一种自动化食品包装线的制作方法
一种自动化食品包装线
【技术领域】
1.本实用新型涉及食品包装技术领域,尤其是指一种自动化食品包装线。
背景技术:
2.传统的食品包装,是将空的包装罐通过平板小车运送到每个空位旁边,再由工人将包装罐拿起到工位上,再将食品逐个逐个码入包装罐内,进行包装,在包装完成以后,工人需要将装好食品的包装罐放置到另一辆小车上运走,运送到包装罐封盖工位上进行人工手动封盖,非常麻烦,费时费用,速度慢、效率低,包装量难以提高,而且需要较多的工人,大大浪费人力资源,此外,平板推送小车还占据厂房内的大量空间,因此设计了一种自动化食品包装线来解决此问题。
技术实现要素:
3.本实用新型的目的是在于克服现有技术的不足,提供了一种自动化食品包装线。
4.为了解决上述存在的技术问题,本实用新型采用下述技术方案:
5.一种自动化食品包装线,包括有空罐输送总线、空罐输送支线、满罐输送总线、满罐输送支线、前端空罐输送线和后端满罐输送线;所述前端空罐输送线与空罐输送总线的始端连接以将空罐逐个逐个输送至空罐输送总线上;所述空罐输送支线包括有多个,且其始端分别与空罐输送总线连接以将空罐输送总线上的空罐分别输送至各个空罐输送支线上;所述后端满罐输送线与满罐输送总线的末端连接以使满罐逐个逐个输送至后端满罐输送线上;所述满罐输送支线包括有多个,且其末端分别与满罐输送总线连接以使满罐输送支线上的满罐分别输送至满罐输送总线上;所述空罐输送总线和满罐输送总线上、下分层设置;所述满罐输送支线和空罐输送支线数量一致且上、下分层设置。
6.在进一步的改进方案中,还包括有空罐上罐区域,所述前端空罐输送线的前端设置于空罐上罐区域内。
7.在进一步的改进方案中,还包括有用于称量筛除装置,所述后端满罐输送线的末端与称量筛除装置连接。
8.在进一步的改进方案中,包括有总线输送机架,所述空罐输送总线和满罐输送总线均设置于总线输送机架上。
9.在进一步的改进方案中,包括有多个支线输送机架,所述满罐输送支线和空罐输送支线对应一一设置于支线输送机架上。
10.在进一步的改进方案中,在支线输送机架的下层设有用于输送待包装食品的食品来料输送线,所述食品来料输送线竖直向外延伸与外接的食品生产输送线连接。
11.在进一步的改进方案中,所述满罐输送支线设置于支线输送机架的上层,所述食品来料输送线设置于支线输送机架的下层中部,所述空罐输送支线设置于支线输送机架的下层一侧,在支线输送机架下层的另一侧设有食品装罐工作台。
12.在进一步的改进方案中,在每一个空罐输送支线上均设有空位监测机构,所述空
位监测机构用于检测空罐输送支线上是否存在空位,所述空罐输送总线在其与每一个空罐输送支线的连接处均设有空罐到位监测机构和空罐推送机构,所述空罐到位监测机构用于检测位于空罐输送总线上的包装罐是否到达空罐输送支线的连接处,所述空罐推送机构将空罐输送总线上的包装罐推送至空罐输送支线上;所述空罐输送支线保持将位于其上的包装罐由始端送往其末端的趋势,所述空位监测机构设置于空罐输送支线的始端,在空罐输送支线的末端设有防止包装罐继续移动的限位装置。
13.在进一步的改进方案中,所述满罐输送总线在其与每一个满罐输送支线的连接处均设有总线空位监测机构,所述总线空位监测机构用于检测满罐输送总线与满罐输送支线的连接处是否存在空位;在每一个满罐输送支线上均设有阻挡推送机构,所述阻挡推送机构用于阻挡位于满罐输送支线末端的包装罐进入满罐输送总线上,或将位于满罐输送支线末端的包装罐推送至满罐输送总线上;所述满罐输送支线保持将位于其上的包装罐由始端送往末端的趋势;
14.在进一步的改进方案中,在前端空罐输送线与空罐输送总线的连接处设有空罐上罐机构,所述空罐上罐机构用于阻挡位于前端空罐输送线末端的包装罐进入空罐输送总线上,或将位于前端空罐输送线末端的包装罐推送至空罐输送总线上,其包括有推送气缸、气缸杆和推送头,所述推送头可在推送气缸、气缸杆的作用下伸出横亘于前端空罐输送线的末端以阻拦包装罐进入空罐输送总线,或在推送气缸、气缸杆的作用下伸出将位于前端空罐输送线的末端的包装罐顶出至空罐输送总线上;所述推送头在其朝向空罐输送总线方向的一侧上设有弧形侧部,该弧形侧部与包装罐底部的侧缘对应。
15.与现有技术相比,本实用新型的有益效果是:
16.本实用新型中,通过前端空罐输送线将空的食品包装罐逐一送至空罐输送总线上,再分支一一送至空罐输送支线上,工人在将食品装至食品包装罐后,将满的食品包装罐放至满罐输送支线上,各个分支的满罐输送支线将满的食品包装罐逐一送至满罐输送总线上汇总,而后通过满罐输送总线将满的食品包装罐送至后端满罐输送线上。全过程智能化、机械化和自动化,实现空罐上线、空罐分支、满罐分支上线、满罐汇流组成一系列全自动输送线路,具有生产速度快、生产效率高等优点;采用空罐和满罐上下两层运输线的输送布局,合理利用厂房的高度空间;空罐和满罐的输送线路均采用总线和分线分叉衔接的布局,合理利用厂房的纵深空间;所有包装罐的运输无需人工参与,较传统的人工上罐、下罐相比,大大降低了工人的劳动强度,大大提高了生产速度和生产效率。
17.下面结合附图与具体实施方式对本实用新型作进一步的详细描述:
【附图说明】
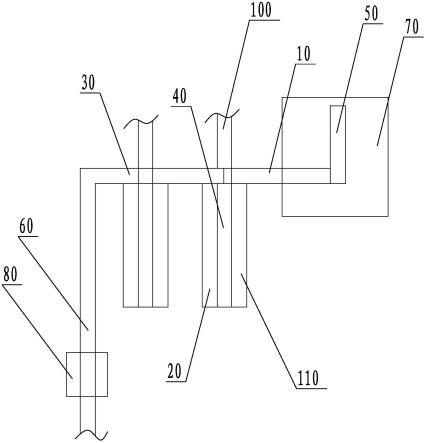
18.图1为本实用新型实施例的结构示意图;
19.图2为本实用新型实施例中前端空罐输送线与空罐输送总线的连接示意图一;
20.图3为本实用新型实施例中前端空罐输送线与空罐输送总线的连接示意图二;
21.图4为本实用新型实施例中空罐输送总线、空罐输送支线、满罐输送总线和满罐输送支线的连接示意图;
22.图5为本实用新型实施例中空罐输送总线、空罐输送支线、满罐输送总线、满罐输送支线和后端满罐输送线的连接示意图。
【具体实施方式】
23.下面详细描述本实用新型的实施例,所述的实施例示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。
24.附图所显示的方位不能理解为限制本实用新型的具体保护范围,仅供较佳实施例的参考理解,可以图中所示的产品部件进行位置的变化或数量增加或结构简化。
25.说明书中所述的“连接”及附图中所示出的部件相互“连接”关系,可以理解为固定地连接或可拆卸连接或形成一体的连接;可以是直接相连或通过中间媒介相连,本领域普通技术人员可以根据具体情况理解连接关系而可以得出螺接或铆接或焊接或卡接或嵌接等方式以适宜的方式进行不同实施方式替用。
26.说明书中所述的上、下、左、右、顶、底等方位词及附图中所示出方位,各部件可直接接触或通过它们之间的另外特征接触;如在上方可以为正上方和斜上方,或它仅表示高于其他物;其他方位也可作类推理解。
27.说明书及附图中所表示出的具有实体形状部件的制作材料,可以采用金属材料或非金属材料或其他合成材料;凡涉及具有实体形状的部件所采用的机械加工工艺可以是冲压、锻压、铸造、线切割、激光切割、铸造、注塑、数铣、三维打印、机加工等等;本领域普通技术人员可以根据不同的加工条件、成本、精度进行适应性地选用或组合选用,但不限于上述材料和制作工艺。
28.本实用新型为一种自动化食品包装线,如图1至图5所示,包括有空罐输送总线10、空罐输送支线20、满罐输送总线30、满罐输送支线40、前端空罐输送线50和后端满罐输送线60;所述前端空罐输送线50与空罐输送总线10的始端连接以将空罐逐个逐个输送至空罐输送总线10上;所述空罐输送支线20包括有多个,且其始端分别与空罐输送总线10连接以将空罐输送总线10上的空罐分别输送至各个空罐输送支线20上;所述后端满罐输送线60与满罐输送总线30的末端连接以使满罐逐个逐个输送至后端满罐输送线60上;所述满罐输送支线40包括有多个,且其末端分别与满罐输送总线30连接以使满罐输送支线40上的满罐分别输送至满罐输送总线30上;所述空罐输送总线10和满罐输送总线30上、下分层设置;所述满罐输送支线40和空罐输送支线20数量一致且上、下分层设置。
29.本实用新型中,通过前端空罐输送线50将空的食品包装罐逐一送至空罐输送总线10上,再分支一一送至空罐输送支线20上,工人在将食品装至食品包装罐后,将满的食品包装罐放至满罐输送支线40上,各个分支的满罐输送支线40将满的食品包装罐逐一送至满罐输送总线30上汇总,而后通过满罐输送总线30将满的食品包装罐送至后端满罐输送线60上。全过程智能化、机械化和自动化,实现空罐上线、空罐分支、满罐分支上线、满罐汇流组成一系列全自动输送线路,具有生产速度快、生产效率高等优点;采用空罐和满罐上下两层运输线的输送布局,合理利用厂房的高度空间;空罐和满罐的输送线路均采用总线和分线分叉衔接的布局,合理利用厂房的纵深空间;所有包装罐的运输无需人工参与,较传统的人工上罐、下罐相比,大大降低了工人的劳动强度,大大提高了生产速度和生产效率。
30.在实施例中,如图1所示,还包括有空罐上罐区域70,所述前端空罐输送线50的前端设置于空罐上罐区域70内,在空罐上罐区域70,可通过人工的方式将包装罐一一送上前端空罐输送线50,也可采用机械手的方式实现。
31.在实施例中,如图1所示,还包括有用于称量筛除装置80,所述后端满罐输送线60
的末端与称量筛除装置80连接,可通过称量筛除装置80将超重或重量不达标的食品包装罐剔除。
32.在实施例中,如图4、5所示,包括有总线输送机架,所述空罐输送总线10和满罐输送总线30均设置于总线输送机架上;包括有多个支线输送机架90,所述满罐输送支线40和空罐输送支线20对应一一设置于支线输送机架90上。
33.在实施例中,如图4、5所示,在支线输送机架90的下层设有用于输送待包装食品的食品来料输送线100,所述食品来料输送线100竖直向外延伸与外接的食品生产输送线连接;所述满罐输送支线40设置于支线输送机架90的上层,所述食品来料输送线100设置于支线输送机架90的下层中部,所述空罐输送支线20设置于支线输送机架90的下层一侧,在支线输送机架90下层的另一侧设有食品装罐工作台110。
34.在工作时,生产完成的食品被食品生产输送线送至食品来料输送线 100上,空的包装罐被输送至机架下层的空罐输送支线20上,工人位于支线输送机架90另一侧的食品装罐工作台110处,将空罐输送支线20上的空罐拿取至食品装罐工作进行装罐,在装罐完成后将满罐的食品包装罐放至机架上层的满罐输送支线40上,在一个支线输送机架90上实现了食品来料、空罐拿取、食品装罐、满罐放至的全部工作。
35.在实施例中,在每一个空罐输送支线20上均设有空位监测机构,所述空位监测机构用于检测空罐输送支线20上是否存在空位,所述空罐输送总线10在其与每一个空罐输送支线20的连接处均设有空罐到位监测机构和空罐推送机构,所述空罐到位监测机构用于检测位于空罐输送总线10上的包装罐是否到达空罐输送支线20的连接处,所述空罐推送机构将空罐输送总线10上的包装罐推送至空罐输送支线20上;所述空罐输送支线20保持将位于其上的包装罐由始端送往其末端的趋势,所述空位监测机构设置于空罐输送支线20的始端,在空罐输送支线20的末端设有防止包装罐继续移动的限位装置。空罐输送支线20持续地将始端的包装罐送往末端,同时,对空罐输送支线20的始端进行空位监测,在存在空位时,空罐推送机构则将位于空罐输送总线10上的包装罐推送至空罐输送支线20上,将空的包装罐运送到每个工位,实现全自动智能补罐,无缝衔接,具有速度快、效率高等优点,输送全程智能化管控和监测,根据空罐输送总线10和空罐输送支线20上包装罐的数量和排布,合理安排补罐,将包装罐及时输送至空罐输送支线20上,杜绝出现输送堵塞或无罐可用的现象。
36.在实施例中,所述满罐输送总线30在其与每一个满罐输送支线40的连接处均设有总线空位监测机构,所述总线空位监测机构用于检测满罐输送总线30与满罐输送支线40的连接处是否存在空位;在每一个满罐输送支线40上均设有阻挡推送机构,所述阻挡推送机构用于阻挡位于满罐输送支线40末端的包装罐进入满罐输送总线30上,或将位于满罐输送支线40 末端的包装罐推送至满罐输送总线30上;所述满罐输送支线40保持将位于其上的包装罐由始端送往末端的趋势。满罐输送支线40持续地将始端满的食品包装罐送往末端,同时,对满罐输送总线30的连接处进行空位监测,在不存在空位时,阻挡推送机构阻挡满罐输送支线40末端的食品包装罐进入满罐输送总线30,在存在空位时,阻挡推送机构即推送满罐输送支线40 末端的食品包装罐进入满罐输送总线30,实现全自动智能满罐汇流,将装完食品的包装罐从每个工位上运走,无缝衔接,速度快、效率高,输送全程智能化管控和监测,根据输送总线和工位分支线上包装罐的数量和排布,杜绝出现输送堵塞现象,大大提高
了生产速度和生产效率。
37.在实施例中,如图3所示,在前端空罐输送线50与空罐输送总线10 的连接处设有空罐上罐机构,所述空罐上罐机构用于阻挡位于前端空罐输送线50末端的包装罐进入空罐输送总线10上,或将位于前端空罐输送线 50末端的包装罐推送至空罐输送总线10上,其包括有推送气缸120、气缸杆130和推送头140,所述推送头140可在推送气缸120、气缸杆130的作用下伸出横亘于前端空罐输送线50的末端以阻拦包装罐进入空罐输送总线 10,或在推送气缸120、气缸杆130的作用下伸出将位于前端空罐输送线 50的末端的包装罐顶出至空罐输送总线10上;所述推送头140在其朝向空罐输送总线10方向的一侧上设有弧形侧部,该弧形侧部与包装罐底部的侧缘对应。
38.尽管参照上面实施例详细说明了本实用新型,但是通过本公开对于本领域技术人员显而易见的是,而在不脱离所述的权利要求限定的本实用新型的原理及精神范围的情况下,可对本实用新型做出各种变化或修改。因此,本公开实施例的详细描述仅用来解释,而不是用来限制本实用新型,而是由权利要求的内容限定保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1