一种全自动智能在线点料设备的制作方法
1.本实用新型涉及自动化技术领域,尤其涉及一种全自动智能在线点料设备。
背景技术:
2.随着工业的高速发展,形形色色的电子产品广泛应用于人们的生活当中。电子产品大多使用电路板控制,而电路板则是由pcb(printed circuit board)印刷电路板及安装在pcb板上的各种电容、电阻等电子元器件组成。其生产技术主要采用高速smt(surface mounted technology)表面贴装技术,在此过程中,电容、电阻等电子元器件使用率非常高,因此smt生产企业对电子元器件等物料的更新统计要求更加精确。而现有的点料设备大多自动化程度不高,需要人工参与,进而增加了人工成本。
技术实现要素:
3.本实用新型的目的是提供一种全自动智能在线点料设备,该设备设计合理、自动化程度高,实现了上料、点数、贴标、下料等全自动智能检测点数功能,实用性强。
4.为实现上述目的,采用以下技术方案:
5.一种全自动智能在线点料设备,包括上料装置、贴标下料装置,以及布置于上料装置与贴标下料装置之间的检测点料装置;所述上料装置包括送料车、上料传送机构、靠近上料传送机构一端布置的托料顶升机构,以及靠近上料传送机构一侧布置的送料传送机构;所述送料车上还设有用于承载料盘的料串机构,上料传送机构的上方还设有上料移载机构;所述送料车用于将装有料盘的料串机构传送至上料传送机构上,托料顶升机构用于将料盘托起,以便上料移载机构将料盘移载至送料传送机构上;所述送料传送机构用于将料盘传送至检测点料装置以进行点料,贴标下料装置用于对点料后的料盘贴标下料。
6.进一步地,所述送料车包括车体,且车体的顶部两端还各安装一电机驱动座;两所述电机驱动座之间还安装有若干送料滚筒,且电机驱动座内还安装有用于驱动送料滚筒运转的驱动电机组件;所述车体顶部中间还设有一套设于若干送料滚筒上的滚筒隔离座,且滚筒隔离座的两侧,以及每一电机驱动座靠近滚筒隔离座的一侧还均开设一导向条。
7.进一步地,所述料串机构包括料串托板,且料串托板的顶部还开设有避让缺口;所述避让缺口的一端内壁还设有延伸臂,且延伸臂上还安装一料串导向轴;所述料串托板的顶部还安装有若干提拉把手,且料串托板的两侧长度方向上还间隔安装有若干导向轮。
8.进一步地,所述上料传送机构包括上料传送架、安装于上料传送架上的上料滚筒组件,以及用于驱动上料滚筒组件运转的上料传送电机;所述上料传送架上还安装有用于将料串机构限位固定的锁定机构;所述托料顶升机构包括靠近上料传送架一端布置的托料升降机构、与托料升降机构连接的托料架,以及安装于托料架一侧的两托料杆。
9.进一步地,所述送料传送机构的上方还设有一相机固定架,且相机固定架上还安装有相机定位组件。
10.进一步地,所述检测点料装置包括点料传送架、安装于点料传送架上的点料传送
带组件,以及用于驱动点料传送带组件运转的点料传送电机;所述点料传送架的上方还安装有光管支撑架,且光管支撑架上还安装有x-ray发射源;所述点料传送架上还安装有x-ray接收源,且x-ray接收源位于点料传送带组件的下方。
11.进一步地,所述贴标下料装置包括用于接收点料后的料盘的接料传送机构、靠近接料传送机构一侧布置的打印安装板、安装于打印安装板上的打印机组件,以及靠近打印安装板布置的下料传送机构;所述下料传送机构的一端还设有下料顶升机构,且下料传送机构的上方还安装有下料移载贴标机构。
12.进一步地,所述下料移载贴标机构包括三轴平移机构,以及安装于三轴平移机构上的下料吸盘组件和贴标组件。
13.进一步地,所述接料传送机构的一端还设有次品接驳箱。
14.进一步地,所述的全自动智能在线点料设备还包括机箱。
15.采用上述方案,本实用新型的有益效果是:
16.1)该设备在上下料工序中,均采用送料车输送物料的方式,进而可降低人工成本,同时,该设备可以直接与上工序和下工序对接,自动化程度高、使用方便;
17.2)点数结果直接上传至后台,便于对物料数量、类型进行实时更新和监管,且数据一目了然,也为后期物料盘点提供了可靠数据,便于智能化管理;
18.3)针对原始标签不清晰、不完整,遗漏贴标或被遮挡的料盘,会将其放入指定的次品接驳箱内,提高了产品品质。
附图说明
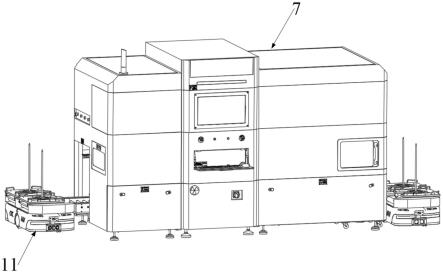
19.图1为本实用新型的立体图;
20.图2为本实用新型的上料装置的立体图;
21.图3为本实用新型的送料车的立体图;
22.图4为本实用新型的料串机构的立体图;
23.图5为本实用新型的检测点料装置的立体图;
24.图6为本实用新型的贴标下料装置的立体图;
25.其中,附图标识说明:
26.1—上料装置;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—贴标下料装置;
27.3—检测点料装置;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4—料串机构;
28.5—相机定位组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6—次品接驳箱;
29.7—机箱;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11—送料车;
30.12—上料传送机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13—托料顶升机构;
31.14—送料传送机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15—上料移载机构;
32.21—接料传送机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22—打印安装板;
33.23—打印机组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24—下料传送机构;
34.25—下料顶升机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
26—下料移载贴标机构;
35.31—点料传送架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32—点料传送带组件;
36.33—光管支撑架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34—x-ray发射源;
37.35—x-ray接收源;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41—料串托板;
38.42—避让缺口;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43—延伸臂;
39.44—料串导向轴;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45—提拉把手;
40.46—导向轮;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111—车体;
41.112—电机驱动座;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
113—送料滚筒;
42.114—滚筒隔离座;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
115—导向条;
43.121—上料传送架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
122—上料滚筒组件;
44.123—锁定机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
131—托料升降机构;
45.132—托料杆。
具体实施方式
46.以下结合附图和具体实施例,对本实用新型进行详细说明。
47.参照图1至6所示,本实用新型提供一种全自动智能在线点料设备,包括上料装置1、贴标下料装置2,以及布置于上料装置1与贴标下料装置2之间的检测点料装置3;所述上料装置1包括送料车11、上料传送机构12、靠近上料传送机构12一端布置的托料顶升机构13,以及靠近上料传送机构12一侧布置的送料传送机构14;所述送料车11上还设有用于承载料盘的料串机构4,上料传送机构12的上方还设有上料移载机构15;所述送料车11用于将装有料盘的料串机构4传送至上料传送机构12上,托料顶升机构13用于将料盘托起,以便上料移载机构15将料盘移载至送料传送机构14上;所述送料传送机构14用于将料盘传送至检测点料装置3以进行点料,贴标下料装置2用于对点料后的料盘贴标下料。
48.其中,所述送料车11包括车体111,且车体111的顶部两端还各安装一电机驱动座112;两所述电机驱动座112之间还安装有若干送料滚筒113,且电机驱动座112内还安装有用于驱动送料滚筒113运转的驱动电机组件;所述车体111顶部中间还设有一套设于若干送料滚筒113上的滚筒隔离座114,且滚筒隔离座114的两侧,以及每一电机驱动座112靠近滚筒隔离座114的一侧还均开设一导向条115;所述料串机构4包括料串托板41,且料串托板41的顶部还开设有避让缺口42;所述避让缺口42的一端内壁还设有延伸臂43,且延伸臂43上还安装一料串导向轴44;所述料串托板41的顶部还安装有若干提拉把手45,且料串托板41的两侧长度方向上还间隔安装有若干导向轮46。
49.所述上料传送机构12包括上料传送架121、安装于上料传送架121上的上料滚筒组件122,以及用于驱动上料滚筒组件122运转的上料传送电机;所述上料传送架121上还安装有用于将料串机构4限位固定的锁定机构123;所述托料顶升机构13包括靠近上料传送架121一端布置的托料升降机构131、与托料升降机构131连接的托料架,以及安装于托料架一侧的两托料杆132;所述送料传送机构14的上方还设有一相机固定架,且相机固定架上还安装有相机定位组件5;所述检测点料装置3包括点料传送架31、安装于点料传送架31上的点料传送带组件32,以及用于驱动点料传送带组件32运转的点料传送电机;所述点料传送架31的上方还安装有光管支撑架33,且光管支撑架33上还安装有x-ray发射源34;所述点料传送架31上还安装有x-ray接收源35,且x-ray接收源35位于点料传送带组件32的下方。
50.所述贴标下料装置2包括用于接收点料后的料盘的接料传送机构21、靠近接料传送机构21一侧布置的打印安装板22、安装于打印安装板22上的打印机组件23,以及靠近打印安装板22布置的下料传送机构24;所述下料传送机构24的一端还设有下料顶升机构25,
且下料传送机构24的上方还安装有下料移载贴标机构26;所述下料移载贴标机构26包括三轴平移机构,以及安装于三轴平移机构上的下料吸盘组件和贴标组件。
51.本实用新型工作原理:
52.继续参照图1至6所示,本实施例中,该点料设备还包括机箱7,上料装置1、贴标下料装置2和检测点料装置3均安装于机箱7内;机箱7的两端分别设有上料口、出料口,以便上下料;机箱7的正面还安装有控制台、显示屏及相关控制按钮,机箱7的顶部还设有警示灯,机箱7的底部还设有脚轮脚杯,该点料设备的工作步骤如下:
53.1)首先送料车11将空的料串机构4送到出料口,再将其传送到下料传送机构24上并将其锁紧固定,随后送料车11再将装满料盘的料串机构4输送到上料口的上料传送机构12上,上料传送机构12上的锁定机构123将其锁紧,后台复位确认,点击开始,设备开始运行;
54.2)托料顶升机构13将料盘逐个托起,再由上料移载机构15将其移载至送料传送机构14上,料盘放在送料传送机构14上后,相机定位组件5拍照捕捉料盘中心位置以及料盘上标签位置,并将位置信息传送至后台;
55.3)随后,送料传送机构14将料盘传送至点料传送带组件32上,x-ray发射源34(光管组件)及x-ray接收源35(平板探测器)开始工作,以对料盘上的器件进行检测和点数,并将点料结果反馈至后台;
56.4)点料完成后,点料传送带组件32将料盘传送至接料传送机构21上,同时,后台也会将检测点数结果生成二维码让打印机组件23将对应结果打印至标签纸上,打印完成后,贴标组件将标签取走,贴到料盘指定位置上;贴完后,再由下料吸盘组件将料盘取走,送到料串机构4的料串导向轴44上,下料顶升机构25驱动料串机构4逐步下降,直到料串装满后,再由下料传送机构24传送至送料车11上(如果在点数中遇到无法检测的或标签不清晰、不完整、遗漏贴标或被遮挡的料盘,下料传送机构24会将其直接传送至次品接驳箱6内),最后,再由送料车11将料串机构4运到其他指定位置,重复上述动作,进而实现了上料、点数、贴标、下料等全自动智能检测点数功能。
57.该设备在上下料工序中,均采用送料车11输送物料的方式,进而可降低人工成本,同时,该设备可以直接与上工序和下工序对接,自动化程度高、使用方便,且点数结果直接上传至后台,便于对物料数量、类型进行实时更新和监管,且数据一目了然,也为后期物料盘点提供了可靠数据,便于智能化管理,此外,针对原始标签不清晰、不完整,遗漏贴标或被遮挡的料盘,会将其放入指定的次品接驳箱6内,提高了产品品质,具体的:
58.上料装置1:送料车11的车体111顶部设有滚筒隔离座114,可将车体111顶部区域一分为二,进而一次性可运输两个料串机构4,提高运输效率;同时,滚筒隔离座114的两侧,以及每一电机驱动座112靠近滚筒隔离座114的一侧还均开设一导向条115,料串托板41的两侧还设有导向轮46,在传送料串机构4时,可通过导向条115、导向轮46对其进行导向,保证传送的稳定性;此外,上料滚筒组件122还可分开设计,即滚筒隔离座114与每一电机驱动座112之间均设有若干滚筒,这样两组滚筒相互独立、互不干扰,便于使用;料串托板41的避让缺口42内设有延伸臂43,延伸臂43可将避让缺口42一分为二,便于托料升降机构131的两托料杆132插入至其内,以完成托料工作;料串托板41的顶部四角还各布置一提拉把手45,便于人工搬运;料串导向轴44的下部还安装有导杆轴套,保证其安装的稳定性;料串导向轴
44沿竖直方向布置,可将料盘层叠放置于其上,在便于上料的同时,也可节约安装空间。
59.该实施例中,上料移载机构15包括三轴平移组件(x轴平移组件、y轴平移组件及z轴平移组件,且均可采用直线电机模组,在此不做限制),以及安装于三轴平移组件上的真空吸盘组件;上料传送架121上的锁定机构123包括若干锁紧气缸,若干锁紧气缸布置于上料传送架121的两侧,当料串机构4传送到位后,锁紧气缸伸出将其锁紧固定,此时,托料架的两托料杆132已经插入至避让缺口42内,在托料升降机构131(可为电机配合丝杆的传动方式)的驱动下,将料盘托起,以便上料移载机构15将其移载至送料传送机构14上。
60.送料传送机构14包括送料架、安装于送料架上的送料传送带组件,以及用于驱动送料传送带组件运转的送料传送电机;送料传送架的上方还安装有相机定位组件5,可捕捉料盘中心位置以及料盘上标签位置,以便后续的贴标工序,下料装置与上料装置1整体结构、运行原理类似,在此不再赘述。
61.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1