一种多工位膜带分切缠绕收卷装置的制作方法
1.本实用新型涉及收卷装置领域,具体是涉及一种多工位膜带分切缠绕收卷装置。
背景技术:
2.收卷设备是把原材料通过机械方式收卷成卷料,广泛运用在纸卷,布卷,塑料卷,金属卷材加工生产线上,涂布带、单(双)粘合带、聚四氟乙烯带、铝塑复合膜、铜箔带、热熔胶pet膜,pet、云母带、无纺布等卷状带材在生产时通常需要对成卷的原料带根据实际的加工需求进行分切后,再对分切后的料带进行复绕收卷,现有的用于膜带产品的分切收卷装置,通常自动化程度不高,效率较低,在进行收卷时不便于进行离型膜的贴合,在收卷过程中料带易出现偏移,导致料带收卷过程中出现翻转,折叠的问题。
技术实现要素:
3.为解决上述技术问题,提供及一种多工位膜带分切缠绕收卷装置,本技术方案解决了上述的现有的用于膜带产品的分切收卷装置,通常自动化程度不高,效率较低,在进行收卷时不便于进行离型膜的贴合,在收卷过程中料带易出现偏移,导致料带收卷过程中出现翻转,折叠的问题。
4.为达到以上目的,本实用新型采用的技术方案为:
5.一种多工位膜带分切缠绕收卷装,包括原料放卷机构、接料机构、分切机构、控制箱以及若干缠绕收卷装置,所述原料放卷机构、接料机构、分切机构和缠绕收卷装置从右到左依次排列设置,所述控制箱设置有缠绕收卷装置右侧,所述缠绕收卷装置内部设置有若干缠绕收卷组件,所述缠绕收卷组件包括上下两个缠绕收卷工位,所述缠绕收卷装置上端与缠绕收卷组件对应位置处安装有过渡辊组件,所述过渡辊组件上端安装有导料辊组,所述过渡辊组件下端安装有进料辊组,所述导料辊组用于将料带导入下一所述过渡辊组件,所述进料辊组用于将料带导入对应的所述缠绕收卷组件。
6.优选的,所述分切机构包括分切刀组和分切导料辊组,所述分切刀组用于将原料分切成若干料带,所述分切导料辊组设置于分切刀组左侧,所述分切导料辊组用于将分切后的料带导入过渡辊组件。
7.所述控制箱前侧设置有操纵台。
8.优选的,所述缠绕收卷工位内部安装有缠绕收卷机构,所述缠绕收卷机构包括进料导辊、张力调节辊、纠偏组件、离型膜贴合组件、离型膜贴合放卷组件和收卷辊,所述进料导辊、张力调节辊、纠偏组件、离型膜贴合组件、离型膜贴合放卷组件和收卷辊交错的安装于缠绕收卷装置内部。
9.优选的,所述张力调节辊通过张力调节辊架转动安装于缠绕收卷装置内部,所述张力调节辊架中部与缠绕收卷装置连接,所述缠绕收卷装置内部与张力调节辊对应位置处安装有限位块。
10.优选的,所述纠偏组件设置有两个,两个所述纠偏组件分别相对设置于料带两侧,
所述纠偏组件前端安装有纠偏件。
11.优选的,所述离型膜贴合组件末端通过转轴转动安装于缠绕收卷装置内部,所述离型膜贴合组件呈l型,所述离型膜贴合组件两侧分别安装有料带辊和离型膜辊,所述离型膜贴合组件弯折处安装有贴合辊,所述离型膜贴合组件在贴合辊位置处安装有贴合压头。
12.优选的,所述缠绕收卷装置上与收卷辊对应位置处安装有收卷驱动电机,所述收卷驱动电机输出端与收卷辊固定连接。
13.与现有技术相比,本实用新型的有益效果在于:
14.提出一种新型的用于膜带产品的分切复绕收卷装置,设置张力调节辊进行料带的张力调整,保证了料带在进行收卷过程中的张紧度,防止料带因张力不足而影响收卷,同时设置有纠偏组件,通过两侧的纠偏件对收卷的料带进行两侧限位纠偏,防止在收卷过程中料带出现偏移,导致料带收卷过程中出现翻转,折叠的问题,之后料带进入离型膜贴合组件中,与离型膜进行贴合后,通过缠绕收卷组件进行缠绕收卷,自动化程度高,实现了快速,精准的膜带产品的分切复绕收卷,极大的提高了膜带产品的分切复绕收卷效率。
附图说明
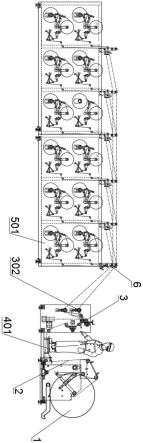
15.图1为本实用新型的主视图;
16.图2为本实用新型的俯视图;
17.图3为本实用新型中的缠绕收卷机构的架构示意图;
18.图4为本实用新型中的过渡辊组件的结构示意图。
19.图中标号为:
20.1、原料放卷机构;2、接料机构;3、分切机构;301、分切刀组;302、分切导料辊组;4、控制箱;401、操纵台;5、缠绕收卷装置;501、缠绕收卷组件; 6、过渡辊组件;601、导料辊组;602、进料辊组;7、进料导辊;8、张力调节辊;801、限位块;802、张力调节辊架;9、纠偏组件;901、纠偏件;10、离型膜贴合组件;1001、料带辊;1002、离型膜辊;1003、贴合辊;1004、转轴;11、离型膜贴合放卷组件;12、收卷辊;13、收卷驱动电机。
具体实施方式
21.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
22.参照图1-4所示,一种多工位膜带分切缠绕收卷装置,包括原料放卷机构1、接料机构2、分切机构3、控制箱4以及若干缠绕收卷装置5,原料放卷机构1、接料机构2、分切机构3和缠绕收卷装置5从右到左依次排列设置,控制箱4设置有缠绕收卷装置5右侧,控制箱4前侧设置有操纵台401,工作人员在操纵台 401位置进行操作设备运行,缠绕收卷装置5内部设置有若干缠绕收卷组件501,缠绕收卷组件501包括上下两个缠绕收卷工位,缠绕收卷装置5上端与缠绕收卷组件501对应位置处安装有过渡辊组件6,过渡辊组件6上端安装有导料辊组 601,过渡辊组件6下端安装有进料辊组602,导料辊组601用于将料带导入下一过渡辊组件6,进料辊组602用于将料带导入对应的缠绕收卷组件501,导料辊组601和进料辊组602均安装有两个转辊,两个转辊与缠绕收卷组件内部的两个缠绕收卷工位对应设置。
23.分切机构3包括分切刀组301和分切导料辊组302,分切刀组301用于将原料分切成
若干料带,分切导料辊组302设置于分切刀组301左侧,分切导料辊组 302安装有两个转辊,与过渡辊组件6的两个转辊相对应,分切导料辊组302用于将分切后的料带导入过渡辊组件6。
24.缠绕收卷工位内部安装有缠绕收卷机构,缠绕收卷机构包括进料导辊7、张力调节辊8、纠偏组件9、离型膜贴合组件10、离型膜贴合放卷组件11和收卷辊12,进料导辊7、张力调节辊8、纠偏组件9、离型膜贴合组件10、离型膜贴合放卷组件11和收卷辊12交错的安装于缠绕收卷装置5内部,在进行料带收卷时,进料导辊7从进料辊组602接收料带后,导入张力调节辊8进行张力调节后,导入纠偏组件9进行位置纠偏,之后送入离型膜贴合组件10进行离型膜贴合后导入收卷辊12进行缠绕收卷。
25.张力调节辊8通过张力调节辊架802转动安装于缠绕收卷装置5内部,张力调节辊架802中部与缠绕收卷装置5连接,缠绕收卷装置5内部与张力调节辊8 对应位置处安装有限位块801,限位块801的设置保证了张力调节辊可以防止其过度转动,进而提供稳定的张力调节。
26.纠偏组件9设置有两个,两个纠偏组件9分别相对设置于料带两侧,纠偏组件9前端安装有纠偏件901,料带在两侧的纠偏件901的导向限位作用下,进行位置调整,防止料带发生偏移。
27.离型膜贴合组件10末端通过转轴1004转动安装于缠绕收卷装置5内部,离型膜贴合组件10呈l型,离型膜贴合组件10两侧分别安装有料带辊1001和离型膜辊1002,离型膜贴合组件10弯折处安装有贴合辊1003,离型膜贴合组件 10在贴合辊1003位置处安装有贴合压头,料带和离型膜分别经过料带辊1001 和离型膜辊1002进入到贴合辊1003位置处,在贴合辊1003和贴合压头的配合下压合进行贴合。
28.缠绕收卷装置5上与收卷辊12对应位置处安装有收卷驱动电机13,收卷驱动电机13输出端与收卷辊12固定连接,收卷驱动电机13为伺服电机,通过伺服电机带动收卷辊12进行转动,保证了料带收卷时的控制精准度。
29.本实用新型的使用过程为:首先将原料带卷安装于原料放卷机构1上,之后原料带通过接料机构2导入分切机构3,通过分切刀组301将原料带分切成若干料带,之后分切导料辊组302将分切后的料带导入过渡辊组件6,料带进入过渡辊组件6后,部分料带通过导料辊组601导入下一过渡辊组件6,部分料带通过进料辊组602导入对应的缠绕收卷组件501中的缠绕收卷机构,进料导辊7从进料辊组602接收料带后,导入张力调节辊8进行张力调节后,导入纠偏组件9 进行位置纠偏,之后送入离型膜贴合组件10进行离型膜贴合后导入收卷辊12 进行缠绕收卷。
30.综上所述,本实用新型的优点在于:提出一种新型的用于膜带产品的分切复绕收卷装置,自动化程度高,实现了快速,精准的膜带产品的分切复绕收卷,极大的提高了膜带产品的分切复绕收卷效率。
31.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1