一种智能化吸头排序与装盒一体装置的制作方法
1.本实用新型属于实验室和工厂用仪器自动化技术领域,尤其涉及一种智能化吸头排序与装盒一体装置。
背景技术:
2.目前,移液吸头在大多数企业、医药研究、院校广泛应用,大部分实验开展工作需要首先进行移液吸头的准备(包括装入盒内、灭菌、烘干),对于大部分实验流程来说,吸头转入吸头盒是个必须的操作步骤,以便保证下一步通过单道或多道移液器、自动移液工作站等进行吸取。实验开始前一般采用手动方式将移液吸头一个一个排列、插入到装载盒内,移液吸头与装载盒的排列会直接影响实验过程的工作效率和实验方式,这种方式不仅工作强度大,而且手工装盒还会造成移液吸头的二次污染,极大影响到实验的效率和实验的结果;当每天实验大批量用到移液吸头时,由于人工劳动强度大且人员的不确定性,难免出差错,这种方式不利于智能管理和管控,使得企业成本大幅增加,也不适合展开大规模化实验,不利于在行业中的竞争力,所以,利用人工操作装载移液吸头的做法已不能满足当今实验室的智能化工作需要。
3.中国专利文献cn205415649u(cn201620180436.8)公开了一种医用移液吸头自动排列机器人,上述专利虽然能够实现吸移液吸头的自动装盒,但是在该文献中,落料机构只能实现吸头逐个从卡料处理快接头中出料,因此需要设置x轴滑台导轨与y轴滑台导轨控制移动滑台上的载料盒沿x向和y向往复运动,以将吸头逐个装入载料盒,这导致吸头的装载效率低,并且载料盒移动时的覆盖范围大,不便于在实验室、医药研究等小空间或桌面环境内使用。
技术实现要素:
4.针对现有技术的不足,本实用新型的目的是提供一种智能化吸头排序与装盒一体装置,本实用新型将滚筒上料机构、送料轨道、装载盒运载机构和搓板下料机构在壳体内部进行合理布局,将滚筒上料机构、送料轨道和搓板下料机构悬空设置在壳体内部上方,而将装载盒运载机构设置在壳体内腔底部,提高了对壳体内部空间的利用率;并对下料机构进行改进,配合前后移动吸头盒的装载盒运载机构,能够实现吸头的整排装配,减小了吸头盒移动时的覆盖面积,能够一次性装配更多的吸头盒,使整个设备更加小巧,在减小壳体整体尺寸的同时提高了吸头的装盒效率。
5.本实用新型所要解决的技术问题采用以下技术方案来实现:一种智能化吸头排序与装盒一体装置,包括壳体和设置在壳体内的滚筒上料机构、送料轨道、装载盒运载机构、搓板下料机构,所述搓板下料机构、送料轨道、滚筒上料机构悬空设置在壳体内部上方,所述装载盒运载机构设置在壳体底部;所述搓板下料机构、送料轨道、滚筒上料机构由前向后依次设置;
6.所述滚筒上料机构用于带动吸头转动并使吸头以竖直状态落入送料轨道内;
7.所述送料轨道用于将处于竖直状态的吸头运送至搓板下料机构;所述装载盒运载机构用于沿前后方向移动吸头盒,所述吸头盒设置有装配孔,所述装配孔用于容置吸头;
8.所述搓板下料机构用于将竖直状态的吸头沿左右方向排成一排并整排装配到下方的吸头盒中。
9.本实用新型的技术方案还有,所述装载盒运载机构包括移动盘、移动盘驱动机构和固定设置在移动盘上的开盖装置,所述移动盘驱动机构用于驱动移动盘相对于壳体前后移动,所述移动盘上沿左右方向设有多个盒体固定槽,用于容置吸头盒;
10.所述吸头盒包括盒体和盒盖,所述盒盖通过一水平轴枢接于盒体,所述开盖装置用于驱动盒盖相对于盒体向前或向后翻转,以实现盒盖的开闭。通过移动盘驱动机构能够控制移动盘上的吸头盒移动到装配位置,而开盖装置能够实现吸头盒的盒盖的开闭,保证整个装置能够在封闭的壳体内部实现对吸头盒全自动的装配,避免了手动开启盒盖和关闭盒盖造成的二次污染,减轻了人员劳动量;并且开盖装置能够控制吸头盒盒盖的开启角度,通过与移动盘同步移动,保证了吸头盒装配吸头过程中盒盖的稳定,并且能够减小吸头盒移动时的覆盖范围,从而能够减小壳体内部的空间;另外通过在移动盘上沿左右方向设有多个盒体固定槽,能够实现多个吸头盒的同时装配,提高了对壳体底部空间的利用率,并且提高了吸头的装盒效率。
11.本实用新型的技术方案还有,所述开盖装置包括吸盘、真空发生器和旋转机构,所述旋转机构用于驱动吸盘向前或向后翻转,所述吸盘与真空发生器相连,所述吸盘与盒体固定槽内吸头盒的盒盖一一对应。当吸盘与吸头盒盒盖的上表面接触后,利用真空发生器将吸盘与盒盖上表面之间的空气抽空,使吸盘与吸头盒盒盖相互固定,通过旋转机构转动吸盘即可打开吸头盒的盒盖并控制盒盖开启的角度,避免盒盖占用壳体底部太多的空间;当吸头盒内装满吸头后,利用旋转机构能够关闭盒盖,停止真空发生器,从而能够使吸盘与吸头盒盒盖相互分离;通过将吸盘与吸头盒盒盖一一对应设置,能够通过设置一个真空发生器即可控制整排吸头盒盒盖的开闭以及开启角度,更加节省空间并降低了制造成本。
12.本实用新型的技术方案还有,所述送料轨道的前端设有出料口;
13.所述搓板下料机构包括支撑架、夹持板、搓板、排料驱动机构和配料机构,所述支撑架可上下移动的设置在壳体上,所述夹持板固定设置在支撑架上,所述夹持板设置有与出料口对接的缺口;
14.所述搓板与夹持板平行设置并能够相对于夹持板左右、前后移动,所述搓板的后表面沿左右方向设置有多个与送料轨道匹配的吸头固定槽;
15.所述排料驱动机构用于驱动搓板相对于夹持板左右移动;
16.所述配料机构用于驱动支撑架相对于壳体上下运动以及用于驱动搓板相对于夹持板前后移动。由于夹持板设置有与出料口对接的缺口,通过左右往复移动搓板,在出料口左右两个方向都能够实现对吸头的排列和装配,即能够在壳体底部放置更多的吸头盒,提高对壳体底部空间的利用率,同时在一次装配过程中实现更多吸头盒的装配,减少了更换吸头盒的时间;并且通过左右滑动搓板对出料口左右两侧的吸头盒进行交替装配,减少了吸头固定槽的空载时间,提高了对吸头盒的装配效率。
17.本实用新型的技术方案还有,所述配料机构包括上下驱动机构和前后驱动机构,所述上下驱动机构用于驱动支撑架相对于壳体上下运动,所述前后驱动机构用于驱动搓板
相对于夹持板前后运动。通过上下驱动机构驱动支撑架向下运动,将吸头固定槽内的吸头装入装配孔后,利用前后驱动机构驱动搓板相对于夹持板向前运动,从而使吸头从吸头固定槽中脱出,完成装配;在上下驱动机构驱动支撑架向上运动的同时前后驱动机构能够驱动搓板向后运动,以便进行出料口另一侧吸头盒的装配,装盒效率更高。
18.本实用新型的技术方案还有,所述配料机构包括升降驱动机构、滑块、回位弹簧和楔形的分离块;
19.所述滑块可左右滑动的设置在支撑架上,所述升降驱动机构用于驱动支撑架相对于壳体上下运动;
20.所述搓板可前后滑动的设置在滑块上,所述搓板位于夹持板与滑块之间,所述搓板与夹持板之间间隔有间隙,所述搓板与滑块之间设置有回位弹簧,所述分离块用于插入间隙以使搓板背向夹持板移动。通过升降驱动机构驱动支撑架向下运动,当吸头固定槽内的吸头下端进入装配孔后,随着搓板的继续下降,楔形的分离块会插入搓板与夹持板之间;从而使搓板挤压回位弹簧向滑块一侧移动,从而使吸头从吸头固定槽中脱出,完成装配;在升降驱动机构驱动支撑架向上运动的同时回位弹簧能够驱动搓板向后运动,以便进行出料口另一侧吸头盒的装配,装盒效率更高。
21.本实用新型的技术方案还有,所述滚筒上料机构包括滚筒、接料槽、滚筒驱动机构和出仓驱动机构,所述滚筒内壁设置有拨片,所述接料槽固定设置在滚筒内并位于送料轨道上方;
22.所述滚筒可拆卸的设置在滚筒驱动机构上,所述滚筒驱动机构用于驱动滚筒围绕驱动滚筒的轴线旋转;
23.所述出仓驱动机构用于驱动滚筒驱动机构沿滚筒的轴线方向移动。滚筒利用拨片带动内部的吸头做旋转运动,使吸头落到接料槽内,并在重力的作用下,吸头落入送料轨道内,为保持重心稳定,吸头在送料轨道内会保持竖直状态;利用出仓驱动机构控制滚筒进出壳体,方便向滚筒内装入吸头;另外将滚筒可拆卸的设置在滚筒驱动机构上,方便更换不同直径规格的滚筒,以便适用于不同数量吸头的装配。
24.本实用新型的技术方案还有,所述滚筒驱动机构包括两个平行设置且处于同一高度的传动轴以及用于驱动两个传动轴同步转动的同步带驱动机构,所述滚筒架设在两个传动轴之间。通过设置两个相互平行的传动轴,并将滚筒架设在传动轴之间,通过传动轴与滚筒外壁之间的摩擦力,即可实现传动轴带动滚筒同步转动;另外两个传动轴之间的间隙适用于不同直径的滚筒,方便滚筒的更换。
25.本实用新型的技术方案还有,还包括加料管道,所述加料管道上端进口与壳体外部相通,加料管道固定设置在壳体内,所述加料管道下端出口位于滚筒内。通过设置与壳体外部相通的加料管道,不需要将滚筒从壳体中取出即可实现吸头的加入,方便操作,减轻了人员劳动量;并能够在滚筒运转过程中,在壳体外侧进行吸头的补充,提高了吸头盒的装配效率,避免了装配过程中吸头数量不满足壳体内部吸头盒装配的问题。
26.本实用新型的技术方案还有,每个所述盒体固定槽内设置两个吸头盒,两个所述吸头盒沿前后方向对称设置。通过在每个盒体固定槽内设置两个吸头盒,并且吸头盒沿前后方向对称设置即盒盖开启方向相反,能够同批次装配更多的吸头盒,提高吸头盒的装配效率。
27.本实用新型的有益效果:本实用新型采用滚筒上料机构带动吸头转动使吸头以竖直状态落入送料轨道内,动力源为电机驱动,因此噪音较小,适用于实验室和医药研究环境;
28.本实用新型对壳体内部的空间布局进行优化,将搓板下料机构、送料轨道、滚筒上料机构由前往后悬空设置在壳体内部上方,而将装载盒运载机构设置在壳体内腔底部,用于沿前后方向移动吸头盒,充分利用了壳体内部的空间;
29.并且本实用新型利用搓板下料机构能够将竖直状态的吸头沿左右方向排成一排并整排装配到下方的吸头盒中,另外由于装载盒运载机构只需要前后移动吸头盒即可实现整排吸头盒的装配,因此减小了装载盒运载机构移动吸头盒的需求空间,能够在壳体底部设置更多的吸头盒,提高了空间利用率,同时一批次能够装配更多的吸头盒,减少更换吸头盒的时间;本实用新型结构简单,制造成本低,有利于推广应用。
30.本实用新型的实用新型构思:由于在生物实验室,操作台前后宽度较小,现有的移液吸头装盒装置普遍体积太大,不方便使用;本实用新型将滚筒上料机构、送料轨道、装载盒运载机构和搓板下料机构在壳体内部进行合理布局,并对下料机构进行改进,配合前后移动吸头盒的装载盒运载机构,实现吸头的整排装配;具体的,在出料口两侧对称分布设置吸头盒,使吸头盒共用一个装载盒运载机构,在出料口一侧吸头盒装配过程中,装载盒运载机构静止,出料口另一侧的吸头盒装配结束后,装载盒运载机构驱动全部吸头盒移动到下一空行进行装配;因此能够在壳体内一次装配更多的吸头盒,进一步提高了对壳体空间的利用率,本实用新型在缩短壳体前后宽度的同时提高了吸头的装盒效率。
附图说明
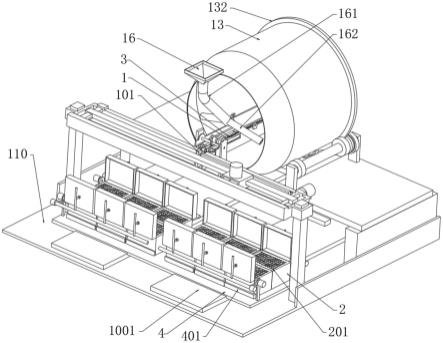
31.图1为本实用新型所述智能化吸头排序与装盒一体装置的结构示意图;
32.图2为本实用新型所述开盖装置的结构示意图;
33.图3为本实用新型所述滚筒上料机构的结构示意图;
34.图4为本实用新型实施例1所述配料机构的结构示意图;
35.图5为本实用新型所述出料挡板的结构示意图;
36.图6为本实用新型实施例1所述配料机构的局部放大图;
37.图7为本实用新型实施例2所述配料机构的结构示意图;
38.图8为本实用新型实施例2所述配料机构的局部放大图;
39.图9为本实用新型所述智能化吸头排序与装盒一体装置的立体图;
40.图中,110壳体、111出料挡板;
41.1001移动盘驱动机构、1002旋转机构、1003排料驱动机构、1004上下驱动机构、1005前后驱动机构、1006升降驱动机构、1007出仓驱动机构、1008同步带驱动机构;
42.1送料轨道、101出料口、102限高挡板;
43.2吸头盒、201装配孔、202盒体、203盒盖;
44.3吸头、4移动盘、401盒体固定槽、5吸盘、6真空发生器、7支撑架、8夹持板、801缺口;
45.9搓板、901吸头固定槽、902按压板;
46.10滑块、11回位弹簧、12分离块、13滚筒、131拨片、132法兰;
47.14接料槽、15传动轴、151凹槽;
48.16加料管道、161主下料管道、162分支下料管道;
49.17紫外灯、18观察口。
具体实施方式
50.下面结合附图和具体实施实例对本实用新型作进一步说明,但并不因此将本实用新型局限在实施实例描述的范围之内。
51.需要说明的是,本实用新型中“前后、“左右”、“上下”为相对空间位置的表述,并没有对保护范围特别限定的意思。
52.实施例1
53.如图1所示,一种智能化吸头排序与装盒一体装置,包括壳体110和设置在壳体110内的滚筒上料机构、送料轨道1、装载盒运载机构、搓板下料机构,所述搓板下料机构、送料轨道1、滚筒上料机构悬空设置在壳体110内部上方,所述装载盒运载机构设置在壳体110底部;所述搓板下料机构、送料轨道1、滚筒上料机构由前向后依次设置。
54.所述装载盒运载机构用于沿前后方向移动吸头盒2,所述吸头盒2设置有装配孔201,所述装配孔201用于容置吸头3。
55.具体的,如图3所示,所述装载盒运载机构包括移动盘4、移动盘驱动机构1001和固定设置在移动盘4上的开盖装置。
56.所述移动盘驱动机构1001为丝杠驱动装置或齿轮-齿条驱动装置,用于驱动移动盘4相对于搓板下料机构前后移动。每个所述移动盘4上沿左右方向设有6个盒体固定槽401,用于容置吸头盒2。每个所述盒体固定槽401内设置两个吸头盒2,两个所述吸头盒2沿前后方向对称设置。
57.如图3所示,所述吸头盒2包括盒体202和盒盖203,所述盒盖203通过一水平轴枢接于盒体202。所述开盖装置用于驱动盒盖203相对于盒体202向前或向后翻转,以实现盒盖203的开闭。具体的,如图3所示,所述开盖装置包括吸盘5、真空发生器6和旋转机构1002。所述旋转机构1002用于驱动吸盘5向前或向后翻转,所述吸盘5与真空发生器6相连,所述吸盘5与盒体固定槽401内的吸头盒2的盒盖203一一对应。所述盒盖203的打开角度大于等于90度。
58.如图1所示,所述滚筒上料机构用于带动吸头3转动并使吸头3以竖直状态落入送料轨道1内。
59.所述送料轨道1用于将处于竖直状态的吸头3运送至搓板下料机构。
60.具体的,如图1、图2和图9所示,所述滚筒上料机构包括滚筒13、接料槽14、滚筒驱动机构和出仓驱动机构1007。所述滚筒13内壁设置有拨片131,所述接料槽14固定设置在滚筒13内并位于送料轨道1上方。接料槽14为v性或u性结构,接料槽14用于接住随着滚筒13的拨片131转动而下落的吸头3,吸头3在重力的作用下,沿着接料槽14内壁滚落到送料轨道1内,为保持重心稳定,吸头3会以竖直状态落入送料轨道1内,通过设计送料轨道1的宽度,保证吸头3能够尖端朝下的落入送料轨道1内,而吸头3的粗端无法落入送料轨道1内,从而保证吸头3在送料轨道1内保持竖直状态。
61.如图2所示,另外送料轨道1上方还设置有限高挡板102,所述限高挡板102位于滚
筒13内部,用于将送料轨道1上方未落入送料轨道1内的吸头3和重叠的吸头3拨落到滚筒13内,限高挡板102与送料轨道1之间的间隙较小,未落入送料轨道1内的吸头3或重叠的吸头3经过限高挡板102时无法通过,从而受到限高挡板102的阻挡而落入滚筒13内部。
62.如图1和图2所示,所述出仓驱动机构1007用于驱动滚筒驱动机构沿滚筒13的轴线方向移动;所述出仓驱动机构1007采用丝杠驱动装置或齿轮-齿条驱动装置。由于接料槽14和送料轨道1设置在滚筒13内部中心位置,当需要将滚筒13取下进行吸头3的装料和更换新的滚筒13时,为方便拿取滚筒13并且缩短设备的前后空间占用率,利用出仓驱动机构1007驱动滚筒驱动机构沿滚筒13的轴线方向移动,使接料槽14和送料轨道1完全位于滚筒13之外,从而方便操作人员拆装滚筒13。
63.如图1和图2所示,所述滚筒13可拆卸的设置在滚筒驱动机构上,所述滚筒驱动机构用于驱动滚筒13围绕驱动滚筒13的轴线旋转。具体的,如图1和图2所示,所述滚筒驱动机构包括两个平行设置且处于同一高度的传动轴15以及用于驱动两个传动轴15同步转动的同步带驱动机构1008,所述滚筒13架设在两个传动轴15之间。所述滚筒13的外圆面设有法兰132,所述传动轴15上设置有与法兰132匹配的环形的凹槽151,将法兰132设置在凹槽151内,能够限制滚筒13的前后移动,保证滚筒13只在传动轴15之间围绕自身轴线进行转动,避免从传动轴15之间偏移脱出。
64.如图1所示,所述搓板下料机构用于将吸头3沿左右方向排成一排并整排装配到吸头盒2中。
65.具体的,如图1和图4所示,所述送料轨道1的前端设有出料口101。
66.所述搓板下料机构包括支撑架7、夹持板8、搓板9、排料驱动机构1003和配料机构,所述支撑架7可上下移动的设置在壳体110上,所述夹持板8固定设置在支撑架7上,所述夹持板8设置有与出料口101对接的缺口801,所述出料口101位于缺口801内侧,并且出料口101的前端面与夹持板8的前端面平齐,从而保证搓板9左右移动时吸头3能够稳定的夹持在搓板9与夹持板8之间。
67.如图6所示,所述搓板9与夹持板8平行设置并能够相对于夹持板8左右、前后移动,所述搓板9的后表面沿左右方向设置有36个与送料轨道1匹配的吸头固定槽901。所述吸头盒2每排装配孔201有12个,这样搓板9一次就能够同时装配三个吸头盒2。
68.如图1和图4所示,所述排料驱动机构1003用于驱动搓板9相对于夹持板8左右移动。通过左右滑动搓板9,能够将出料口101输出的吸头3通过缺口801依次排列到各个吸头固定槽901内。具体的,所述吸头固定槽901的宽度与送料轨道1相同,吸头固定槽901的上端面与送料轨道1的上端面平齐;当吸头固定槽901与出料口101对齐后,送料轨道1传送动力对吸头3产生挤压并推送处于竖直状态的吸头3卡入到吸头固定槽901内,向右或左移动搓板9,能够将吸头3按照吸头盒2内装配孔201的位置进行排列,夹持板8能够防止吸头3从吸头固定槽901内滑落;本实施例中搓板9的后表面还设置有按压板902,所述按压板902位于吸头固定槽901上方,所述按压板902下表面平行于吸头固定槽901上端面,按压板902能够防止吸头3左右晃动,以保证吸头3竖直落入装配孔201中并用于装盒时防止吸头3上移。
69.如图4所示,所述配料机构用于驱动支撑架7相对于壳体110上下运动以及用于驱动搓板9相对于夹持板8前后移动。具体的,所述配料机构包括上下驱动机构1004和前后驱动机构1005,所述上下驱动机构1004用于驱动支撑架7相对于壳体110上下运动,所述前后
驱动机构1005用于驱动搓板9相对于夹持板8前后运动。所述上下驱动机构1004和前后驱动机构1005采用丝杠驱动装置或齿轮-齿条驱动装置。当吸头固定槽901内装满吸头3后,配料机构利用上下驱动机构1004驱动支撑架7向下运动,搓板9与夹持板8会随着支撑架7同时往下运动,当吸头3进入装配孔201后,再利用前后驱动机构1005驱动搓板9相对于夹持板8向前运动,由于吸头3下端已经进入装配孔201内,因此会使吸头3与搓板9发生相对移动,从而使吸头3从吸头固定槽901中脱出,完成吸头3的一次装配,由于吸头3设置在夹持板8、按压板902和吸头固定槽901之间进行移动,在装配过程中吸头3能够保持竖直状态,使吸头3更准确的装入吸头盒2中,提高了装配的稳定性。
70.如图5所示,所述出料口101前侧设置有一出料挡板111,所述出料挡板111上端通过销轴可左右转动的设置在壳体110上。在出料口101前侧设置出料挡板111,当搓板9没有位于出料口101前侧时,出料挡板111为保持重心稳定,在重力的作用下自然下落,将出料口101前端封闭,避免送料轨道1内的吸头3从出料口101掉落,并且送料轨道1能够继续传送吸头3进行排列,当吸头3往前无法运动时,能够在送料轨道1内围绕自身轴线旋转;当搓板9运动到出料口101前侧时,会使出料挡板111沿搓板9运动方向围绕上端销轴旋转,使出料口101前端打开,从而保证吸头3逐个排列进搓板9上的吸头固定槽901内。
71.如图1和图9所示,所述的智能化吸头排序与装盒一体装置还包括加料管道16,加料管道16固定设置在壳体110内,所述加料管道16上端进口与壳体110外部相通,所述加料管道16下端出口位于滚筒13内。所述加料管道16为倒y形结构,上方设有一个主下料管道161,下方设有两个分支下料管道162,用于分散送料,以防止吸头3因溢料而落到接料槽14和送料轨道1上方,进而造成吸头3的堆积而影响吸头3的排列和运送。
72.如图9所示,所述壳体110内设置有紫外灯17,壳体110上设置有观察口18。通过在壳体110内设置紫外灯17,能够对壳体110内部吸头盒2和吸头3进行灭菌消毒,从而保证装配好的吸头盒2内吸头3保持在无菌状态,而通过在壳体110上设置观察口18,能够方便操作人员观察壳体110内部设备的运作情况,便于控制吸头3的装盒进度。
73.实施例2
74.如图7和图8所示,与实施例1不同之处在于,所述配料机构包括升降驱动机构1006、滑块10、回位弹簧11和楔形的分离块12。
75.所述滑块10可左右滑动的设置在支撑架7上,所述升降驱动机构1006用于驱动支撑架7相对于壳体110上下运动。
76.所述搓板9可前后滑动的设置在滑块10上,所述搓板9位于夹持板8与滑块10之间,所述搓板9与夹持板8之间间隔有间隙,所述搓板9与滑块10之间设置有回位弹簧11,所述分离块12用于插入间隙以使搓板9背向夹持板8移动。所述升降驱动机构1006采用丝杠驱动装置或齿轮-齿条驱动装置。
77.当吸头固定槽901内装满吸头3后,配料机构利用升降驱动机构1006驱动支撑架7向下运动,当吸头3进入装配孔201后,随着支撑架7的继续下降,分离块12的尖端会插入搓板9与夹持板8之间,克服回位弹簧11的推力,使搓板9相对于夹持板8向前运动,由于吸头3下端已经进入装配孔201内,因此会使吸头3与搓板9发生相对移动,当搓板9与夹持板8之间的间隙大于吸头3的最大直径时,吸头3会从吸头固定槽901中脱出,完成吸头3的一次装配。
78.以上所述,以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前
述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1