包装用套筒和包装容器的制作方法
1.本实用新型涉及包装领域,尤其涉及一种包装用套筒和包装容器。
背景技术:
2.包装容器包括用于储存食品的容器。食品的种类有很多,例如包括固体或液体食品。液体食品可包括乳制品、汤、调味汁等。包装用套筒为上述包装容器的前体,例如可以是壳形、管状或两者形状皆有。管状容器优选为在管的相对端具有开口的管结构。
3.为了保持食品在生产、运输以及销售过程中的质量和口感,包装用套筒通常由包装用复合片材制成。包装用复合片材包括层压的多层,该多层例如包括内层(例如内聚合物层)、阻挡层、载体层和外层(例如外聚合物层)等。
技术实现要素:
4.现有展开状态下的包装用套筒的截面形状容易形成为不规则形状,进而影响包装容器的密封效果,并且难于匹配到现有生产设备中。
5.本公开实施例提供一种包装用套筒和包装容器,其一方面可匹配到现有生产设备中,避免对现有生产设备进行改进或调试,节约人力、物力成本,另一方面还可保证包装容器的密封效果。
6.根据本公开第一方面,提供一种包装用套筒,其由包装用复合片材折叠而成,所述包装用复合片材包括折叠图案,所述折叠图案包括:第一折叠线和第二折叠线,所述第一折叠线和所述第二折叠线中的至少一个沿第一方向延伸,所述第一折叠线和所述第二折叠线将所述包装用复合片材划分成沿第二方向分布的第一区域、第二区域和第三区域,所述第二方向垂直于所述第一方向;和第一主折叠图案,其至少部分沿所述第二方向延伸并且贯穿所述第一区域、所述第二区域和所述第三区域,所述第一主折叠图案包括位于所述第二区域中的弯曲折叠线,其中,所述包装用套筒的成形力为4~12牛顿。
7.至少一些实施例中,所述第一主折叠图案与所述第一折叠线和所述第二折叠线分别交汇在第一交点和第二交点;在所述第二方向上,所述弯曲折叠线与所述第一交点之间的最小间距为第一间距,所述弯曲折叠线与所述第二交点之间的最小间距为第二间距,所述第一主折叠图案在所述第一交点和所述第二交点之间具有长度,其中,所述第一间距与所述长度的比值为大于等于0且小于等于17%并且所述第二间距与所述长度的比值为大于等于0且小于等于17%。
8.至少一些实施例中,当所述第一间距和所述第二间距中的至少一个增大时,所述包装用套筒的成形力减小。
9.至少一些实施例中,当所述第一间距与所述长度的比值为大于等于3%且小于等于14%并且所述第二间距与所述长度的比值为大于等于3%且小于等于14%时,所述包装用套筒的成形力为5~10牛顿。
10.至少一些实施例中,所述第一间距为5~20mm,所述第二间距为5~20mm。
11.至少一些实施例中,当所述第一间距与所述长度的比值为大于等于7%且小于等于10%并且所述第二间距与所述长度的比值为大于等于7%且小于等于10%时,所述包装用套筒的成形力为6~8牛顿。
12.至少一些实施例中,所述第一间距为10~15mm,所述第二间距为10~15mm。
13.至少一些实施例中,所述第一间距等于所述第二间距。
14.至少一些实施例中,所述折叠图案还包括:第二主折叠图案,其沿所述第二方向延伸并且贯穿所述第一区域、所述第二区域和所述第三区域,所述第二主折叠图案与所述第一主折叠图案在所述第一方向上彼此间隔;其中,所述第二主折叠图案与所述第一主折叠图案不同且不包括弯曲折叠线。
15.至少一些实施例中,所述第一主折叠图案为至少两个,所述第二主折叠图案为至少两个,至少两个所述第一主折叠图案和至少两个所述第二主折叠图案沿所述第一方向交替设置。
16.根据本公开第二方面,提供一种包装容器,包括前面任一所述的包装用套筒。
17.至少一些实施例中,所述包装容器的成形力为6~15牛顿。
18.上述本公开实施例提供的包装用套筒和包装容器中,由于折叠图案包括弯曲折叠线,有利于在包装用套筒或包装容器上形成拱形部,不仅方便握取,还能提高包装容器的美观性。通过将成形力设置为4~12牛顿,不仅降低了成形力,更匹配于现有生产设备,节省了人力、物力成本,还使包含弯曲折叠线的包装用套筒的截面形状更容易形成规则形状,由此保证了包装容器的密封效果和美观性。
附图说明
19.为了更清楚地说明本公开实施例的技术方案,下面将对实施例的附图作简单地介绍,显而易见地,下面描述中的附图仅仅涉及本公开的一些实施例,而非对本公开的限制。
20.图1为本公开实施例的包装用套筒在扁平状态下的示意图;
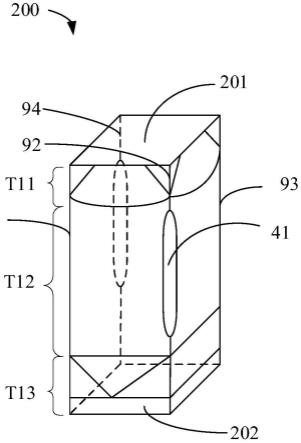
21.图2为本公开实施例的包装用套筒在立体状态下的示意图;
22.图3为本公开的包装用套筒的顶部开口的截面示意图;
23.图4为本公开实施例提供的包装用复合片材的结构示意图;
24.图5为本公开实施例的包装容器的结构示意图;
25.图6为本公开实施例的测量成形力的测试装置;
26.图7为本公开实施例的包装用套筒进行反压折叠操作的示意图;
27.图8为图4的包装用复合片材的简化示意图;
28.图9为图8的包装用复合片材的折叠过程示意图。
具体实施方式
29.为使本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例的附图,对本公开实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。基于所描述的本公开的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
30.除非另作定义,此处使用的技术术语或者科学术语应当为本公开所属领域内具有
一般技能的人士所理解的通常意义。本公开专利申请说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,并不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则所述相对位置关系也可能相应地改变。
31.图1为本公开实施例的包装用套筒在扁平状态下的示意图。图2为本公开实施例的包装用套筒在立体状态下的示意图。
32.在运输过程中,包装用套筒200通常采用如图1所示的扁平折叠方式。当运输到生产地后,需将图1的扁平状态的包装用套筒200展开成图2的立体状态的包装用套筒200,以方便后续的食品灌装。
33.为了使包装用套筒200从图1的扁平折叠状态展开成图2的立体状态,需要施加外力使包装用套筒200发生形变。由于包装用套筒200长期以扁平折叠的状态储存或运输,当施加外力时,包装用套筒200会产生抵抗发生形变的复位力,该复位力对包装用套筒200的展开起反作用。
34.包装用套筒200从图1的扁平折叠状态变形到图2所示的立体状态所需要的最大外力叫做成形力(shaping force)。成形力反映了包装用套筒200从图1的扁平折叠状态展开到图2的立体状态的难易程度。发明人发现,在实际生产中,包装用套筒200的复位力越大,成形力越大。一方面,成形力越大,处于立体状态的包装用套筒200的截面形状越容易形成为不规则形状;另一方面,过大的成形力使包装用套筒难于匹配现有生产设备(例如灌装机)中。例如,现有生产设备适于折叠成形力较低的包装用套筒,当成形力变大后,需要对现有生产设备反复改进或调试才能与成形力较大的包装用套筒实现匹配,因此需付出较大的人力、物力成本。
35.例如,图3为本公开的包装用套筒的顶部开口的截面示意图。由于包装用套筒200a的复位力较大,包装用套筒200a的顶部开口201a的截面形状具有弧度3,因此在弧度处,截面形状的内角大于90度,不是规则的正方形或矩形。在生产过程中,这种不规则的截面形状会影响顶部开口的密封效果。
36.如图1和图2所示,包装用套筒200包括两个开口,例如顶部开口201和底部开口202。在食品灌装之前,对图2的包装用套筒200的顶部开口201和底部开口202之一进行活化、密封,以使包装用套筒200的其中一个开口敞开,另一个开口封闭,这样有利于食品通过敞开的开口灌装到包装容器中。在灌装完成后,再对敞开的开口进行活化、密封,最终制造出成品。在密封之前,利用加热装置(例如加热头)加热包装用套筒的开口的过程称为活化(有关活化的具体工艺可参考申请号为201180053901.1的在先中国专利申请)。
37.参考图3,当顶部开口201a的截面形状为正方形时,加热头4到包装用套筒200a的四个侧面的距离(如箭头所示)基本相等,加热头4到四个侧棱的距离也基本相等;此时加热较均匀,密封效果较好。然而,当顶部开口201a的截面形状为图3所示的具有弧度3的不规则形状时,该加热头4到四个侧面不相等,到四个侧棱的距离也发生了变化,由此导致加热不均匀,并且影响顶部开口的密封效果。
38.在包装容器的顶部具有弯折的两个耳翼的情况下,图3的不规则形状还会导致两个耳翼不对称,影响包装的美观性。
39.本公开实施例提供一种包装用套筒及其制造方法和包装容器,其一方面可避免对现有生产设备进行改进或调试,节约人力、物力成本,另一方面还可保证包装容器的密封性。
40.本公开实施例提供的包装用套筒由包装用复合片材折叠而成,该包装用复合片材包括折叠图案。该折叠图案包括:第一折叠线、第二折叠线和第一主折叠图案。第一折叠线和第二折叠线中的至少一个沿第一方向延伸,第一折叠线和第二折叠线将包装用复合片材划分成沿第二方向分布的第一区域、第二区域和第三区域,第二方向垂直于第一方向;第一主折叠图案的至少部分沿第二方向延伸并且贯穿第一区域、第二区域和第三区域,并且包括位于第二区域中的弯曲折叠线;包装用套筒的成形力为4~12牛顿。
41.上述本公开实施例提供的包装用套筒中,由于折叠图案包括弯曲折叠线,有利于在包装用套筒或包装容器上形成拱形部,不仅方便握取,还能提高包装容器的美观性。由于折叠图案包括弯曲折叠线,在将包含弯曲折叠线的包装用套筒从扁平状态展开到立体状态时,更容易形成图3所示的弧度。因此,本公开实施例中,通过将成形力设置为4~12牛顿,不仅降低了成形力,更匹配于现有生产设备,节省了人力、物力成本,还使包含弯曲折叠线的包装用套筒的截面形状更容易形成规则形状,由此保证了包装容器的密封效果和美观性。
42.本文中,“规则形状”是指内角基本上等于90度的正方形或矩形,“不规则形状”是指至少两个内角不等于90度的四边形。“基本上”、“基本”或“大约”是指不严格限定界限,允许工艺和测量误差范围内的数值,例如90度
±
5度。
43.图4为本公开实施例提供的包装用复合片材的结构示意图。例如,图1所示的包装用套筒200由图4的包装用复合片材100折叠而成。
44.如图4所示,包装用复合片材100包括折叠图案100a,折叠图案100a包括:第一折叠线101、第二折叠线102、两个第一主折叠图案120、140和第二主折叠图案110、130。
45.例如,第一折叠线101和第二折叠线102中的至少一个沿x方向(即第一方向)延伸。也就是,第一折叠线101和/或第二折叠线102沿x方向延伸。第二折叠线102包括沿x方向延伸的直线段,第一折叠线101包括多个曲线段b,例如多个曲线段b的弯曲度相同。
46.例如,第一折叠线101和第二折叠线102可将包装用复合片材100划分成沿y方向(即y方向)分布的第一区域t1、第二区域t2和第三区域t3,也就是,在y方向上,第二区域t2位于第一区域t1和第三区域t3之间。y方向垂直于x方向。本公开实施例以x方向为水平方向,y方向为竖直方向为例进行说明。
47.图5为本公开实施例的包装容器的结构示意图。例如,包装容器300由图4的包装用复合片材100形成。包装容器300包括顶部区域t11、侧部区域t12和底部区域t13,也就是沿y方向,侧部区域t12位于顶部区域t11和底部区域t13之间。结合图4和图5,包装用复合片材100的第一区域t1对应于包装容器300的顶部区域t11,第二区域t2对应于包装容器300的侧部区域t12,第三区域t3对应于包装容器300的底部区域t13。第一折叠线101用于形成顶部区域t11的圆周,第二折叠线102用于形成底部区域t13的圆周。
48.本实施例中,通过将第二折叠线102设置为沿x方向延伸的直线段,有利于形成包装容器300的底部圆周,这样可使包装容器300在放置于桌面或其他支撑面上时更稳定。通
过将第一折叠线101设置为包括多个曲线段b,有利于在包装容器300的顶部区域t11和侧部区域t12之间形成平滑过渡,提高包装容器300的美观性。
49.可以理解的是,在本公开其他实施例中,还可以将第一折叠线101设置为沿x方向延伸的直线段,本公开实施例对此不作限制。
50.本公开实施例中,折叠图案100a包括两个第一主折叠图案120、140仅为示意性的,可以理解的是,根据实际需要,折叠图案100a还可以设计为包括其他数量的第一主折叠图案,例如,折叠图案100a包括一个或三个以上的第一主折叠图案,本公开实施例对此不作限定。
51.下面以第一主折叠图案120为例进行说明。例如,如图4所示,第一主折叠图案120的至少部分沿y方向延伸并且贯穿第一区域t1、第二区域t2和第三区域t3。也就是,第一主折叠图案120沿y方向的长度等于包装用复合片材100沿y方向的长度。第一主折叠图案120可包括位于第二区域t2中的弯曲折叠线111,利用该弯曲折叠线111可在图2的包装用套筒200或图5的包装容器300上形成拱形部41。如图5所示,该拱形部41为具有一定弧度的曲面,不仅方便握取,还能提高包装容器的美观性。
52.参考图1和图2,第一主折叠图案120可形成为包装用套筒200的一个侧棱,由于弯曲折叠线图案正好处于侧棱所在位置,在将包装用套筒200展开时,该侧棱产生的复位力使包装用套筒200的截面形状难于形成正方形。在此情况下,本公开实施例通过将包装用套筒200的成形力设置为4~12牛顿,一方面有利于上述截面形状形成正方形,保证所形成的包装容器的密封效果和美观性,另一方面可避免对现有生产设备进行改进或调试,节省人力、物力成本。
53.图6为本公开实施例的测量成形力的测试装置。测试装置400例如为从德国沙尔考(schalkau)的tira购买的万能强度试验机(型号为tira试验28025万能强度试验机)。万能强度试验机是一种电动压板系统,其能够以10毫米/分钟
±
3毫米/分钟的相对速度施加由一个平板的均匀移动产生的负载。如图6所示,测试装置400包括相对设置的上压板401和下压板402。上压板401由电机驱动,可以执行匀速的向下移动403。
54.为了保证测量的准确性,将要测试的包装用套筒在23℃,50%相对湿度下放置24小时。测试时,通过电机驱动上压板401向下匀速移动以施加压力到包装用套筒200,包装用套筒200在外力作用下向外侧展开。使用tira测试软件记录和评估成形力的曲线轮廓。最终,包装用套筒200从扁平折叠状态形成为管状结构。
55.本公开实施例中,如果成形力小于4牛顿,包装用套筒200容易发生破损,从而破坏包装容器的完整性,影响包装的阻氧阻光性能。如果成形力大于12牛顿,则越容易使展开后的包装用套筒200的截面形状形成为不规则形状,导致包装容器的密封性变差。因此,包装用套筒200的成形力设置为4~12牛顿。
56.例如,如图4所示,第一主折叠图案120与第一折叠线101和第二折叠线102分别交汇在第一交点a1和第二交点a2。例如,第一主折叠图案120、第一折叠线101、第二折叠线102折叠线均为凹槽线。本文中,“交点”既可以指两个凹槽线的实际交叉点,也可以指两个凹槽线的延伸方向的虚拟交叉点。
57.例如,如图4所示,在y方向上,弯曲折叠线111与第一交点a1之间的最小间距为第一间距d1,弯曲折叠线111与第二交点a2之间的最小间距为第二间距d2,第一主折叠图案
120、140在第一交点a1和第二交点a2之间具有长度l。第一间距d1与长度l的比值为大于等于0且小于等于17%,并且第二间距d2与长度l的比值为大于等于0且小于等于17%。
58.通过上述设置,可使弯曲折叠线111与第一折叠线101、第二折叠线102各自之间的距离较长,从而有利于在展开包装用套筒200之前,先执行一次反压折叠操作。
59.图7为本公开实施例的包装用套筒进行反压折叠操作的示意图。
60.结合图1、图2和图7,200包括第一侧棱91、第二侧棱92、第三侧棱93和第四侧棱94,其中第一侧棱91和第三侧棱93相对设置,第二侧棱92和第四侧棱94相对设置。第二侧棱92和第四侧棱94上有弯曲折叠线111,第一侧棱91和第三侧棱93上没有弯曲折叠线111。
61.如图7所示,展开包装用套筒200之前,施加外力给包装用套筒200,使第一侧棱91和第三侧棱93沿箭头x1的方向移动,第二侧棱91和第四侧棱93沿箭头x2的方向移动。包装用套筒200依次从状态(1)折叠到状态(2),再达到状态(3),最后,再将状态(3)的包装用套筒200复位到状态(1)。在以上反压折叠过程中,由于第二侧棱91和第四侧棱93被预先折叠一次,因此降低了第二侧棱91和第四侧棱93自身的复位力,这样更有利于降低成形力。
62.参考图4和图7,当像图7所示的方式折叠第二侧棱91和第四侧棱93时,通过将第一间距d1与长度l的比值设置为大于等于0且小于等于17%,并且第二间距d2与长度l的比值设置为大于等于0且小于等于17%,使弯曲折叠线111与第一折叠线101、第二折叠线102各自之间的距离较长,从而保证第一主折叠图案120的靠近第一交点a1的第一部分(即第一直线折叠线121)和靠近第二交点a2的第二部分(即第二直线折叠线122)在反压折叠时被折叠得更彻底,进而实现更好的反压折叠效果,使包装用套筒的成形力在4~12牛顿之间。
63.表1为本公开实施例的包装用套筒的成形力的测量结果,其中样品1至11为采用图4所示的包装用复合片材制作的包装套筒,表1示出了在不同参数条件下测得的包装用套筒的成形力。
64.从表1可看出,当第一间距d1和第二间距d2增大时,包装用套筒的成形力逐渐减小。经过发明人分析,由于第一间距d1和第二间距d2增大,可使在反压折叠时沿第一直线折叠线121和第二直线折叠线122被折叠的距离更长,因此,更有助于降低侧棱上的复位力。
65.表1
[0066][0067]
本公开实施例中,以第一间距d1和第二间距d2均增大为例进行了说明,可以理解的是,在第一间距d1或第二间距d2增大的情况下,仍有助于降低侧棱的复位力,使包装用套筒200的成形力减小。因此,当第一间距d1和第二间距d2中的至少一个增大时,包装用套筒的成形力均逐渐减小。
[0068]
从表1可看出,当第一间距d1与长度l的比值为大于等于0且小于等于17%,并且第二间距d2与长度l的比值为大于等于0且小于等于17%时,成形力为大约4~12牛顿。
[0069]
优选地,当第一间距d1与长度l的比值为大于等于3%且小于等于14%并且第二间距d2与长度l的比值为大于等于3%且小于等于14%时,包装用套筒200的成形力为大约5~10牛顿。例如,第一间距d1为5~20mm,第二间距d2为5~20mm。通过上述设置,进一步降低成形力,使包装用套筒的截面形状更容易形成为规则形状。
[0070]
进一步优选地,当第一间距d1与长度l的比值为大于等于7%且小于等于10%并且第二间距d2与长度l的比值为大于等于7%且小于等于10%时,包装用套筒200的成形力为大约6~8牛顿。例如,第一间距d1为10~15mm,第二间距d2为10~15mm。通过上述设置,使成形力为大约6~8牛顿,可以在与现有生产设备实现很好匹配的前提下,保证包装容器的密封效果。
[0071]
表1中,样品1~11的长度l为146mm仅为示意性的,可以理解的是,在生产不同容量或体积的包装容器时,上述长度l会发生变化,因此,只要满足以上第一间距或第二间距与长度l之间的比例关系即可,本公开实施例对长度l不作任何限定。
[0072]
图4仅示出第一间距d1和第二间距d2相等的情况,然而,本公开其他实施例中,第一间距d1和第二间距d2也可以不相等,本公开实施例对此不做限定。
[0073]
例如,如图4所示,折叠图案100a还包括两个第二主折叠图案110、130,两个第二主
折叠图案110、130中的每一个沿y方向延伸并且贯穿第一区域t1、第二区域t2和第三区域t3。经两个第二主折叠图案110、130折叠后,可形成包装用套筒200的第一侧棱91和第三侧棱93。
[0074]
例如,第二主折叠图案110与第一主折叠图案120在x方向上彼此间隔,第二主折叠图案130与第一主折叠图案140在x方向上彼此间隔。两个第二主折叠图案110、130与两个第一主折叠图案120、140在x方向上交替设置。第二主折叠图案110、130均不包括弯曲折叠线111,因此二者与第一主折叠图案120、140不同。
[0075]
图4仅示出了两个第一主折叠图案120、140和两个第二主折叠图案110、130,可以理解的是,在本公开其他实施例中,折叠图案还可以包括其他数量的第一主折叠图案和其他数量的第二主折叠图案,例如包括一个第一主折叠图案和三个第二主折叠图案,或者包括三个第一主折叠图案和一个第二主折叠图案,本公开实施例对此不作限定。
[0076]
本公开另一实施例提供一种包装容器,包括前面任一实施例所描述的包装用套筒。例如,如图5所示,本公开实施例提供的包装容器300包括图2的包装用套筒200。
[0077]
本公开实施例中,包装容器500通过成形力较低的包装用套筒200形成,由于成形力较低,包装用套筒200的靠近顶部开口201和底部开口202的截面形状更容易形成规则形状(例如正方形),从而提高包装用套筒200的顶部开口201和底部开口202的密封效果,进而提高包装容器的顶部和底部的密封效果。
[0078]
进一步地,当包装用套筒200的截面形状为规则的正方形时,包装容器300上用于密封的两个耳翼51、52也呈对称设置,改善了包装容器300的美观性。由于采用成形力较低的包装用套筒200,可避免对现有生产设备进行改进或调试,节约人力、物力成本。
[0079]
表2为本公开实施例的包装容器的成形力的测量结果,示出由样品1至11的包装用套筒制作的包装容器的成形力。
[0080]
在测量包装容器的成形力之前,对包装用套筒进行如下操作:参照图2,首先,将图2所示的包装用套筒200的顶部开口201进行活化和密封,形成只有底部开口202敞开的包装容器,通过底部开口202将诸如水的液体灌装到包装容器中;然后,将底部开口202进行活化和密封以形成诸如图5所示的密闭的包装容器300,形成最终产品;接下来,切掉包装容器300的顶部区域t11和底部区域t13,留下位于中间的管状结构,将该管状结构压至扁平,放入到图6所示的测试装置400中。最后,参照前面描述的成形力的测试过程,通过电机驱动上压板401向下匀速移动以施加压力到扁平的套筒,套筒在外力作用下向外侧展开,同时使用tira测试软件记录和评估成形力的曲线轮廓,得到表2中的测量结果。
[0081]
表2
[0082]
[0083][0084]
从表2可以看出,当第一间距d1与长度l的比值d1/l以及第二间距d2与长度l的比值d2/l均为大于等于0且小于等于17%时,包装容器的成形力为大约6~15牛顿。上述包装容器不仅具有更好的密封效果和美观性,也可以在制作过程中节约人力、物力成本。
[0085]
优选地,当第一间距d1与长度l的比值d1/l以及第二间距d2与长度l的比值d2/l均为大于等于3%且小于等于14%时,包装容器的成形力为大约8~13牛顿。此时,制作该包装容器的包装用套筒的截面形状更容易形成为规则形状。进一步优选地,当第一间距d1与长度l的比值d1/l以及第二间距d2与长度l的比值d2/l均为大于等于7%且小于等于10%时,包装容器的成形力为大约10~11牛顿。此时,制作该包装容器的包装用套筒可以在与现有生产设备实现很好匹配,同时保证包装容器的密封效果。
[0086]
例如,包装容器300还包括:导流部件50,构造为使液体经导流部件50流出。例如,顶部区域t1中设置有多个顶部侧壁,多个顶部侧壁位于导流部件50的周围并且接附到导流部件50。通过上述设置,可引导液体从包装容器300中快速流出。
[0087]
本公开再一实施例还提供一种包装用套筒的制造方法。例如,参考图1,本公开实施例提供的包装用套筒的制造方法包括:
[0088]
步骤s1:沿包装用复合片材100的折叠图案100a折叠,其中,折叠图案100a包括:第一折叠线101、第二折叠线102、两个第一主折叠图案120、140和两个第二主折叠图案110、130。
[0089]
例如,第一折叠线101和第二折叠线102中的至少一个沿x方向延伸,第一折叠线101和第二折叠线102将包装用复合片材100划分成沿y方向分布的第一区域t1、第二区域t2和第三区域t3,y方向垂直于x方向。
[0090]
例如,两个第一主折叠图案120、140中的每个至少部分沿y方向延伸并且贯穿第一区域t1、第二区域t2和第三区域t3,第一主折叠图案120、140包括位于第二区域t2中的弯曲折叠线111。
[0091]
例如,两个第二主折叠图案110、130中的每个沿y方向延伸并且贯穿第一区域t1、第二区域t2和第三区域t3,第二主折叠图案110、130与第一主折叠图案120、140不同且不包括弯曲折叠线111。
[0092]
上述实施例提供的包装用套筒的制造方法中,由于折叠图案包括弯曲折叠线,有
利于在包装用套筒或包装容器上形成拱形部,不仅方便握取,还能提高包装容器的美观性。
[0093]
图8为图4的包装用复合片材的简化示意图。图9为图8的包装用复合片材的折叠过程示意图。图9中,包装用复合片材100经历从s11到s12的折叠过程。
[0094]
例如,如图8和图9所示,步骤s1可进一步包括:
[0095]
步骤s11:沿第一主折叠图案120折叠包装用复合片材100以形成包装用复合片材100的第一内角bb,并且,沿第一主折叠图案140折叠包装用复合片材100以形成包装用复合片材100的第一内角dd;
[0096]
步骤s12:沿第二主折叠图案110折叠包装用复合片材100以形成包装用复合片材100的第二内角aa,沿第二主折叠图案130折叠包装用复合片材100以形成包装用复合片材100的第二内角cc,其中,第一内角bb的角度大于第二内角aa的角度,并且第一内角dd的角度大于第二内角cc的角度。
[0097]
在形成包装用套筒时,拱形部41时通过弯曲折叠线111折叠而成。在包装用复合片材100的折叠过程中,通过将第一内角bb的角度设置为大于第二内角aa的角度并且将第一内角dd的角度设置为大于第二内角cc的角度,降低对形成拱形部41的影响。另外,通过上述步骤s11和s12,可实现对包装用复合片材100沿第一、第二主折叠图案的预折叠,降低了包装用复合片材100在形成包装用套筒过程中的复位力,从而有利于降低包装用套筒的成形力。例如,通过图9所示的方法制造的包装用套筒的成形力为4~12牛顿,不仅避免了对现有生产设备进行改进或调试,还使包含弯曲折叠线的包装用套筒的截面形状更容易形成规则形状,由此保证了包装容器的密封效果和美观性。
[0098]
以第一主折叠图案120为例,例如,如图8所示,第一主折叠图案120还包括在y方向上位于弯曲折叠线111两侧的第一直线折叠线121、122。上述沿第一主折叠图案120折叠包装用复合片材100可包括:至少沿第一直线折叠线121、122折叠包装用复合片材100以形成包装用复合片材100的第一内角bb。
[0099]
由于第一直线折叠线121、122为直线段,通过沿第一直线折叠线121、122进行折叠,可进一步降低对拱形部41的影响。
[0100]
以第二主折叠图案110为例,例如,如图8所示,第二主折叠图案110包括沿y方向延伸的第二直线折叠线113。上述沿第二主折叠图案110折叠包装用复合片材100,包括:沿第二直线折叠线113折叠包装用复合片材100以形成包装用复合片材100的第二内角aa。
[0101]
例如,如图8所示,上述制造方法还包括:将包装用复合片材100的沿y方向延伸的两个边缘151、152彼此接合,以形成图1所示的扁平折叠的包装用套筒200。包装用套筒200包括:由两个第一主折叠图案120、140分别折叠而成的一对侧棱,即第二侧棱92和第四侧棱94,以及由两个第二主折叠图案110、130分别折叠而成的另一对侧棱,即第一侧棱91和第三侧棱93,第二侧棱92和第四侧棱94均具有弯曲折叠线111。
[0102]
例如,在如图7所示,上述制造方法还包括:施加外力到图1所示的扁平折叠的包装用套筒200上,以使第一侧棱91和第三侧棱93朝彼此靠近的方向移动,并且第二侧棱92上的弯曲折叠线111和第四侧棱94上的弯曲折叠线111朝彼此远离的方向移动。通过上述步骤,可实现对包装用套筒200的反压折叠操作,由于第二侧棱91和第四侧棱93被预先折叠一次,因此降低了第二侧棱91和第四侧棱93自身的复位力,这样更有利于降低成形力。
[0103]
本公开实施例中,有关包装用复合片材100、包装用套筒200以及折叠图案100a的
具体构造可参见前面实施例中的描述,此处不再赘述。
[0104]
上述本公开实施例提供的包装用套筒及其制造方法和包装容器中,由于折叠图案包括弯曲折叠线,有利于在包装用套筒或包装容器上形成拱形部,不仅方便握取,还能提高包装容器的美观性。通过将成形力设置为4~12牛顿,不仅降低了成形力,更匹配于现有生产设备,节省了人力、物力成本,还使包含弯曲折叠线的包装用套筒的截面形状更容易形成规则形状,由此保证了包装容器的密封效果和美观性。
[0105]
本文中,有以下几点需要注意:
[0106]
(1)本公开实施例附图只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计。
[0107]
(2)在不冲突的情况下,本公开的实施例及实施例中的特征可以相互组合以得到新的实施例。
[0108]
以上所述仅是本公开的示范性实施方式,而非用于限制本公开的保护范围,本公开的保护范围由所附的权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1