一种装盒组装设备的制作方法
1.本实用新型涉及装盒设备技术领域,具体涉及一种装盒组装设备。
背景技术:
2.集装箱封条为一次性专用锁,其结构一般由锁套和锁芯组成,锁套及锁芯采用金属制作,外包abs材质塑料,锁体为夹簧式结构,锁套和锁芯的表面通常采用热印或激光打引流水号、条形码等信息内容,且锁套和锁芯表面的信息内容必须配置一致且具有唯一性。因封条的产品结构具有特殊性,现市场上封条通常为连体式及分离式注塑两种结构。针对分离式的封条装盒工艺而言,现有的装盒设备通常采用输送带输送吸塑盒,并依次投放锁套和锁芯后直接输送至纸塑压合机中封装,此种设备的占用空间较大,锁套和锁芯的投放组装精度差,且每组锁套和锁芯的投放间距不具一致性,存在较大的组装误差;此外,难以保证锁套和锁芯的匹配度,存在错装、漏装等问题。
技术实现要素:
3.为了克服上述技术问题,本实用新型公开了一种装盒组装设备。
4.本实用新型为实现上述目的所采用的技术方案是:
5.一种装盒组装设备,其包括吸塑盒入料工位、锁套装盒工位、锁芯装盒工位和产品出料工位,依次经过所述吸塑盒入料工位、锁套装盒工位、锁芯装盒工位和产品出料工位设置有承载转盘装置;
6.于所述锁套装盒工位对应所述承载转盘装置配套设置有锁套翻转装置和第二锁套拾取装置;
7.于所述锁芯装盒工位对应所述承载转盘装置配套设置有锁芯翻转装置和第二锁芯拾取装置;
8.于所述产品出料工位对应所述承载转盘装置设置有产品移载装置。
9.上述的装盒组装设备,其中所述承载转盘装置包括第一旋转机构、及水平设置于所述第一旋转机构上的旋转转盘,于所述旋转转盘上至少设置有四组组装承载座,所述组装承载座在所述第一旋转机构的作用下依次流经所述吸塑盒入料工位、锁套装盒工位、锁芯装盒工位和产品出料工位,所述组装承载座至少包括两组吸塑盒定位腔。
10.上述的装盒组装设备,其中贯穿所述旋转转盘对应所述吸塑盒定位腔设置有第二检测通孔;
11.于所述吸塑盒入料工位对应所述第二检测通孔设置有第六光电开关,所述第六光电开关与所述第一旋转机构电性连接。
12.上述的装盒组装设备,其中于所述组装承载座上围绕所述吸塑盒定位腔设置有若干定位柱。
13.上述的装盒组装设备,其中所述锁套翻转装置包括第一翻转支架、纵向设置于所述第一翻转支架上的第四升降装置、活动设置于所述第四升降装置上的第一旋转装置、及
设置于所述第一旋转装置上的第一翻转固持装置;
14.所述第一翻转固持装置包括第四拾取座、若干组按间隔距离并列设置于所述第四拾取座上的第三吸取头,所述第三吸取头对应所述吸塑盒定位腔设置。
15.上述的装盒组装设备,其中所述第二锁套拾取装置包括第一机械臂、及活动设置于所述第一机械臂上的分距移载装置;
16.所述分距移载装置包括设置于所述第一机械臂上的分距座、设置于所述分距座上的滑轨、及横向设置于所述分距座上的第四气缸;
17.所述分距座上设置有固定吸附治具,于所述滑轨上活动设置有若干组活动吸附治具,所述固定吸附治具与相邻的所述活动吸附治具之间设置有第一变距连杆,相邻的两组所述活动吸附治具之间设置有第二变距连杆,所述第四气缸与最外侧的所述活动吸附治具通过传动块传动连接,所述固定吸附治具和所述活动吸附治具对应所述吸塑盒定位腔设置。
18.上述的装盒组装设备,其中于所述分距座的两端分别设置有用于限制所述活动吸附治具过度横移的第三缓冲器和第四缓冲器;
19.于所述第四气缸的两端对应所述传动块设置有第七光电开关和第八光电开关,所述第七光电开关和第八光电开关均与所述固定吸附治具和所述活动吸附治具电性连接。
20.上述的装盒组装设备,其中所述锁芯翻转装置包括第二翻转支架、纵向设置于所述第二翻转支架上的第五升降装置、活动设置于所述第五升降装置上的第二旋转装置、及设置于所述第二旋转装置上的第二翻转固持装置;
21.所述第二翻转固持装置包括第四拾取座、及若干组按间隔距离并列设置于所述第四拾取座上的第二拾取电磁铁,所述第二拾取电磁铁对应所述吸塑盒定位腔设置,所述第二拾取电磁铁的下端面设置有用于固定锁芯的第二紧固弧面。
22.上述的装盒组装设备,其中所述第二锁芯拾取装置包括第二机械臂、活动设置于所述第二机械臂上的第五拾取座、及若干组按间隔距离并列设置于所述第五拾取座上的第五气缸,于所述第五气缸上对应所述吸塑盒定位腔设置有锁芯夹爪,所述锁芯夹爪设置有用于固定锁芯的第三紧固弧面。
23.上述的装盒组装设备,其中所述产品移载装置包括第三机械臂、活动设置于所述第三机械臂上的第六拾取座、及若干组按间隔距离并列设置于所述第六拾取座上的第四吸取头,所述第四吸取头对应所述吸塑盒定位腔设置。
24.本实用新型的有益效果为:本实用新型利用所述承载转盘装置依次流转于所述吸塑盒入料工位、锁套装盒工位、锁芯装盒工位和产品出料工位,自动化完成吸塑盒入料、锁套装盒、锁芯装盒和产品出料的工序,组装工序连贯性强,设备占用空间小,提高装盒组装的高效性和有序性;其中,配合设置所述锁套翻转装置和所述第二锁套拾取装置、所述锁芯翻转装置和所述第二锁芯拾取装置,确保锁套、锁芯翻转至指定角度和位置后精准拾取放置于吸塑盒中,实现定距定量投放组装,避免因人工组装误差大而导致装盒匹配性和精度差的问题。
附图说明
25.下面结合附图和实施例对本实用新型进一步说明。
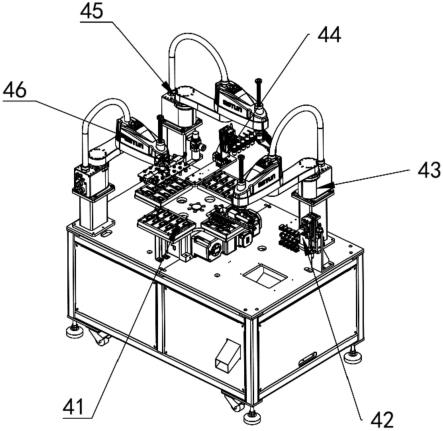
26.图1为本实用新型的结构立体示意图;
27.图2为本实用新型中承载转盘装置的俯视示意图;
28.图3为本实用新型中锁套翻转装置的立体示意图;
29.图4为本实用新型中第二锁套拾取装置的立体示意图;
30.图5为本实用新型中分距移载装置的立体示意图;
31.图6为本实用新型中锁芯翻转装置的立体示意图;
32.图7为本实用新型中第二锁芯拾取装置的立体示意图;
33.图8为本实用新型中产品移载装置的立体示意图。
具体实施方式
34.下面通过具体实施例对本实用新型作进一步说明,以使本实用新型的技术方案更易于理解、掌握,而非对本实用新型进行限制。
35.实施例:参见图1至图8,本实施例提供的一种装盒组装设备,其包括吸塑盒入料工位、锁套装盒工位、锁芯装盒工位和产品出料工位,依次经过所述吸塑盒入料工位、锁套装盒工位、锁芯装盒工位和产品出料工位设置有承载转盘装置41;
36.于所述锁套装盒工位对应所述承载转盘装置41配套设置有锁套翻转装置42和第二锁套拾取装置43;
37.于所述锁芯装盒工位对应所述承载转盘装置41配套设置有锁芯翻转装置44和第二锁芯拾取装置45;
38.于所述产品出料工位对应所述承载转盘装置41设置有产品移载装置46。
39.具体地,利用所述承载转盘装置41依次流转于所述吸塑盒入料工位、锁套装盒工位、锁芯装盒工位和产品出料工位,自动化完成吸塑盒入料、锁套装盒、锁芯装盒和产品出料的工序,组装工序连贯性强,设备占用空间小,提高装盒组装的高效性和有序性;其中,配合设置所述锁套翻转装置42和所述第二锁套拾取装置43、所述锁芯翻转装置44和所述第二锁芯拾取装置45,确保锁套、锁芯翻转至指定角度和位置后精准拾取放置于吸塑盒中,实现定距定量投放组装,避免因人工组装误差大而导致装盒匹配性和精度差的问题,并且通过所述产品移载装置46移载至纸塑压合机中以压合吸塑盒以完成装盒包装操作,装置自动化程度高。
40.较佳地,所述承载转盘装置41包括第一旋转机构、及水平设置于所述第一旋转机构上的旋转转盘411,于所述旋转转盘411上至少设置有四组组装承载座412,所述组装承载座412在所述第一旋转机构的作用下依次流经所述吸塑盒入料工位、锁套装盒工位、锁芯装盒工位和产品出料工位,所述组装承载座412至少包括两组吸塑盒定位腔;在本实施例中,所述第一旋转机构配合设置有分割器、减速器和变频马达,当所述变频马达动作时联动所述减速器和所述分割器带动所述旋转转盘411逆向旋转转动,每次旋转90
°
,四组所述组装承载座412同步旋转,例如驱使一组所述组装承载座412由所述吸塑盒入料工位旋转至所述锁套装盒工位中,便于进一步提高组装精准度。
41.进一步地,贯穿所述旋转转盘411对应所述吸塑盒定位腔设置有第二检测通孔;
42.于所述吸塑盒入料工位对应所述第二检测通孔设置有第六光电开关413,所述第六光电开关413与所述第一旋转机构电性连接;当所述第六光电开关413检测到所述吸塑盒
定位腔中置有吸塑盒时,驱使所述第一旋转机构开始工作,极大程度地提高设备的自动化程度。
43.进一步地,于所述组装承载座412上围绕所述吸塑盒定位腔设置有若干定位柱414,所述定位柱414用于提高吸塑盒于所述吸塑盒定位腔中的定位稳固性和精准性。
44.较佳地,所述锁套翻转装置42包括第一翻转支架、纵向设置于所述第一翻转支架上的第四升降装置421、活动设置于所述第四升降装置421上的第一旋转装置422、及设置于所述第一旋转装置422上的第一翻转固持装置;具体地,所述第四升降装置421可优选为由气缸、电机驱动的装置,所述第一旋转装置422可优选为旋转气缸等装置;
45.所述第一翻转固持装置包括第四拾取座、若干组按间隔距离并列设置于所述第四拾取座上的第三吸取头423,所述第三吸取头423对应所述吸塑盒定位腔设置,所述第三吸取头423外接有负压发生装置,所述负压发生装置用于当所述第三吸取头423吸取锁套时产生负压。
46.较佳地,所述第二锁套拾取装置43包括第一机械臂431、及活动设置于所述第一机械臂431上的分距移载装置432;所述第一机械臂431具有3个水平回转自由度,可提高所述分距移载装置432于有限空间内的大范围移动范围;
47.所述分距移载装置432包括设置于所述第一机械臂431上的分距座、设置于所述分距座上的滑轨、及横向设置于所述分距座上的第四气缸433;
48.所述分距座上设置有固定吸附治具434,于所述滑轨上活动设置有若干组活动吸附治具435,所述固定吸附治具434与相邻的所述活动吸附治具435之间设置有第一变距连杆,相邻的两组所述活动吸附治具435之间设置有第二变距连杆,所述第四气缸433与最外侧的所述活动吸附治具435通过传动块传动连接,所述固定吸附治具434和所述活动吸附治具435对应所述吸塑盒定位腔设置;具体地,所述固定吸附治具434和所述活动吸附治具435的结构相同,均包括吸嘴,且所述固定吸附治具434和所述活动吸附治具435外接有负压发生装置,以保证良好的吸取稳定性;当所述第四气缸433驱使所述活动吸附治具435向所述固定吸附治具434靠拢时,此时所述固定吸附治具434与相邻的所述活动吸附治具435、相邻的两组所述活动吸附治具435之间的间距缩小至相同距离以实现定距聚拢;当所述第四气缸433驱使所述活动吸附治具435远离所述固定吸附治具434时,此时所述固定吸附治具434与相邻的所述活动吸附治具435、相邻的两组所述活动吸附治具435之间的间距增大至相同距离以实现定距分离,从而实现所述分距移载装置432定距聚拢或定距分离拾取锁套,进一步提高锁套定距装盒的一致性。
49.进一步地,于所述分距座的两端分别设置有用于限制所述活动吸附治具435过度横移的第三缓冲器和第四缓冲器;所述第三缓冲器和第四缓冲器用于对活动吸附治具435起缓冲作用达到稳定的目的,避免所述活动吸附治具435过度横移而影响定距效果;
50.于所述第四气缸433的两端对应所述传动块设置有第七光电开关436和第八光电开关437,所述第七光电开关436和第八光电开关437均与所述固定吸附治具434和所述活动吸附治具435电性连接;所述第七光电开关436和第八光电开关437用于检测所述传动块的位置以判断所述分距移载装置432处于定距聚拢或定距分离状态,当所述第七光电开关436检测到所述传动块时,此时所述分距移载装置432处于定距聚拢,驱使所述固定吸附治具434和所述活动吸附治具435拾取锁套;当所述第八光电开关437检测到所述传动块时,此时
所述分距移载装置432处于定距分离,驱使所述固定吸附治具434和所述活动吸附治具435松开锁套。
51.较佳地,所述锁芯翻转装置44包括第二翻转支架、纵向设置于所述第二翻转支架上的第五升降装置441、活动设置于所述第五升降装置441上的第二旋转装置442、及设置于所述第二旋转装置442上的第二翻转固持装置;具体地,所述第五升降装置441可优选为由气缸、电机驱动的装置,所述第二旋转装置442可优选为旋转气缸等装置;
52.所述第二翻转固持装置包括第四拾取座、及若干组按间隔距离并列设置于所述第四拾取座上的第二拾取电磁铁443,所述第二拾取电磁铁443对应所述吸塑盒定位腔设置,所述第二拾取电磁铁443的下端面设置有用于固定锁芯的第二紧固弧面;具体地,所述第二拾取电磁铁443通电或断电以实现吸附或松开锁芯,所述第二紧固弧面与锁芯的外周面相适配,便于所述第二紧固弧面与锁芯进行更好地贴合,防止在移载过程中脱落,提高拾取可靠性。
53.较佳地,所述第二锁芯拾取装置45包括第二机械臂451、活动设置于所述第二机械臂451上的第五拾取座、及若干组按间隔距离并列设置于所述第五拾取座上的第五气缸452,于所述第五气缸452上对应所述吸塑盒定位腔设置有锁芯夹爪453,所述锁芯夹爪453设置有用于固定锁芯的第三紧固弧面;具体地,所述第二机械臂451具有3个水平回转自由度,可提高所述锁芯夹爪453于有限空间内的大范围移动范围,所述第三紧固弧面与锁芯的外周面相适配,便于所述第三紧固弧面与锁芯进行更好地贴合,防止在移载过程中脱落,提高拾取可靠性。
54.较佳地,所述产品移载装置46包括第三机械臂461、活动设置于所述第三机械臂461上的第六拾取座、及若干组按间隔距离并列设置于所述第六拾取座上的第四吸取头462,所述第四吸取头462对应所述吸塑盒定位腔设置;具体地,所述第三机械臂461具有3个水平回转自由度,可提高所述第四吸取头462于有限空间内的大范围移动范围;所述第四吸取头462外接有负压发生装置,所述负压发生装置用于当所述第四吸取头462吸取以装载有锁套和锁芯的吸塑盒时产生负压。
55.本实用新型在工作时,包括以下步骤:
56.(1)将空置的吸塑盒放置于位于所述吸塑盒入料工位的组装承载座412中,以完成吸塑盒入料工序;
57.(2)所述承载转盘装置41驱动旋转90
°
,以使该组装承载座412移至所述锁套装盒工位;
58.(3)待组装的锁套由所述锁套翻转装置42拾取后翻转180
°
,并经由所述第二锁套拾取装置43移载放置于吸塑盒中,以完成锁套装盒工序;
59.(4)所述承载转盘装置41驱动旋转90
°
,以使该组装承载座412移至所述锁芯装盒工位;
60.(5)待组装的锁芯由所述锁芯翻转装置44拾取后翻转180
°
,并经由所述第二锁芯拾取装置45移载放置于吸塑盒中,以完成锁芯装盒工序;
61.(6)所述承载转盘装置41驱动旋转90
°
,以使该组装承载座412移至所述产品出料工位;
62.(7)装载有锁套和锁芯的吸塑盒经由所述产品移载装置46移至纸塑压合机中,以
完成产品出料工序;
63.(8)所述纸塑压合机压合吸塑盒,以完成装盒包装操作。
64.本实用新型设计合理巧妙,利用所述承载转盘装置依次流转于所述吸塑盒入料工位、锁套装盒工位、锁芯装盒工位和产品出料工位,自动化完成吸塑盒入料、锁套装盒、锁芯装盒和产品出料的工序,组装工序连贯性强,设备占用空间小,提高装盒组装的高效性和有序性;其中,配合设置所述锁套翻转装置和所述第二锁套拾取装置、所述锁芯翻转装置和所述第二锁芯拾取装置,确保锁套、锁芯翻转至指定角度和位置后精准拾取放置于吸塑盒中,实现定距定量投放组装,避免因人工组装误差大而导致装盒匹配性和精度差的问题。
65.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,都可利用上述揭示的技术手段和技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。故凡是未脱离本实用新型技术方案的内容,依据本实用新型之形状、构造及原理所作的等效变化,均应涵盖于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1