一种防上边梁焊接总成变形料架的制作方法
1.本实用新型涉及运输辅助装置领域,具体涉及一种防上边梁焊接总成变形料架。
背景技术:
2.上边梁焊接总成是汽车的重要部件,它与加强板和顶盖中横梁焊接后,起防撞安全作用,上边梁焊接总成主要是由内板、安装支架、连接板这几个冲压制件焊接而成,尺寸较大形状复杂,该零件一般重约2kg,在运输上边梁焊接总成时,往往会运用到料架,现有的料架一般包括基座以及设置在基座上的框架,二边上下二层或三层有固定挂架,上边梁焊接总成搁置在二边挂架上,运输时相邻上边梁焊接总成之间容易出现磕碰,外观受到损伤和变形,影响后续与其它件的匹配焊接,且目前料架大都只有二层最多三层,每箱放置的数量较少,空间利用率较低,运输成本高,而且二边每层的挂架是固定的,取放非常不便。
技术实现要素:
3.针对现有技术存在的问题,本实用新型提供一种防上边梁焊接总成变形料架,以解决上述至少一种技术问题。
4.本实用新型的技术方案是:一种防上边梁焊接总成变形料架,包括料架主体,其特征在于,所述料架主体包括一框架体,所述框架体是由复数个横梁与四根立柱焊接而成的半封闭式结构,所述框架体的前端面与所述框架体的顶部为敞开面,所述框架体的后端面焊接有左右排布的两根后侧立柱,且所述后侧立柱的上端各开了一个销孔,所述框架体的两侧框架上分别通过销孔连接一上翻门,所述上翻门的侧边设有与所述销孔相匹配的插销,所述框架体的两侧框架各焊接有三根等间距排布的横档;
5.所述框架体的下端部设有一底层定位机构,所述底层定位机构包括底层支撑管、底层定位块、底层侧支撑管和底层侧定位块,所述底层支撑管分别焊接在框架体的底部上端面的左右两侧,所述底层定位块分别用螺钉固定在所述底层支撑管上,且所述底层定位块的表面等间距开设有至少十个u形定位槽,所述底层侧支撑管分别焊接在所述框架体的两侧框架上,所述底层侧定位块用螺钉分别固定在所述底层支撑管上;
6.所述框架体的两侧框架上分别安装有复数个转动定位支撑架,所述转动定位支撑架通过铰链固定在所述横档上,所述横档上焊接有用于转动定位支撑架铰链的固定圆套。
7.本实用新型通过u形定位槽用于底层上边梁焊接总成零件的前后和上下的定位,底层侧定位块用于底层上边梁焊接总成零件的左右的定位。本实用新型通过上翻门用于上边梁焊接总成零件的压紧。
8.进一步优选,所述转动定位支撑架设有十二个,且所述转动定位支撑架分别固定在横档上,每根横档上设有两个前后排布的转动定位支撑架。
9.进一步优选,所述转动定位支撑架包括后支撑管、侧板、前支撑管、u形框架、定位块、转动侧支承管、转动侧定位块、转动压紧板和铰链,所述后支撑管、所述侧板、所述前支撑管、所述u形框架和所述转动侧支承管互相焊接构成一框体,所述定位块通过螺钉规定在
所述前支撑管的上端,所述定位块上均匀排布有五个u形定位槽,所述转动侧定位块通过螺钉固定在转动侧支承管的内侧,所述转动压紧板通过螺钉固定在所述u形框架的下端,所述铰链设有两个,所述转动定位支撑架通过所述铰链固定在横档上,且转动定位支撑架绕着铰链的轴线能够进行旋转,每个铰链的两端均有转动固定圆套,且焊接在后支撑管的外侧。
10.本实用新型通过定位块上的u形定位槽用于二至四层上边梁焊接总成零件的前后和上下的定位,转动侧定位块用于二至四层上边梁焊接总成零件的左右定位,每层从里往外制成二组四个转动定位支撑架,是为了符合人机工程,便于省力地取放零件。
11.进一步优选,所述上翻门与框架体的连接处设有上翻门支座,所述上翻门支座设有四个,且四个上翻门支座分别焊接在四根立柱的上端内侧,每个上翻门支座上焊接有用于上翻门支承定位和转动的铰链轴。
12.进一步优选,所述上翻门包括压紧管、压紧板、两根侧杆、插销定位柱、插销、圆管固定套和扭簧,所述压紧管、两根侧杆、插销定位柱和圆管固定套相互焊接呈一体化结构,所述压紧板通过螺钉固定在所述压紧管上,前后排布的两根侧杆上各有一个铰链孔,所述铰链孔分别所述铰链轴相配合。组成前后两对铰链。
13.进一步优选,所述圆管固定套设有三个,三个圆管固定套分别沿水平方向焊接在压紧管的一侧,其中两个位于前端的圆管固定套之间设有一扭簧,所述插销定位柱设有三个,且三个插销定位柱沿水平方向等间距焊接在所述压紧管上,所述插销穿过三个圆管固定套和所述扭簧与所述销孔配合,所述插销还包括一插销手柄。
14.圆管固定套用于定位和固定插销,插销定位柱用于插销开与闭的定位,防止插销插入销孔后在运输过程中脱落,插销手柄用于插销转动和前后移动,扭簧是套固在插销上,处于前端两个,防止插销在运输过程中松动,使得插销前端一直处于插入销孔中从而确保上翻门闭合的可靠性。
15.进一步优选,所述立柱的底部均焊接有撑脚,所述撑脚的上表面开设有四棱锥体孔,所述立柱的顶部焊接有顶托,所述顶托的外轮廓为四棱锥体,所述四棱锥体孔与所述顶托的外轮廓相匹配。用于上下料架堆垛时的定位和承重。
16.进一步优选,所述框架体的底部设有叉脚,所述叉脚是通过左右、前后八个采用40x8扁钢和40x40x3方管焊接而成的叉脚。用于叉车作业移动料架和零件,叉车可以四个方向都能作业。
17.进一步优选,所述框架体的底部还焊接有脚踏板,所述脚踏板是用网纹钢板制成的脚踏板。一方面增强框架体的强度,另一方面便于取放内后侧零件时站人,表面网纹可以防滑。
18.进一步优选,所述底层定位块、所述底层侧定位块、所述定位块和所述转动侧定位块均采用pom材料。pom具有强度、刚度高,弹性好,减磨耐磨性好,耐反覆冲击性强,这样一方面在定位和隔离上边梁焊接总成时不会碰伤和变形,另一方面使得定位块有很长的使用寿命。
19.进一步优选,所述转动压紧板和所述压紧板采用聚氨酯。聚氨酯具有较高的机械强度、氧化稳定性、柔曲性、回弹性、耐油性、耐溶剂性、耐水性和耐火性,这样可以避免上边梁焊接总成压紧时与其它金属件直接接触而磕碰或压伤变形,保护上边梁焊接总成。
20.料架开始放上边梁焊接总成时,需将左、右两侧两扇上翻门和三层共十二个转动
定位支撑架全部处于打开状态,上翻门和转动定位支撑架依靠两侧横档限制打开角度并能静止不动,先在底层从内到外按照底层定位机构中的底层定位块上u形定位槽和底层侧定位块限定方式依次放置五个上边梁焊接总成,接着将第一层的左右两侧靠里的两个转动定位支撑架转下,左右两个转动定位支撑架上的压紧板压在刚才放置在底层的上边梁焊接总成上端使其固定不动,此时左右两个转动定位支撑架基本处于水平位置,随后从内到外按照转动定位支撑架中的定位块上u形定位槽和转动侧定位块限定方式依次放置五个上边梁焊接总成,依照上述原理,放置完内侧四层共二十个上边梁焊接总成,接着再放置底层从中到外的五个上边梁焊接总成,同样原理放置完外侧四层共二十个上边梁焊接总成,这样总共可放置四十个上边梁焊接总成,放置完后,分别将左右两扇上翻门往里翻转合上,将压紧板压住顶层上边梁焊接总成上端,然后将两个上翻门插销分别插入后侧两根后侧立柱上端的销孔中,这样就使所有的上边梁焊接总成在料架中固定不动了。从料架中取出上边梁焊接总成顺序恰好与上述存放的顺序反向即可。
附图说明
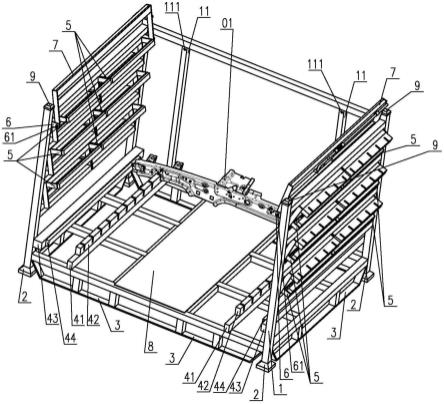
21.图1是本实用新型实施例开始放置零件状态立体示意图。
22.图2是本实用新型实施例放了内侧四层零件状态立体示意图。
23.图3是本实用新型实施例放满零件状态立体示意图。
24.图4是本实用新型实施例转动定位支撑架结构示意立体图。
25.图5是本实用新型实施例上翻门结构示意立体图。
26.图6是本实用新型实施例撑脚内侧结构示意立体图。
27.图中:框架体1、撑脚2、四棱锥体孔21、叉脚3、底层支撑管41、底层定位块42、底层侧支撑管43、底层侧定位块44、转动定位支撑架5、后支撑管51、侧板52、前支撑管53、u形框架54、定位块55、转动侧支承管56、转动侧定位块57、转动压紧板58、铰链59、u形定位槽551、上翻门支座6、上翻门7、有压紧管71、压紧板72、侧杆73、插销定位柱74、插销75、圆管固定套76、扭簧77、铰链孔731、脚踏板8、顶托9、上边梁焊接总成01。
具体实施方式
28.下面结合附图对本实用新型做进一步的说明。
29.如图1-图6所示,一种防上边梁焊接总成变形料架,包括料架主体,料架主体包括一框架体1,框架体是由复数个横梁与四根立柱焊接而成的半封闭式结构,框架体的前端面与框架体的顶部为敞开面,框架体的后端面焊接有左右排布的两根后侧立柱11,且后侧立柱的上端各开了一个销孔111,框架体的两侧框架上分别通过销孔连接一上翻门7,上翻门的侧边设有与销孔相匹配的插销,框架体的两侧框架各焊接有三根等间距排布的横档12;框架体的下端部设有一底层定位机构,底层定位机构包括底层支撑管41、底层定位块42、底层侧支撑管43和底层侧定位块44,底层支撑管分别焊接在框架体的底部上端面的左右两侧,底层定位块分别用螺钉固定在底层支撑管上,且底层定位块的表面等间距开设有至少十个u形定位槽,底层侧支撑管分别焊接在框架体的两侧框架上,底层侧定位块用螺钉分别固定在底层支撑管上;框架体的两侧框架上分别安装有复数个转动定位支撑架5,转动定位支撑架通过铰链固定在横档上,横档上焊接有用于转动定位支撑架铰链的固定圆套。
30.本实用新型通过u形定位槽用于底层上边梁焊接总成零件的前后和上下的定位,底层侧定位块用于底层上边梁焊接总成零件的左右的定位。本实用新型通过上翻门用于上边梁焊接总成零件的压紧。
31.进一步优选,转动定位支撑架设有十二个,且转动定位支撑架分别固定在横档上,每根横档上设有两个前后排布的转动定位支撑架。
32.进一步优选,转动定位支撑架包括后支撑管51、侧板52、前支撑管53、u形框架54、定位块55、转动侧支承管56、转动侧定位块57、转动压紧板58和铰链59,后支撑管、侧板、前支撑管、u形框架和转动侧支承管互相焊接构成一框体,定位块通过螺钉规定在前支撑管的上端,定位块上均匀排布有五个u形定位槽551,转动侧定位块通过螺钉固定在转动侧支承管的内侧,转动压紧板通过螺钉固定在u形框架的下端,铰链设有两个,转动定位支撑架通过铰链固定在横档上,且转动定位支撑架绕着铰链的轴线能够进行旋转,每个铰链的两端均有转动固定圆套,且焊接在后支撑管的外侧。
33.本实用新型通过定位块上的u形定位槽用于二至四层上边梁焊接总成零件的前后和上下的定位,转动侧定位块用于二至四层上边梁焊接总成零件的左右定位,每层从里往外制成二组四个转动定位支撑架,是为了符合人机工程,便于省力地取放零件。
34.进一步优选,上翻门与框架体的连接处设有上翻门支座6,上翻门支座设有四个,且四个上翻门支座分别焊接在四根立柱的上端内侧,每个上翻门支座上焊接有用于上翻门支承定位和转动的铰链轴61。
35.进一步优选,上翻门包括压紧管71、压紧板72、两根侧杆73、插销定位柱74、插销75、圆管固定套76和扭簧77,压紧管、两根侧杆、插销定位柱和圆管固定套相互焊接呈一体化结构,压紧板通过螺钉固定在压紧管上,前后排布的两根侧杆上各有一个铰链孔731,铰链孔分别铰链轴相配合。组成前后两对铰链。
36.进一步优选,圆管固定套设有三个,三个圆管固定套分别沿水平方向焊接在压紧管的一侧,其中两个位于前端的圆管固定套之间设有一扭簧,插销定位柱设有三个,且三个插销定位柱沿水平方向等间距焊接在压紧管上,插销穿过三个圆管固定套和扭簧与销孔配合,插销还包括一插销手柄751。圆管固定套用于定位和固定插销,插销定位柱用于插销开与闭的定位,防止插销插入销孔后在运输过程中脱落,插销手柄用于插销转动和前后移动,扭簧是套固在插销上,处于前端两个,防止插销在运输过程中松动,使得插销前端一直处于插入销孔中从而确保上翻门闭合的可靠性。
37.进一步优选,立柱的底部均焊接有撑脚2,撑脚的上表面开设有四棱锥体孔21,立柱的顶部焊接有顶托9,顶托的外轮廓为四棱锥体,四棱锥体孔与顶托的外轮廓相匹配。用于上下料架堆垛时的定位和承重。
38.进一步优选,框架体的底部设有叉脚3,叉脚是通过左右、前后八个采用40x8扁钢和40x40x3方管焊接而成的叉脚。用于叉车作业移动料架和零件,叉车可以四个方向都能作业。
39.进一步优选,框架体的底部还焊接有脚踏板8,脚踏板是用网纹钢板制成的脚踏板。一方面增强框架体的强度,另一方面便于取放内后侧零件时站人,表面网纹可以防滑。
40.进一步优选,底层定位块、底层侧定位块、定位块和转动侧定位块均采用pom材料。pom具有强度、刚度高,弹性好,减磨耐磨性好,耐反覆冲击性强,这样一方面在定位和隔离
上边梁焊接总成时不会碰伤和变形,另一方面使得定位块有很长的使用寿命。
41.进一步优选,转动压紧板和压紧板采用聚氨酯。聚氨酯具有较高的机械强度、氧化稳定性、柔曲性、回弹性、耐油性、耐溶剂性、耐水性和耐火性,这样可以避免上边梁焊接总成压紧时与其它金属件直接接触而磕碰或压伤变形,保护上边梁焊接总成。
42.料架开始放上边梁焊接总成01时,需将左、右两侧两扇上翻门和三层共十二个转动定位支撑架全部处于打开状态,上翻门和转动定位支撑架依靠两侧横档限制打开角度并能静止不动,先在底层从内到外按照底层定位机构中的底层定位块上u形定位槽和底层侧定位块限定方式依次放置五个上边梁焊接总成,接着将第一层的左右两侧靠里的两个转动定位支撑架转下,左右两个转动定位支撑架上的压紧板压在刚才放置在底层的上边梁焊接总成上端使其固定不动,此时左右两个转动定位支撑架基本处于水平位置,随后从内到外按照转动定位支撑架中的定位块上u形定位槽和转动侧定位块限定方式依次放置五个上边梁焊接总成,依照上述原理,放置完内侧四层共二十个上边梁焊接总成,接着再放置底层从中到外的五个上边梁焊接总成,同样原理放置完外侧四层共二十个上边梁焊接总成,这样总共可放置四十个上边梁焊接总成,放置完后,分别将左右两扇上翻门往里翻转合上,将压紧板压住顶层上边梁焊接总成上端,然后将两个上翻门插销分别插入后侧两根后侧立柱上端的销孔中,这样就使所有的上边梁焊接总成在料架中固定不动了。从料架中取出上边梁焊接总成顺序恰好与上述存放的顺序反向即可。
43.以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1