的桌上型工作平台6实施作业,作业完成控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91和该第二汽缸56驱动该第二工件压持板58远离该工件8及第一抵垣33及该第二抵垣53,该第一驱动马达7驱动该第一输送带75和该第二驱动马达52驱动该第二输送带54输送该工件8输出至工件输送装置100另一侧。
[0096]
该第一输送带75将工件8输送至下一工作站的另一个工件输送装置100接受不同目的的桌上型工作平台6作业,依此重复串联本实用新型的工件输送装置100在不同桌上型工作平台6,借以形成多个工作站串联的自动化输送带生产线多机作业。
[0097]
请参阅图1至图4,本实用新型一种桌上型工作平台工件输送装置的一实施例,其中,该工件输送装置100还包括第一感应器4及一第二感应器41,该第一感应器4与该第一挡板3及第二挡板5之间的基座1一侧结合;该第二感应器41与该第一挡板3及第二挡板5之间的基座1另一侧结合,所述的控制单元与第一感应器4及第二感应器41电性连接,借此在一工件8输送至本实用新型的工件输送装置100一侧的第一输送带75及第二输送带54一端,该第一感应器4感应到该工件8,并发出电讯号至控制单元2接收,控制单元2发出指令电讯号,电源连通启动该第一驱动马达7驱动该第一输送带75及该第二驱动马达6驱动该第二输送带54输送该工件8至该第一抵垣33及第二抵垣53下侧暂驻,及控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91向上推伸该工件8抵掣在该第一抵垣33下侧及该第二汽缸56驱动该第二工件压持板58向上推伸该工件抵掣在该第二抵垣53下侧固定,用以接受一工作站的桌上型工作平台6实施作业,作业完成控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91及该第二汽缸56驱动该第二工件压持板58远离该工件8、第一抵垣33及该第二抵垣53,该第二感应器41感应该工件8位置并将感应讯号传达至该控制单元2,以备控制单元2发出下一工作指令。
[0098]
在一些实施例中工件输送装置100的感应器(sensor)采用由下方往上侦测的方式,如此设计可净空输送机上方空间,防止机台加工发生干涉状况,也可将工件输送装置100的感应器(sensor)采用由上方往下侦测的方式。
[0099]
请参阅图1至图4,本实用新型一种桌上型工作平台工件输送装置的一实施例,其中,该第一驱动马达7或/及第二驱动马达56包括直流马达、伺服马达或步进马达的任一种。
[0100]
请参阅图1至图4,本实用新型一种桌上型工作平台工件输送装置的一实施例,其
中,该第一感应器4或/及第二感应器41包括红外线感应器或雷射感应器的任一种。
[0101]
请参阅图1至图4,本实用新型一种桌上型工作平台工件输送装置的一实施例,其中,该基座1包括一第一固定块11、一第二固定块13分别与该基座1表面一侧结合,一第三固定块15、一第四固定块17分别与该基座1表面另一侧结合、一第一轨道12及一第二轨道14,该第一轨道一侧与该第一固定块11结合,其另一侧与第三固定块15结合,该第二轨道14一侧与该第二固定块13结合,其另一侧与第四固定块17结合:
[0102]
该第一板体31还包括一第一孔37形成在该第一板体31一侧及一第二孔39形成在该第一板体31另一侧,所述的第二板体51还包括第三孔57形成在该第二板体51一侧及一第四孔59形成在该第二板体51另一侧,该第一孔37、第三孔57穿设于该第一轨道12上,该第二孔39、第四孔59穿设于该第二轨道14上,借此该第一挡板3可相对该第二档板5活动地前后来回移动一距离,或该第二挡板5可相对该第一档板3活动地前后来回移动一距离,或该第一挡板3可相对该第二档板5活动地互为前后来回移动一距离,借此调整第一档板3和第二档板5之间的间距,用以调整该工件输送装置100的输送带轨道宽度以配合不同宽度的工件输送通过或固定在此作业。
[0103]
请参阅图1至图4,本实用新型一种桌上型工作平台工件输送装置的一实施例,其中,该工件输送装置100与一桌上型工作平台6结合,用以将工件8通过该第一输送带75输送至该第一抵垣33下方以及该第二抵垣53下方和该第一工件压持板91之间,借此该第一汽缸9一侧用以接收一外部气源借以驱动该第一工件压持板91向上移动一距离,用以将一工件抵掣在该第二抵垣53下方,或该第一汽缸9驱动该第一工件压持板91向下移动一距离远离该第二抵垣53。
[0104]
在实施例中可将预备加工的工件8的宽幅,通过该第一挡板3可相对该第二档板5活动地前后来回移动一距离,或该第二挡板5可相对该第一档板3活动地前后来回移动一距离,或该第一挡板3可相对该第二档板5活动地互为前后来回移动一距离,借此调整第一档板3和第二档板5之间的间距,用以调整该工件输送装置100的输送带轨道宽度以配合该工件8输送至本实用新型的工件输送装置100一侧的第一输送带75一端,控制单元2发出指令电讯号,电源连通启动该第一驱动马达7驱动该第一输送带75输送该工件8至该第一抵垣33及该第二抵垣53下侧暂驻,及控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91向上推伸该工件8抵掣在该第一抵垣33下侧固定,用以接受该工作站的桌上型工作平台6实施作业,工件阶段作业完成控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91远离该工件8及该第二抵垣53,控制单元2发出指令电讯号,电源连通启动该第一驱动马达7驱动该第一输送带75输送该工件8输出至工件输送装置100另一侧,该第一输送带75将工件往下一工作站输出。
[0105]
请参阅图1至图4,本实用新型一种桌上型工作平台工件输送装置的一实施例,其中前述的该工件输送装置100为多个,所述的桌上型工作平台6可为不同工作目的多个桌上型工作平台6串联,该多个工件输送装置100依序串联分布在该多个桌上型工作平台6上,该多个工件输送装置100的该多个控制单元2之间为电性连接,工件8可通过该工件输送装置100依序通过各工作平台作业,在工件8输送至本实用新型的工件输送装置100一侧的第一输送带75一端,控制单元2发出指令电讯号,电源连通启动该第一驱动马达7驱动该第一输送带75输送该工件8至第一抵垣33及该第二抵垣53下侧暂驻,及控制单元2发出指令电讯
号,电源连通启动该第一汽缸9驱动该第一工件压持板91向上推伸该工件8抵掣在该第一抵垣33下侧固定,用以接受该工作站的桌上型工作平台6实施作业,工件阶段作业完成,控制单元2发出指令电讯号,电源连通启动该第一汽缸9驱动该第一工件压持板91远离该工件8及该第二抵垣53,控制单元2发出指令电讯号,电源连通启动该第一驱动马达7驱动该第一输送带75输送该工件8输出至工件输送装置100另一侧,该第一输送带75将工件输送至下一工作站的另一个工件输送装置100接受不同目的的桌上型工作平台6作业,依此重复串联本实用新型的工件输送装置100在不同桌上型工作平台6,借以形成多个工作站串联的自动化输送带生产线多机作业。
[0106]
本实用新型桌上型工作平台工件输送装置一些实施例,串联在各不同桌上型工作平台6的工作站的工件输送装置100包括但不限于:
[0107]
各工作站设备依据不同软件设计,可使用i/o、网路通讯或plc的装置进行上下站别的沟通作业。
[0108]
工件输送装置100依据工件特性或限制,工件触发感应器,气缸可采用上压或下压或侧推方式作动精准固定工件或采用影像视觉方式软件定位修正工件位置。
[0109]
工件输送装置100的感应器(sensor)采用由下方往上侦测的方式,如此设计可净空输送机上方空间,防止机台加工发生干涉状况,也可将工件输送装置的感应器(sensor)采用由上方往下侦测的方式。
[0110]
本实用新型的工件输送装置100的输送带设计可与市面各式输送设备及收送料设备连接使用。
[0111]
和现有的桌上型工作平台需要个别将工件由不同人工作业移至工作站,本实用新型的桌上型工作平台工件输送装置设计,形成自动化输送带生产线作业可大幅度减少人工作业,防止因人工的疏忽产生的不良影响,维持品质的稳定且可减少人力,降低生产成本。
[0112]
但是上述所陈,为本实用新型在产业上一较佳实施例,举凡依本实用新型申请专利范围所作的均等变化,皆属本技术诉求标的的范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1