移动式车载粉体收料系统的制作方法
1.本实用新型涉及粉料收料技术领域,特别涉及一种移动式车载粉体收料系统。
背景技术:
2.移动式车载粉体收料系统,主要应用于烟尘、粉体收料,有些化工冶金工厂产生的废旧烟尘、粉尘、粉料等数量不多,无批量转运的装置。而且大多数为吨袋形式收集,为了实现烟尘的密闭运输、吨袋的重复利用,需要将吨袋内烟尘及粉料转移至粉料罐车内,因而需要开发一套符合这个工况的装置,将吨袋内粉料转移至罐车内,而且吨袋也不会破坏,吨袋可以重复利用。
3.现有技术的不足如下:(1)烟尘采用吨袋运输,存在泄漏的风险,而且烟尘中含有重金属等有害物,会污染环境。(2)吨袋运输至目的地后,需将吨袋破袋卸料,将破坏吨袋,无法重复利用,成本高、资源浪费。
技术实现要素:
4.根据本实用新型实施例,提供了一种移动式车载粉体收料系统,包含:负压上料模块、正压输送模块以及抽真空模块;
5.负压上料模块用于通过负压吸取粉料;
6.输送模块与负压上料模块相连,用于输送负压上料模块内吸取的粉料至外部的粉料罐车;
7.抽真空模块与负压上料模块和正压输送模块相连,用于对负压上料模块进行抽真空,并将抽取的空气输送至正压输送模块。
8.进一步,负压上料模块包含:负压上料机、上料组件以及料位机;
9.负压上料机与正压输送模块、抽真空模块相连;
10.上料组件与负压上料机的粉料输入端相连,用于将粉料输送至负压上料机内;
11.料位机设置在负压上料机上,用于指示负压上料机内粉料的料位值。
12.进一步,上料组件包含:软管吸枪,软管吸枪与负压上料机的粉料输入端相连,用于将粉料输送至负压上料机内。
13.进一步,负压上料机内设有除尘滤芯。
14.进一步,正压输送模块包含:进料管道、第一控制阀、正压输送仓、出料管道、第二控制阀以及压力控制组件;
15.正压输送仓的粉料输入端通过进料管道与负压上料模块相连,正压输送仓的粉料输出端通过出料管道与外部的粉料罐车相连;
16.第一控制阀与进料管道连通;
17.第二控制阀与出料管道连通;
18.压力控制组件与正压输送仓、负压上料模块相连。
19.进一步,压力控制组件包含:压力传感器、排气管道以及第三控制阀;
20.压力传感器设置在正压输送仓内;
21.排气管道与正压输送仓、负压上料模块相连;
22.第三控制阀与排气管道连通。
23.进一步,抽真空模块包含:真空管道、真空泵、第四控制阀以及第五控制阀;
24.真空管道与负压上料模块、正压输送模块相连;
25.真空泵与真空管道连通,真空泵的吸气口靠近负压上料模块设置,真空泵的排气口靠近正压输送模块设置;
26.第四控制阀设置在负压上料模块和真空泵之间的真空管道上;
27.第五控制阀设置在正压输送模块和真空泵之间的真空管道上。
28.进一步,还包含:车载撬块,车载撬块与负压上料模块、正压输送模块以及抽真空模块相连,用于支撑负压上料模块、正压输送模块以及抽真空模块。
29.根据本实用新型实施例的移动式车载粉体收料系统,具备如下有益效果:
30.(1)工厂内吨袋烟尘通过气力输送至密闭的罐车内,过程中无粉尘泄漏,无环境污染。(2)无需破坏吨袋,吨袋可重复利用,节省资源。(3)采用撬装设计,车载移动,可以应用于各个工厂,应用广泛。(4)系统内集成除尘系统,整个使用过程中无粉尘泄漏,设备环保。(5)系统采用plc 和hmi 操作,保证全自动操作。
31.要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并 且意图在于提供要求保护的技术的进一步说明。
附图说明
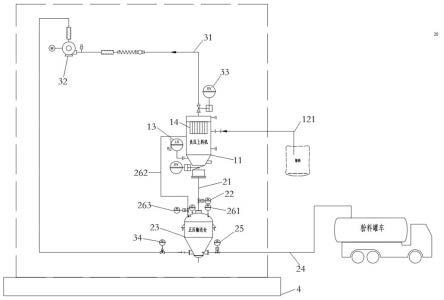
32.图1为根据本实用新型实施例移动式车载粉体收料系统的整体结构图。
具体实施方式
33.以下将结合附图,详细描述本实用新型的优选实施例,对本实用新型做进一步阐述。
34.首先,将结合图1描述根据本实用新型实施例的移动式车载粉体收料系统,用于进行粉料的收集转运,其应用场景很广。
35.如图1所示,本实用新型实施例的移动式车载粉体收料系统,具有负压上料模块、正压输送模块以及抽真空模块。
36.具体地,如图1所示,在本实施例中,负压上料模块用于通过负压吸取粉料;输送模块与负压上料模块相连,用于输送负压上料模块内吸取的粉料至外部的粉料罐车;抽真空模块与负压上料模块和正压输送模块相连,用于对负压上料模块进行抽真空,并将抽取的空气输送至正压输送模块。通过抽真空模块对负压上料模块、正压输送模块分别提供负压和正压,利用负压吸送原理将粉料吸附至负压上料模块,并且正压输送模块位于负压上料模块的底部,再利用正压输送原理,将粉料压送至粉料罐车内,从而可实现粉料的吸取以及输送。
37.进一步,如图1所示,在本实施例中,负压上料模块包含:负压上料机11、上料组件以及料位机13。负压上料机11与正压输送模块、抽真空模块相连;上料组件与负压上料机11的粉料输入端相连,通过负压上料机11内的负压将粉料输送至负压上料机11内;料位机13
设置在负压上料机11上,用于指示负压上料机11内粉料的料位值。
38.进一步,如图1所示,在本实施例中,上料组件包含:软管吸枪121,软管吸枪121与负压上料机11的粉料输入端相连,软管吸枪121可以伸入至粉料吨袋内,用于将粉料输送至负压上料机11内。
39.进一步,如图1所示,在本实施例中,负压上料机11内设有除尘滤芯14,可以有效避免负压气体中带有粉尘,避免粉尘的飞扬,避免粉料的浪费。
40.进一步,如图1所示,在本实施例中,正压输送模块包含:进料管道21、第一控制阀22、正压输送仓23、出料管道24、第二控制阀25以及压力控制组件。正压输送仓23的粉料输入端通过进料管道21与负压上料模块内的负压上料机11相连,正压输送仓23的粉料输出端通过出料管道24与外部的粉料罐车相连;第一控制阀22与进料管道21连通,第一控制阀22用于控制进料管道21的通断;第二控制阀25与出料管道24连通,第二控制阀25用于控制出料管道24的通断;压力控制组件与正压输送仓23、负压上料模块相连,压力控制组件用于控制压力,进行气体的排放。其中,第一控制阀22和第二控制阀25均为气动开关阀。
41.进一步,如图1所示,在本实施例中,压力控制组件包含:压力传感器261、排气管道262以及第三控制阀263。压力传感器261设置在正压输送仓23内,用于检测压力值;排气管道262与正压输送仓23、负压上料模块相连;第三控制阀263与排气管道262连通,第三控制阀263用于控制排气管道262的通断。当压力传感器261检测到的压力值过大时,会发出信号,此时第三控制阀263打开,气体通过排气管道262排出。
42.进一步,如图1所示,在本实施例中,抽真空模块包含:真空管道31、真空泵32、第四控制阀33以及第五控制阀34。真空管道31与负压上料模块、正压输送模块相连;真空泵32与真空管道31连通,真空泵32的吸气口靠近负压上料模块设置,真空泵32的排气口靠近正压输送模块设置,真空泵32用于对负压上料机11提供负压,对正压输送仓23提供正压,真空泵32采用罗茨真空泵32;第四控制阀33设置在负压上料模块和真空泵32之间的真空管道31上,第四控制阀33用于控制负压上料模块和真空泵32之间的真空管道31的通断;第五控制阀34设置在正压输送模块和真空泵32之间的真空管道31上,第五控制阀34用于控制正压输送模块和真空泵32之间的真空管道31的通断。
43.进一步,如图1所示,在本实施例中,本实用新型实施例的移动式车载粉体收料系统还包含:车载撬块4,车载撬块4与负压上料模块、正压输送模块以及抽真空模块相连,用于支撑负压上料模块、正压输送模块以及抽真空模块,从而让整个系统可车载移动,应用于各个工厂。
44.在使用的时候,通过软管吸枪121伸入至粉料吨袋内,并且真空泵32进行抽真空,将粉料输送至负压上料机11内,当料位机13指示负压上料机11内满料时,通过plc自动控制第一控制阀22打开,负压上料机11内的粉料通过进料管道21进入到正压输送仓23内,当负压上料机11内的粉料全部输送至正压输送仓23内后,第一控制阀22自动关闭,正压输送仓23开始加压、粉料流化,然后自动打开第二控制阀25,将正压输送仓23内的粉料通过出料管道24送至粉料罐车内。
45.以上,参照图1描述了根据本实用新型实施例的移动式车载粉体收料系统,具备如下有益效果:
46.(1)工厂内吨袋烟尘通过气力输送至密闭的罐车内,过程中无粉尘泄漏,无环境污
染。(2)无需破坏吨袋,吨袋可重复利用,节省资源。(3)采用撬装设计,车载移动,可以应用于各个工厂,应用广泛。(4)系统内集成除尘系统,整个使用过程中无粉尘泄漏,设备环保。(5)系统采用plc和hmi操作,保证全自动操作。
47.需要说明的是,在本说明书中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包含
……”
限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
48.尽管本实用新型的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本实用新型的限制。在本领域技术人员阅读了上述内容后,对于本实用新型的多种修改和替代都将是显而易见的。因此,本实用新型的保护范围应由所附的权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1