一种风吸式自动叠板机的制作方法
1.本实用新型属于木材加工设备领域,具体涉及一种风吸式自动叠板机。
背景技术:
2.圆切机将原木段旋切成板片,板片再用胶粘剂胶合而成多层的胶合板,充分提高了木材利用率。经过圆切机旋切出的板片需要堆叠整齐,然后运送到热压 胶合工场。由于没有自动叠板机,目前是通过操作人员人工收集板片,并将板片在平台上堆叠整齐,每台班需要4名操作人员才能完成工作,操作人员的劳动强度大,生产效率低,而且 人工操作存在安全隐患。现有技术有自动叠板机如公开号为cn207844488u-自动叠板机,cn204660920u-一种风吸式自动分级叠板机,在板片输送线下方设置随板片堆叠自动下降的托板,完全利用板片自身重力下落到托板上实现逐片堆叠,且板片下落时,影响了下一张板片的输送,现有设备板片下落速度慢,生产效率不高。为了提高速度,有采用板片输送线和托板之间设置压板装置,直接下压板片使板片与输送线脱离并一直推送到升降板上的方案,该方法虽速度快,但由于无法排除板片与托板(或托板上的板片)之间的压缩的空气,压板装置一旦升起,压缩空气从板片底面无序排出,导致板片挪移,严重影响对齐堆叠的效果,该方案至今没有成熟产品。
技术实现要素:
3.本实用新型的目的在于提供一种结构简单、叠片效果好、工作效率高的风吸式自动叠板机以克服现有技术存在的问题。
4.实现上述目的技术方案包容如下内容。
5.一种风吸式自动叠板机,包括平行且间隔设置在机架上的若干风吸式传送装置和自动升降的托板,风吸式传送装置包括循环运动的传送带,托板设置在风吸式传送装置正下方,工作时,板片被吸附在传送带底面并从后向前输送,托板承接从风吸式传送装置释放下来的板片,其特征在于,还包括压板装置,所述压板装置包括的摆臂板和摆臂板相连的摆动驱动机构,所述摆臂板沿板片输送方向设置,摆臂板的后端通过第一摆动轴与机架相连,所述摆臂板前端头设有弹性缓冲圈,所述第一摆动轴水平设置在传送带上方且与板片输送方向垂直,相邻的两个风吸式传送装置之间均设有摆臂板,与摆臂板相连的第一摆动轴均设置在同一条直线上,工作时,所有的摆臂板在摆动驱动机构作用下同步上下摆动。
6.进一步,所述摆动驱动机构包括安装在机架上的电机、受电机驱动的曲柄摇杆机构、第二摆动轴、二连杆机构,第二摆动轴平行设置在第一摆动轴的前方,第二摆动轴可转动地安装在风吸式传送装置的上方的机架上,所述二连杆机构由两根通过铰链连接的连杆组成,每一个摆臂板上方对应设有一个二连杆机构,二连杆机构的一端与摆臂板铰链连接,二连杆机构的另一端与第二摆动轴固定相连,曲柄摇杆机构包括从动摇杆,所述从动摇杆的末端与第二摆动轴固定相连,工作时,电机驱动从动摇杆摆动,从动摇杆带第二摆动轴往复转动。
7.进一步,每相邻的两个风吸式传送装置之间设有两个摆臂板,所述两个摆臂板间隔设置且共用一个二连杆机构,以减轻压板装置运动的风阻。
8.进一步,所有设置在摆臂板后端的第一摆动轴为同一根摆动轴,结构更加简单,便于制作。
9.进一步,所述弹性缓冲圈为皮带圈,便于取材,降低成本。
10.进一步,所述摆臂板宽2-5cm。摆臂宽度与板片的柔软度有关,板片越软,摆臂板需要更宽来增加与板片接触面积以避免板片变形,摆臂板太宽容易吸附板片不利于上升时与板片分离。
11.进一步,所述摆臂板由相连的前、后两段组成,前段的长度大于板片前后的宽度,所述弹性缓冲圈设置在前段的前端,后段长度短于前段且相对前段向上倾斜,后段的后端与第一摆动轴相连,第一摆动轴设置在风吸式传送装置的上方,采用弯折的摆臂板,后段和前段的上方形成了避让空间,有利于工作中摆臂板上摆到最高位置时,使前段摆臂板不超过风吸式传送装置的顶面,避免摆臂杆与风吸式传送装置顶面的其他设备发生干扰。
12.进一步,所述后段长度为前段的1/6-1/2。
13.进一步,所述后段相对前段向上倾斜10
°‑
30
°
。
14.上述风吸式自动叠板机使用时,板片从机架后方进入后,受风吸式传送装置吸附在传输带底面向前继续输送,到达托板正上方时,摆臂板围绕后端的第一摆动杆下摆,弹性缓冲圈抵接板片前端,板片受摆臂板下压,依照输送方向的反向逐渐脱离风吸式传送装置吸附,当板片后侧边脱离风吸式传送装置吸附后,板片前侧边抵接托板时,摆臂板上摆,板片后侧边在重力作用下继续下坠直到落在托板上,完成一张板片的堆叠,摆臂板上摆过程中,因为摆臂板与传送带底面的相交点向前移动,根据摆臂板下摆速度,调整好板片输送的间隔,就可以持续向前输送下一张板片,所述弹性缓冲圈可以缓冲摆臂板前端下摆时对板片前侧边的撞击,保护板片。当摆臂板上摆到极限位置时,下一张又输送到托板正上方,摆臂板下摆,弹性缓冲圈抵接板片前侧边,开始下一张板片堆叠
……
,依此循环,叠板机将逐张板片堆叠起来,同时托板相应受控下降。
15.上述风吸式自动叠板机叠片利用了机械外力和板片的自身重力下落相结合方式,具有以下技术效果:一是板片堆叠效果好,下压板前端围绕后端上下摆动,可以保证板片前端边沿随摆臂板先下落,板片后端边沿脱离吸附装置后依靠重力下坠,板片与托板(或托板上的板片)之间的空气稳定朝向后方排出,从而保证板片后侧边沿落在托板(或托板上的板片)上的时候,能够顺利排出所有空气,从而避免了板片挪移,保证了前后板片的对齐堆叠一致的效果;二是工作效率高,由于摆臂板向上摆动,其与传送带的交错点从后向前移动,和板片输送方向一致在板片下落过程中,当上一张板片在坠落过程中,就可以向前输送下一张板片,从而节约了时间。
附图说明
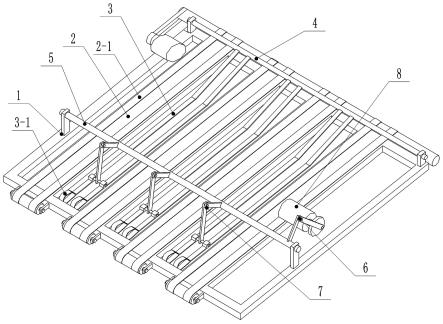
16.图1为本实用新型实施例的立体结构图;
17.图2为本实用新型实施例的工作原理示意图。
18.图中,1.机架;2. 风吸式传送装置;2-1.传送带;3.摆臂板;3-1.弹性缓冲圈;4.第一摆动轴;5.第二摆动轴;6.曲柄摇杆机构;7.二连杆机构;8.电机;9.板片;10.托板。空心
箭头为板片下落时,板片与托板(或托板上的板片)之间的空气排出方向。
具体实施方式
19.以下结合实施例对本实用新型进行具体的说明,本实施例的风吸式自动叠板机使用于一种前后宽度为100cm的板片堆叠。
20.参见图1至图2,一种风吸式自动叠板机,包括平行且间隔设置在机架1上的4个风吸式传送装置2和自动升降的托板10,风吸式传送装置2包括循环运动的传送带2-1,托板10设置在风吸式传送装置2正下方,还包括压板装置,所述压板装置包括的摆臂板3和摆臂板3相连的摆动驱动机构,摆臂板3沿板片9输送方向设置,摆臂板3由相连的前、后两段组成,前段的长度为120cm,后段的长度为40cm,前段的前端设有弹性缓冲圈3-1,后段相对前段向上倾斜20
°
,后段的后端与第一摆动轴4相连,第一摆动轴4与板片9输送方向垂直并水平设置在风吸式传送装置2的上方,相邻的两个风吸式传送装置之间均设有摆臂板3,所有摆臂板均与同一根第一摆动轴4连接,所述摆动驱动机构包括安装在机架1上的电机8、受电机8驱动的曲柄摇杆机构6、第二摆动轴5、二连杆机构7,第二摆动轴5平行设置在第一摆动轴4的前方,第二摆动轴5可转动地安装在风吸式传送装置2的上方的机架1上,所述二连杆机构7由两根通过铰链连接的连杆组成,每一个摆臂板3上方对应设有一个二连杆机构7,二连杆机构7的一端与摆臂板3的前段铰链连接,二连杆机构7的另一端与第二摆动轴5固定相连,曲柄摇杆机构6包括从动摇杆,所述从动摇杆的末端与第二摆动轴5固定相连,
21.本实施例中,每相邻的两个风吸式传送装置2之间设有两个摆臂板3,所述两个摆臂板3间隔设置且共用一个二连杆机构7,以减轻压板装置运动的风阻;
22.本实施例中,所述弹性缓冲圈3-1为皮带圈,便于取材,降低成本;
23.本实施例中,摆臂板3宽2.5cm。
24.本实施例的风吸式自动叠板机工作时,风吸式传送装置2吸附板片9的顶面并带动板片9从后向前运动,电机8驱动驱动曲柄摇杆机构6,与从动摇杆相连的第二摆动轴5往复转动,从而带动二连杆机构7上下摆动,与二连杆机构7铰链连接的摆臂板3围绕第一摆动杆上下摆动,当板片9输送到达托板10正上方时,摆臂板3下摆,皮带圈抵接板片9前端,板片9受摆臂板3的前段下压与摆臂板3同步下摆,板片9从前向后先后脱离风吸式传送装置2吸附,当板片9后侧边脱离风吸式传送装置2吸附后,板片9前侧边抵接托板10(或托板10上的上一张板片)时,摆臂板3上摆,上摆过程中,因为摆臂板3与传送带2-1底面的相交点向前移动,根据摆臂板3摆动速度,调整好板片9输送的间隔(本实施例使用时,前后两张板片9距离为40cm),就可以持续向前输送下一张板片9,板片9后侧边下坠并落在托板10(或托板10上的上一张板片9)上,完成一张板片9叠片。因为板片9前侧边沿先抵接托板10(或托板10上的上一张板片9),下落的板片9与托板10(或托板10上的上一张板片9)之间的空气朝向后方排出,从而保证板片9右侧边沿落在托板10(或托板10上的板片9)上的时候,已经完全将板片9与托板10(或托板10上的上一张板片9)之间的空气排出,从而避免板片9挪移,保证了板片9的堆叠质量。
25.本实施例的风吸式自动叠板机工作效率高,每分钟可以堆叠70张板片9(现有的设备最快速度只能达到40张左右),上下层的板片9对正整齐,板片9堆叠效果好。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1