一种镀铜片架输送装置的制作方法
1.本实用新型涉及镀铜设备领域,特别涉及一种镀铜片架输送装置。
背景技术:
2.在电子元器件的一个或两个表面镀覆金属电极层的工艺叫金属化,在陶瓷介质片的表面镀覆铜电极层时,为了实现无污染金属化,目前工厂开始采用磁控溅射技术取代电镀、等离子喷涂和丝网印刷-烧结等传统工艺,采用这种技术进行金属化后,陶瓷介质片上所形成的金属电极层致密性强、电学性能良好、抗拉强度高。
3.采用磁控溅射对陶瓷介质片进行金属化时,需要采用磁控溅射镀铜机进行操作。使用时,工人需要先将装有多个陶瓷介质片的托板安装在片架上,再将整个片架送入到磁控溅射镀铜机中,对陶瓷介质片表面进行镀铜。在每次加工后,片架都需要对完成镀铜的托板卸料,并在重新装上装载有需要镀铜的陶瓷介质片的托板后,再由工人将片架从磁控溅射镀铜机的片架出口处重新转移到片架入口处,由于磁控溅射镀铜机的片架出入口距离较远,并且在完成镀铜后,片架刚由磁控溅射镀铜机中送出时温度较高,工人转移时较为困难,并且容易造成烫伤。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种镀铜片架输送装置,这种镀铜片架输送装置能自动将完成镀铜的片架由磁控溅射镀铜机出口接出,并且重新送向磁控溅射镀铜机入口处,自动化程度较高,有效节省人工并避免意外发生。
5.为了解决上述技术问题,采用的技术方案如下:
6.一种镀铜片架输送装置,其特征在于:包括第一接架机构、平移输送机构和第二接架机构,第一接架机构、平移输送机构和第二接架机构沿片架的输送方向自前至后依次设置;第一接架机构包括第一固定架、第一输送装置,以及能够驱动第一输送装置相对于第一固定架前后移动的第一驱动装置;第二接架机构包括第二固定架、第二输送装置,以及能够驱动第二输送装置相对于第二固定架前后移动的第二驱动装置。
7.上述镀铜片架输送装置中,当第一输送装置移动到第一固定架的前端时,第一输送装置与磁控溅射镀铜机的片架出口处的位置相对应;当第一输送装置移动到第一固定架的后端时,第一输送装置与平移输送机构的前端位置相对应;当第二输送装置移动到第二固定架的前端时,第二输送装置与平移输送机构的后端位置相对应;当第二输送装置移动到第二固定架的后端时,第二输送装置与磁控溅射镀铜机的片架入口处的位置相对应。当装有托板的片架上的陶瓷介质片在磁控溅射镀铜机中完成镀铜后,磁控溅射镀铜机将片架送出,第一输送装置在第一固定架前端与磁控溅射镀铜机的片架出口位置对齐,并将片架接住,使片架放置在第一输送装置上;随后第一驱动装置驱动第一输送装置移动到第一固定架后端,使第一输送装置与平移输送机构的前端位置对齐,第一输送装置将片架向平移输送机构输送;随后片架在平移输送机构上向第二接架机构进行平移输送,在输送过程中,
片架移动到某个位置处时将暂时停止输送,此时工人可以将完成镀铜的托板取下,并重新装上装载有需要镀铜的陶瓷介质片的托板,再沿平移输送机构继续向后移动;当片架移动到平移输送机构的后端时,第二输送装置在第二固定架的前端并与平移输送机构的位置对齐,并将输送而来的片架接住,使片架放置在第二输送装置上;随后第二驱动装置驱动第二输送装置移动到第二固定架后端,使第二输送装置与磁控溅射镀铜机的片架入口处位置对齐,第二输送装置将片架从磁控溅射镀铜机的片架入口处送入到磁控溅射镀铜机中进行镀铜加工,依次循环。这种镀铜片架输送装置能自动将完成镀铜的片架由磁控溅射镀铜机出口接出,并且重新送向磁控溅射镀铜机入口处,在整个输送过程中,片架无需取下,工人只需要对托板进行更换即可,操作简单,能有效节省人工并避免意外发生。
8.通常,片架在第一接架机构、第二接架机构上的移动轨迹均与片架在平移输送机构上的移动轨迹相互垂直。
9.优选方案中,所述第一输送装置包括第一移动架和第一接送机构,第一驱动装置能够驱动第一移动架相对于第一固定架前后移动,第一移动架上设有第一片架框架,第一片架框架的一侧面开有第一框架开口;第一接送机构包括第一电机、第一传动机构、多个第一输送轮和多个第一转轴,第一输送轮和第一转轴数量相同并且一一对应,第一转轴可转动安装在第一移动架上,第一输送轮安装在对应的第一转轴上,各个第一输送轮处于第一片架框架的底部并沿第一片架框架自左至右依次设置;第一电机安装在第一移动架上,至少一个第一转轴通过第一传动机构与第一电机的动力输出轴传动连接。
10.通常的,第一移动架上的第一框架开口与磁控溅射镀铜机的片架出口位置相对应,并且第一输送轮的上端与片架送出时片架的底部边沿位置相对应。当装有托板的片架在磁控溅射镀铜机中完成镀铜后送出时,片架在磁控溅射镀铜机的输送下逐渐穿过第一框架开口,向第一移动架上的第一片架框架输送;此时第一电机通过第一传动机构带动第一转轴、第一输送轮转动,并且第一输送轮的转动方向与片架的输送方向相同;当片架的底部边沿与第一输送轮接触时,第一输送轮将带动片架继续进行移动,直至整个片架转移到第一移动架上,第一电机停止工作;随后第一驱动装置驱动第一移动架移动到第一固定架后端,使第一移动架上的第一框架开口与平移输送机构的前端位置对齐,此时第一电机反转,使第一输送轮反向带动片架移动到平移输送机构上。
11.上述第一传动机构通常包括第一主动带轮、第一从动带轮和第一环形皮带,第一主动带轮安装在第一电机的动力输出轴,第一从动带轮安装在对应的第一转轴上,第一环形皮带张紧在第一主动带轮和第一从动带轮之间。当第一电机需要同时驱动两个第一转轴转动时,可以增设第一驱动组件,第一驱动组件包括第一环形皮带和两个第一从动带轮,此时,需要被驱动的两个第一转轴上分别装有第一从动带轮,其中,与第一电机接近的第一转轴上装有两个第一从动带轮,其中一个第一从动带轮通过第一环形皮带与第一主动带轮连接,另一个第一从动带轮通过第一环形皮带与另一个第一转轴上的第一从动带轮连接(即当第一电机带动一个第一转轴转动时,该第一转轴能够通过第一驱动组件带动另一第一转轴转动)。根据需要驱动的第一输送轮的数量,可以增设对应数量的第一驱动组件(当需要驱动的第一输送轮数量为n时,第一驱动组件的数量为n-1),即沿各个第一输送轮的排列方向,由相邻的第一转轴进行带动。
12.进一步的优选方案中,所述第一固定架上设有两个第一导轨,第一导轨沿前后方
向设置,第一移动架底部设有分别与两个第一导轨滚动配合的第一车轮。第一车轮能够在第一驱动装置驱动第一移动架的情况下沿第一导轨前后移动。
13.一种具体方案中,所述第一驱动装置安装在第一移动架上,第一驱动装置(可采用电动机)的动力输出轴与至少一个第一车轮传动连接。
14.另一种具体方案中,所述第一驱动装置安装在第一固定架上,第一移动架与第一驱动装置的动力输出端连接。第一驱动装置可为传动带、传动链、无杆气缸或螺杆/螺母结构等。
15.优选方案中,所述第二输送装置包括第二移动架和第二接送机构,第二驱动装置能够驱动第二移动架相对于第二固定架前后移动,第二移动架上设有第二片架框架,第二片架框架的一侧面开有第二框架开口;第二接送机构包括第二电机、第二传动机构、多个第二输送轮和多个第二转轴,第二输送轮和第二转轴数量相同并且一一对应,第二转轴可转动安装在第二移动架上,第二输送轮安装在对应的第二转轴上,各个第二输送轮处于第二片架框架的底部并沿第二片架框架自左至右依次设置;第二电机安装在第二移动架上,至少一个第二转轴通过第二传动机构与第二电机的动力输出轴传动连接。
16.通常的,第二移动架上的第二框架开口与磁控溅射镀铜机的片架入口位置相对应。装有需要镀铜托板的片架从平移输送机构上向第二移动架输送,片架在平移输送机构的输送下逐渐穿过第二框架开口向第二移动架上的第二片架框架输送;此时第二电机通过第二传动机构带动第二转轴、第二输送轮转动,并且第二输送轮的转动方向与片架的输送方向相同;当片架的底部边沿与第二输送轮接触时,第二输送轮将带动片架继续进行移动,直至整个片架转移到第二移动架上,第二电机停止工作;随后第二驱动装置驱动第二移动架移动到第二固定架后端,使第二移动架上的第二框架开口与平移输送机构的前端位置对齐,此时第二电机反转,使第二输送轮反向带动片架从磁控溅射镀铜机的片架入口进入到磁控溅射镀铜机中。
17.上述第二传动机构通常包括第二主动带轮、第二从动带轮和第二环形皮带,第二主动带轮安装在第二电机的动力输出轴,第二从动带轮安装在对应的第二转轴上,第二环形皮带张紧在第二主动带轮和第二从动带轮之间。当第二电机需要同时驱动两个第二转轴转动时,可以增设第二驱动组件,第二驱动组件包括第二环形皮带和两个第二从动带轮,此时,需要被驱动的两个第二转轴上分别装有第二从动带轮,其中,与第二电机接近的第二转轴上装有两个第二从动带轮,其中一个第二从动带轮通过第二环形皮带与第二主动带轮连接,另一个第二从动带轮通过第二环形皮带与另一个第二转轴上的第二从动带轮连接(即当第二电机带动一个第二转轴转动时,该第二转轴能够通过第二驱动组件带动另一第二转轴转动)。根据需要驱动的第二输送轮的数量,可以增设对应数量的第二驱动组件(当需要驱动的第二输送轮数量为n时,第二驱动组件的数量为n-1),即沿各个第二输送轮的排列方向,由相邻的第二转轴进行带动。
18.进一步的优选方案中,所述第二固定架上设有两个第二导轨,第二导轨沿前后方向设置,第二移动架底部设有分别与两个第二导轨滚动配合的第二车轮。第二车轮能够在第二驱动装置驱动第二移动架的情况下沿第二导轨前后移动。
19.一种具体方案中,所述第二驱动装置安装在第二移动架上,第二驱动装置(可采用电动机)的动力输出轴与至少一个第二车轮传动连接。
20.另一种具体方案中,所述第二驱动装置安装在第二固定架上,第二移动架与第二驱动装置的动力输出端连接。第二驱动装置可为传动带、传动链、无杆气缸或螺杆/螺母结构等。
21.一种优选方案中,所述平移输送机构包括第三固定架和第三接送机构,第三固定架上设有第三片架框架,第三片架框架底部与第三固定架连接,第三片架框架顶部设有导向通道;第三接送机构包括第三电机、第三传动机构、多个第三输送轮和多个第三转轴,第三转轴可转动安装在第三固定架上,第三输送轮安装在对应的第三转轴上,各个第三输送轮处于第三片架框架的底部并沿第三片架框架自前至后依次排列;第三电机安装在第三固定架上,各第三转轴通过第三传动机构与第三电机的动力输出轴传动连接。
22.另一种优选方案中,所述平移输送机构包括多个第三固定架和多个第三接送机构,第三固定架和第三接送机构的数量相同并且一一对应,各个第三固定架自前至后依次排列,各个第三固定架上分别设有第三片架框架,第三片架框架的两侧侧面分别开有第三框架开口;相邻两个第三固定架中,处于后端的第三片架框架上前侧的第三框架开口与处于前端的第三片架框架上后侧的第三框架开口位置相对应;第三接送机构包括第三电机、第三传动机构、多个第三输送轮和多个第三转轴,第三输送轮和第三转轴数量相同并且一一对应,第三转轴可转动安装在第三固定架上,第三输送轮安装在对应的第三转轴上,各个第三输送轮处于第三片架框架的底部并沿第三片架框架自前至后依次排列;第三电机安装在第三固定架上,至少一个第三转轴通过第三传动机构与第三电机的动力输出轴传动连接。第三固定架可以是一个长条状并且连续的架体,也可以是由多个架体拼接而成。
23.通常的,当第一输送装置移动到第一固定架的后端时,第一输送装置与处于最前端的第三片架框架的前侧第三框架开口位置相对应;当第二输送装置移动到第二固定架的前端时,第二输送装置与处于最后端的第三片架框架的后侧第三框架开口位置相对应。当装有完成镀铜托板的片架从第一输送装置输送而来时,片架在第一输送装置的输送下逐渐穿过第三框架开口向处于最前端的第三固定架上的第三片架框架输送;此时对应第三固定架上的第三电机通过第三传动机构带动第三输送轮转动,并且第三输送轮的转动方向与片架的输送方向相同,当片架的底部边沿与第三输送轮接触时,第三输送轮将带动片架进行移动,随着各个第三电机的运行,片架依次经过各个第三片架框架;当片架移动到需要进行托板卸装的位置处,该位置上的第三电机在整个片架转移到第三固定架上时停止工作,此时工人可以将完成镀铜的托板取下,并重新装上需要镀铜的托板;随后第三电机重新开始工作,继续将装有需要镀铜托板的片架向处于后方的第三片架框架转移;直至将片架从处于最后方的第三片架框架上的后侧第三框架开口中穿过,并送向第二输送装置上。
24.上述第三传动机构通常包括第三主动带轮、第三从动带轮和第三环形皮带,第三主动带轮安装在第三电机的动力输出轴,第三从动带轮安装在对应的第三转轴上,第三环形皮带张紧在第三主动带轮和第三从动带轮之间。当第三电机需要同时驱动两个第三转轴转动时,可以增设第三驱动组件,第三驱动组件包括第三环形皮带和两个第三从动带轮,此时,需要被驱动的两个第三转轴上分别装有第三从动带轮,其中,与第三电机接近的第三转轴上装有两个第三从动带轮,其中一个第三从动带轮通过第三环形皮带与第三主动带轮连接,另一个第三从动带轮通过第三环形皮带与另一个第三转轴上的第三从动带轮连接,(即当第三电机带动一个第三转轴转动时,该第三转轴能够通过第三驱动组件带动另一第三转
轴转动)。根据需要驱动的第三输送轮的数量,可以增设对应数量的第三驱动组件(当需要驱动的第三输送轮数量为n时,第三驱动组件的数量为n-1),即沿各个第三输送轮的排列方向,由相邻的第三转轴进行带动。进一步的,各个第三接送机构中第三电机的数量总数可以为至少一个,相邻第三固定架之间的第三转轴也可以同样采用第三驱动组件进行连接。
25.上述前后方向是根据片架的输送位置而定,片架先到达的位置为前,后到达的位置为后。
26.本实用新型的有益效果在于:这种镀铜片架输送装置能自动将完成镀铜的片架由磁控溅射镀铜机出口接出,并且重新送向磁控溅射镀铜机入口处,在整个输送过程中,片架无需取下,工人只需要对托板进行更换即可,操作简单,能有效节省人工并避免意外发生。
附图说明
27.图1为本实用新型实施例中镀铜片架输送装置的俯视图;
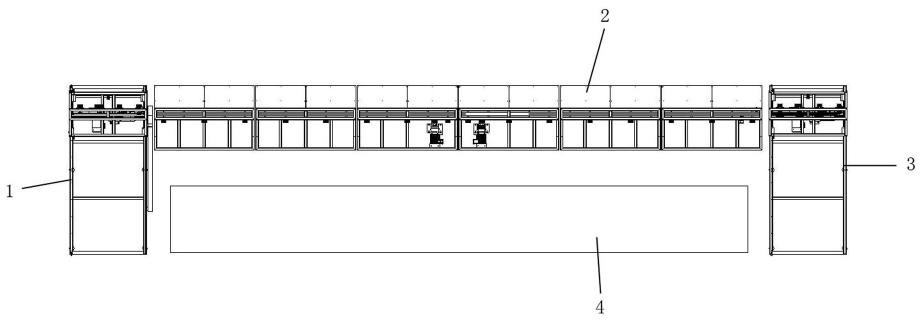
28.图2为本实用新型实施例中镀铜片架输送装置的侧视图;
29.图3为本实用新型实施例中第一接架机构或第二接架机构的俯视图;
30.图4为本实用新型实施例中第一接架机构或第二接架机构的正视图;
31.图5为本实用新型实施例中平移输送机构部分位置的俯视图。
具体实施方式
32.下面结合附图和具体实施例对本实用新型做进一步描述:
33.如图1-5所示的一种镀铜片架输送装置,包括第一接架机构1、平移输送机构2和第二接架机构3,第一接架机构1、平移输送机构2和第二接架机构3沿片架的输送方向自前至后依次设置;第一接架机构1包括第一固定架101、第一输送装置102,以及能够驱动第一输送装置102相对于第一固定架101前后移动的第一驱动装置103;第二接架机构3包括第二固定架301、第二输送装置302,以及能够驱动第二输送装置302相对于第二固定架301前后移动的第二驱动装置303。
34.上述镀铜片架输送装置中,当第一输送装置102移动到第一固定架101的前端时,第一输送装置102与磁控溅射镀铜机4的片架出口处的位置相对应;当第一输送装置102移动到第一固定架101的后端时,第一输送装置102与平移输送机构2的前端位置相对应;当第二输送装置302移动到第二固定架301的前端时,第二输送装置302与平移输送机构2的后端位置相对应;当第二输送装置302移动到第二固定架301的后端时,第二输送装置302与磁控溅射镀铜机4的片架入口处的位置相对应。当装有托板的片架上的陶瓷介质片在磁控溅射镀铜机4中完成镀铜后,磁控溅射镀铜机4将片架送出,第一输送装置102在第一固定架101前端与磁控溅射镀铜机4的片架出口位置对齐,并将片架接住,使片架放置在第一输送装置102上;随后第一驱动装置103驱动第一输送装置102移动到第一固定架101后端,使第一输送装置102与平移输送机构2的前端位置对齐,第一输送装置102将片架向平移输送机构2输送;随后片架在平移输送机构2上向第二接架机构3进行平移输送,在输送过程中,片架移动到某个位置处时将暂时停止输送,此时工人可以将完成镀铜的托板取下,并重新装上装载有需要镀铜的陶瓷介质片的托板,再沿平移输送机构2继续向后移动;当片架移动到平移输送机构2的后端时,第二输送装置302在第二固定架301的前端并与平移输送机构2的位置对
齐,并将输送而来的片架接住,使片架放置在第二输送装置302上;随后第二驱动装置303驱动第二输送装置302移动到第二固定架301后端,使第二输送装置302与磁控溅射镀铜机4的片架入口处位置对齐,第二输送装置302将片架从磁控溅射镀铜机4的片架入口处送入到磁控溅射镀铜机4中进行镀铜加工,依次循环。这种镀铜片架输送装置能自动将完成镀铜的片架由磁控溅射镀铜机4出口接出,并且重新送向磁控溅射镀铜机4入口处,在整个输送过程中,片架无需取下,工人只需要对托板进行更换即可,操作简单,能有效节省人工并避免意外发生。
35.片架在第一接架机构1、第二接架机构3上的移动轨迹均与片架在平移输送机构2上的移动轨迹相互垂直。
36.第一输送装置102包括第一移动架1021和第一接送机构1022,第一驱动装置103能够驱动第一移动架1021相对于第一固定架101前后移动,第一移动架1021上设有第一片架框架10211,第一片架框架10211的一侧面开有第一框架开口;第一接送机构1022包括第一电机10221、第一传动机构10222、多个第一输送轮10223和多个第一转轴(图中看不见),第一输送轮10223和第一转轴数量相同并且一一对应,第一转轴可转动安装在第一移动架1021上,第一输送轮10223安装在对应的第一转轴上,各个第一输送轮10223处于第一片架框架10211的底部并沿第一片架框架10211自左至右依次设置;第一电机10221安装在第一移动架1021上,多个第一转轴通过第一传动机构10222与第一电机10221的动力输出轴传动连接。
37.第一移动架1021上的第一框架开口与磁控溅射镀铜机4的片架出口位置相对应,并且第一输送轮10223的上端与片架送出时片架的底部边沿位置相对应。当装有托板的片架在磁控溅射镀铜机4中完成镀铜后送出时,片架在磁控溅射镀铜机4的输送下逐渐穿过第一框架开口,向第一移动架1021上的第一片架框架10211输送;此时第一电机10221通过第一传动机构10222带动第一转轴、第一输送轮10223转动,并且第一输送轮10223的转动方向与片架的输送方向相同;当片架的底部边沿与第一输送轮10223接触时,第一输送轮10223将带动片架继续进行移动,直至整个片架转移到第一移动架1021上,第一电机10221停止工作;随后第一驱动装置103驱动第一移动架1021移动到第一固定架101后端,使第一移动架1021上的第一框架开口与平移输送机构2的前端位置对齐,此时第一电机10221反转,使第一输送轮10223反向带动片架移动到平移输送机构2上。
38.上述第一传动机构10222包括第一主动带轮、多个第一从动带轮和多条第一环形皮带,第一主动带轮安装在第一电机10221的动力输出轴,第一从动带轮安装在对应的第一转轴上,其中第一环形皮带张紧在第一主动带轮和第一从动带轮之间,需要被驱动的两个第一转轴上分别装有第一从动带轮,其中,与第一电机10221接近的第一转轴上装有两个第一从动带轮,其中一个第一从动带轮通过第一环形皮带与第一主动带轮连接,另一个第一从动带轮通过第一环形皮带与另一个第一转轴上的第一从动带轮连接(即当第一电机10221带动一个第一转轴转动时,该第一转轴能够通过第一驱动组件带动另一第一转轴转动)。
39.第一固定架101上设有两个第一导轨1011,第一导轨1011沿前后方向设置,第一移动架1021底部设有分别与两个第一导轨1011滚动配合的第一车轮10212。第一车轮10212能够在第一驱动装置103驱动第一移动架1021的情况下沿第一导轨1011前后移动。
40.第一驱动装置103安装在第一移动架1021上,第一驱动装置103(采用电动机)的动力输出轴与第一车轮10212传动连接。
41.第二输送装置302包括第二移动架3021和第二接送机构3022,第二驱动装置303能够驱动第二移动架3021相对于第二固定架301前后移动,第二移动架3021上设有第二片架框架30211,第二片架框架30211的一侧面开有第二框架开口;第二接送机构3022包括第二电机30221、第二传动机构30222、多个第二输送轮30223和多个第二转轴(图中看不见),第二输送轮30223和第二转轴数量相同并且一一对应,第二转轴可转动安装在第二移动架3021上,第二输送轮30223安装在对应的第二转轴上,各个第二输送轮30223处于第二片架框架30211的底部并沿第二片架框架30211自左至右依次设置;第二电机30221安装在第二移动架3021上,至少一个第二转轴通过第二传动机构30222与第二电机30221的动力输出轴传动连接。
42.第二移动架3021上的第二框架开口与磁控溅射镀铜机4的片架入口位置相对应。装有需要镀铜托板的片架从平移输送机构2上向第二移动架3021输送,片架在平移输送机构2的输送下逐渐穿过第二框架开口向第二移动架3021上的第二片架框架30211输送;此时第二电机30221通过第二传动机构30222带动第二转轴、第二输送轮30223转动,并且第二输送轮30223的转动方向与片架的输送方向相同;当片架的底部边沿与第二输送轮30223接触时,第二输送轮30223将带动片架继续进行移动,直至整个片架转移到第二移动架3021上,第二电机30221停止工作;随后第二驱动装置303驱动第二移动架3021移动到第二固定架301后端,使第二移动架3021上的第二框架开口与平移输送机构2的前端位置对齐,此时第二电机30221反转,使第二输送轮30223反向带动片架从磁控溅射镀铜机4的片架入口进入到磁控溅射镀铜机4中。
43.上述第二传动机构30222包括第二主动带轮、多个第二从动带轮和多条第二环形皮带,第二主动带轮安装在第二电机30221的动力输出轴,第二从动带轮安装在对应的第二转轴上,其中第二环形皮带张紧在第二主动带轮和第二从动带轮之间,需要被驱动的两个第二转轴上分别装有第二从动带轮,其中,与第二电机30221接近的第二转轴上装有两个第二从动带轮,其中一个第二从动带轮通过第二环形皮带与第二主动带轮连接,另一个第二从动带轮通过第二环形皮带与另一个第二转轴上的第二从动带轮连接(即当第二电机30221带动一个第二转轴转动时,该第二转轴能够通过第二驱动组件带动另一第二转轴转动)。
44.第二固定架301上设有两个第二导轨3011,第二导轨3011沿前后方向设置,第二移动架3021底部设有分别与两个第二导轨3011滚动配合的第二车轮30212。第二车轮30212能够在第二驱动装置303驱动第二移动架3021的情况下沿第二导轨3011前后移动。
45.第二驱动装置303安装在第二移动架3021上,第二驱动装置303(采用电动机)的动力输出轴与第二车轮30212传动连接。
46.平移输送机构2包括第三固定架201和第三接送机构202,第三固定架201上设有第三片架框架2011,第三片架框架2011底部与第三固定架201连接,第三片架框架2011顶部设有导向通道;第三接送机构202包括第三电机2021、第三传动机构2022、多个第三输送轮2023和多个第三转轴(图中看不见),第三转轴可转动安装在第三固定架201上,第三输送轮2023安装在对应的第三转轴上,各个第三输送轮2023处于第三片架框架2011的底部并沿第
三片架框架2011自前至后依次排列;第三电机2021安装在第三固定架201上,各第三转轴通过第三传动机构2022与第三电机2021的动力输出轴传动连接。
47.当第一输送装置102移动到第一固定架101的后端时,第一输送装置102与处于最前端的第三片架框架2011的前侧第三框架开口位置相对应;当第二输送装置302移动到第二固定架301的前端时,第二输送装置302与处于最后端的第三片架框架2011的后侧第三框架开口位置相对应。当装有完成镀铜托板的片架从第一输送装置102输送而来时,片架在第一输送装置102的输送下逐渐穿过第三框架开口向处于最前端的第三固定架201上的第三片架框架2011输送;此时对应第三固定架201上的第三电机2021通过第三传动机构2022带动第三输送轮2023转动,并且第三输送轮2023的转动方向与片架的输送方向相同,当片架的底部边沿与第三输送轮2023接触时,第三输送轮2023将带动片架进行移动,随着各个第三电机2021的运行,片架依次经过各个第三片架框架2011;当片架移动到需要进行托板卸装的位置处,该位置上的第三电机2021在整个片架转移到第三固定架201上时停止工作,此时工人可以将完成镀铜的托板取下,并重新装上需要镀铜的托板;随后第三电机2021重新开始工作,继续将装有需要镀铜托板的片架向处于后方的第三片架框架2011转移;直至将片架从处于最后方的第三片架框架2011上的后侧第三框架开口中穿过,并送向第二输送装置302上。
48.上述第三传动机构2022包括第三主动带轮、多个第三从动带轮和多条第三环形皮带,第三主动带轮安装在第三电机2021的动力输出轴,第三从动带轮安装在对应的第三转轴上,其中第三环形皮带张紧在第三主动带轮和第三从动带轮之间,需要被驱动的两个第三转轴上分别装有第三从动带轮,其中,与第三电机2021接近的第三转轴上装有两个第三从动带轮,其中一个第三从动带轮通过第三环形皮带与第三主动带轮连接,另一个第三从动带轮通过第三环形皮带与另一个第三转轴上的第三从动带轮连接(即当第三电机2021带动一个第三转轴转动时,该第三转轴能够通过第三驱动组件带动另一第三转轴转动)。
49.上述前后方向是根据片架的输送位置而定,片架先到达的位置为前,后到达的位置为后。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1