一种用于钣金件加工的精确限位转运架的制作方法
1.本技术涉及钣金加工的件技术领域,尤其是涉及一种用于钣金件加工的精确限位转运架。
背景技术:
2.钣金是一种针对金属薄板的综合冷加工工艺,包括剪、冲、切、复合、折、焊接、铆接、拼接、成型等,其显著的特征就是同一零件厚度一致。
3.但是,加工过程中由于钣金件较小较薄,不便于加工,容易滑位等问题,不便于精加工,且在加工过程中不便于安放,且钣金件的制造精度要求高,在生产制造过程中需要精确衡量。因此,本领域技术人员提供了一种用于钣金件加工的精确限位转运架,以解决上述背景技术中提出的问题。
技术实现要素:
4.为了解决上述背景技术中提出的问题,本技术提供一种用于钣金件加工的精确限位转运架。
5.本技术提供的一种用于钣金件加工的精确限位转运架采用如下的技术方案:
6.一种用于钣金件加工的精确限位转运架,包括工作台,所述工作台上端面一侧固接固定块,位于与固定块两侧相互平行的工作台上端面均设有支撑块,所述支撑块侧壁均设有把手,所述把手均垂直固接螺杆,所述螺杆分别螺纹连接在对应的支撑块且伸出端分别转接对应的横固定块和纵固定块,所述横固定块和纵固定块内壁均粘结固定片,所述横固定块和纵固定块底端两侧均固接滑块,所述滑块滑动连接在滑槽内,所述滑槽为工作台上端面开设的槽。
7.通过采用上述技术方案,扭动把手使得螺杆旋转,螺杆与支撑块螺纹配合推动转接的纵固定块和横固定块运动贴附在钣金件侧壁进行固定,此装置以固定块为基准点,通过扭动把手,带动纵固定块和横固定块从两个方向进行夹持固定,避免了偏移滑位的问题,且导向杆滑动配合在支撑块内进行导向,避免纵固定块和横固定块倾斜导致夹持不稳。
8.优选的,所述固定块为l形块结构,所述固定块上端面均设有感应器,两组感应器与两组对射传感器相互对应,形成对射光线,所述对射传感器形设置在夹持钣金件的工具上。
9.通过采用上述技术方案,通过真空吸盘等工具吸附钣金件,且在工具上面设置与两组传感器相应的对射传感器,当工具吸附钣金件运送至工作台上方并与固定块上的传感器形成对射光线,则表明钣金件两个方向的位置均是准确无误的,此时,工具向下运动,距离工作台五公分的时候,工具松弛,钣金件贴附固定块下落。
10.优选的,所述滑块为燕尾块结构,所述滑槽为燕尾槽结构,所述滑槽开口端固接挡块。
11.通过采用上述技术方案,滑块滑动连接在滑槽内进行导向,避免纵固定块和横固
定块偏移。
12.优选的,所述横固定块和纵固定块侧壁垂直固接导向杆,所述导向杆分别贯穿对应的支撑块且滑动连接在其内部,所述导向杆伸出端同轴线固接止滑块。
13.通过采用上述技术方案,导向杆滑动配合在支撑块内进行导向,避免纵固定块和横固定块倾斜导致夹持不稳。
14.优选的,所述工作台上开设若干组相互平行的螺孔,所述支撑块采用紧固螺栓连接在螺孔内,所述支撑块侧壁固接加强块,所述加强块与把手螺纹连接。
15.通过采用上述技术方案,根据钣金件的不同大小,为了便于调节可以扭动紧固螺栓,使得紧固螺栓与螺孔松开,从而可以对支撑块进行调节,改变支撑块与固定块之间的距离,便于人员调节。
16.综上所述,本技术包括以下有益技术效果:
17.扭动把手使得螺杆旋转,螺杆与支撑块螺纹配合推动转接的纵固定块和横固定块运动贴附在钣金件侧壁进行固定,此时滑块滑动连接在滑槽内进行导向,避免纵固定块和横固定块偏移,此装置以固定块为基准点,通过扭动把手,带动纵固定块和横固定块从两个方向进行夹持固定,避免了偏移滑位的问题,且导向杆滑动配合在支撑块内进行导向,避免纵固定块和横固定块倾斜导致夹持不稳。
附图说明
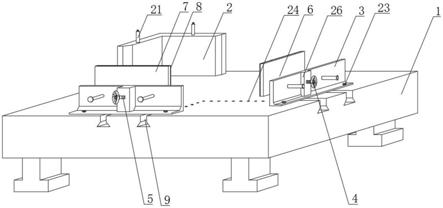
18.图1是本技术实施例中一种用于钣金件加工的精确限位转运架的结构示意图;
19.图2是本技术实施例中横固定块立体结构示意图;
20.图3是本技术实施例中工作台立体结构示意图;
21.图4是本技术实施例中加强块与支撑块连接结构示意图。
22.附图标记说明:1、工作台;2、固定块;3、支撑块;4、把手;5、螺杆;6、横固定块;7、纵固定块;8、固定片;9、滑槽;10、滑块;21、感应器;23、紧固螺栓;24、螺孔;26、加强块;27、导向杆;28、导向槽。
具体实施方式
23.以下结合附图1-4对本技术作进一步详细说明。
24.本技术实施例公开一种用于钣金件加工的精确限位转运架。参照图1-4,一种用于钣金件加工的精确限位转运架包括工作台1,工作台1上端面一侧固接固定块2,位于与固定块2两侧相互平行的工作台1上端面均设有支撑块3,支撑块3侧壁均设有把手4,把手4均垂直固接螺杆5,螺杆5分别螺纹连接在对应的支撑块3且伸出端分别转接对应的横固定块6和纵固定块7,扭动把手4使得螺杆5旋转,螺杆5与支撑块3螺纹配合推动转接的纵固定块7和横固定块6运动贴附在钣金件侧壁进行固定,横固定块6和纵固定块7内壁均粘结固定片8,横固定块6和纵固定块7底端两侧均固接滑块10,滑块10滑动连接在滑槽9内,滑槽9为工作台1上端面开设的槽,此时滑块10滑动连接在滑槽9内进行导向,避免纵固定块7和横固定块6偏移,此装置以固定块2为基准点,通过扭动把手4,带动纵固定块7和横固定块6从两个方向进行夹持固定,避免了偏移滑位的问题。
25.固定块2为l形块结构,固定块2上端面均设有感应器21(传感器是接收信号或刺激
并反应的器件,能将待测物理量或化学量转换成另一对应输出的装置),通过真空吸盘等工具吸附钣金件,且在工具上面设置与两组感应器21相应的对射传感器,两组感应器21与两组对射传感器相互对应,形成对射光线,对射传感器形设置在夹持钣金件的工具上,当工具吸附钣金件运送至工作台1上方并与固定块2上的传感器形成对射光线,则表明钣金件两个方向的位置均是准确无误的,此时,工具向下运动,距离工作台1五公分的时候,工具松弛,钣金件贴附固定块2下落。
26.滑块10为燕尾块结构,滑槽9为燕尾槽结构,滑块10滑动连接在滑槽9内进行导向,滑槽9开口端固接挡块,避免滑脱。
27.横固定块6和纵固定块7侧壁垂直固接导向杆27,导向杆27分别贯穿对应的支撑块3形成导向槽28,滑动连接在其内部,导向杆27滑动配合在支撑块3内进行导向,避免纵固定块7和横固定块6倾斜导致夹持不稳,导向杆27伸出端同轴线固接止滑块,避免滑脱。
28.工作台1上开设若干组相互平行的螺孔24,支撑块3采用紧固螺栓23连接在螺孔24内,根据钣金件的不同大小,为了便于调节可以扭动紧固螺栓23,使得紧固螺栓23与螺孔24松开,从而可以对支撑块3进行调节,改变支撑块3与固定块2之间的距离,便于人员调节,支撑块3侧壁固接加强块26,加强块26与把手4螺纹连接,加强块26使得螺纹啮合更加稳定,避免滑丝。
29.本技术实施例一种用于钣金件加工的精确限位转运架的实施原理为:本装置在进行使用时,通过真空吸盘等工具吸附钣金件,且在工具上面设置与两组感应器21相应的对射传感器,当工具吸附钣金件运送至工作台1上方并与固定块2上的传感器形成对射光线,则表明钣金件两个方向的位置均是准确无误的,此时,工具向下运动,距离工作台1五公分的时候,工具松弛,钣金件贴附固定块2下落,扭动把手4使得螺杆5旋转,螺杆5与支撑块3螺纹配合推动转接的纵固定块7和横固定块6运动贴附在钣金件侧壁进行固定,此时滑块10滑动连接在滑槽9内进行导向,避免纵固定块7和横固定块6偏移,此装置以固定块2为基准点,通过扭动把手4,带动纵固定块7和横固定块6从两个方向进行夹持固定,避免了偏移滑位的问题,且导向杆27滑动配合在支撑块3内进行导向,避免纵固定块7和横固定块6倾斜导致夹持不稳,根据钣金件的不同大小,为了便于调节可以扭动紧固螺栓23,使得紧固螺栓23与螺孔24松开,从而可以对支撑块3进行调节,改变支撑块3与固定块2之间的距离,便于人员调节。
30.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1