一种单相电能表全自动组装生产线的制作方法
1.本实用新型涉及单相电能表生产技术领域,具体为一种单相电能表全自动组装生产线。
背景技术:
2.单相电能表,应用于有功电度量计量:计量准确、模块化小,可以轻松安装在各类终端配电箱内,导轨式安装、底部接线,与微型断路器完美配合,直观易读机械式显示,降低意外停电丢失数据的风险,单相电能表通常是利用生产线进行自动加工,现有技术中的单相电能表组装生产线,通常由传送带和加工机械手组成,单相电能表的组装材料在传送带上移动,没到一个工位,加工机械手就会进行相应的组装作业,通过各机械手的配合加工,进而实现单相电能表的组装作业,虽然也能实现单相电能表的自动组装作业,但是,单相电能表在传送带上运行时,不免会使机械手出现漏加工的情况,使得加工完成的产品出现残次品,为此,我们提出一种单相电能表全自动组装生产线。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种单相电能表全自动组装生产线,能够提高单相电能表的加工质量,减少残次品的出现,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种单相电能表全自动组装生产线,包括生产车间、组装机构和拍摄机构;
5.生产车间:其内部地面左侧设有中控台,中控台的下端槽口内设有控制开关,中控台的顶部板体上表面设有控制电脑,生产车间的内部地面中部设有带式输送机,控制开关的输入端电连接外部电源,控制电脑的输入端电连接控制开关的输出端,带式输送机的输入端电连接控制电脑的输出端;
6.组装机构:设置于生产车间的内部地面前侧;
7.拍摄机构:设置于生产车间的内部地面前侧,拍摄机构与组装机构配合设置,装置能够自动检测单相电能表的组装进度,能够避免单相电能表在流水线上出现漏加工的情况,提高单相电能表的加工质量,减少残次品的出现。
8.进一步的,所述组装机构包括贴标机械手、第一装配机械手、第二装配机械手、焊接机械手和螺栓固定机械手,所述贴标机械手、第一装配机械手、第二装配机械手、焊接机械手和螺栓固定机械手自左至右依次设置于生产车间的内部地面前侧,贴标机械手、第一装配机械手、第二装配机械手、焊接机械手和螺栓固定机械手的输入端均电连接控制电脑的输出端,能够实现单相电能表的自动组装作业。
9.进一步的,所述拍摄机构包括安装支架和摄像头,所述安装支架均设置于生产车间的内部地面前侧,安装支架分别与贴标机械手、第一装配机械手、第二装配机械手、焊接机械手和螺栓固定机械手配合设置,摄像头分别设置于安装支架的上端,摄像头的输出端
均电连接控制电脑的输入端,能够对产品进行拍摄。
10.进一步的,所述生产车间的内部地面左侧设有上料机械手,生产车间的内部地面右侧设有下料机械手,上料机械手和下料机械手的输入端均电连接控制电脑的输出端,能够实现自动上下料作业。
11.进一步的,还包括支柱、直线电机和机械臂,所述支柱分别设置于生产车间的内部地面左右两侧,支柱的上端均与直线电机的定子下表面左右两端固定连接,机械臂设置于直线电机的动子下表面中部,直线电机和机械臂的输入端均电连接控制电脑的输出端,能够夹取下方漏加工的产品进行重新加工。
12.进一步的,还包括扫码器和工位码,所述扫码器设置于直线电机的动子下表面左侧,工位码分别设置于贴标机械手、第一装配机械手、第二装配机械手、焊接机械手和螺栓固定机械手的固定座上端,扫码器的输出端电连接控制电脑的输入端,能够保证上方部件运行至指定工位进行工作。
13.进一步的,还包括成品箱,所述成品箱设置于生产车间的内部地面右侧,成品箱与下料机械手配合设置,为组装完成的产品提供一个放置场所。
14.与现有技术相比,本实用新型的有益效果是:本单相电能表全自动组装生产线,具有以下好处:
15.外部输料装置将组装材料运送至上料机械手的前侧,通过控制开关的调控,控制电脑运行,控制电脑调控带式输送机运行,同时上料机械手运行,将组装材料放至带式输送机的输送带左侧,组装材料被带式输送机带着向右移动,在移动至贴标机械手处时,贴标机械手在材料上贴下产品生产二维码,随后,贴标机械手右侧的摄像头对二维码进行拍摄,摄像头将拍摄到的二维码传递给控制电脑,控制电脑对二维码进行识别读取,以得到该产品加工的进度,若贴标机械手右侧的摄像头未能拍摄到产品生产二维码,则控制电脑不能读取到二维码数据,控制电脑调控直线电机运行,直线电机的动子带着下方部件移动至贴标机械手右侧的摄像头的上方,机械臂抓取未贴标的产品,直线电机的动子通过机械臂带着下方的产品移动,同时扫码器对工位码进行扫码并将扫码数据传递给控制电脑,控制电脑读取工位码信息,以此调控直线电机的动子运行至贴标机械手的上方,机械臂将抓取的产品放至贴标机械手后侧的输送带上,以便于贴标机械手进行贴标作业,贴标完成的产品会通过带式输送机向右移动,以此通过第一装配机械手、第二装配机械手、焊接机械手和螺栓固定机械手对产品进行组装,组装完成的产品移动带式输送机的右端,最后,通过下料机械手将组装完成的产品放入成品箱的内部,在产品组装过程中,产品每经过一个摄像头,摄像头都会将拍摄到的二维码传递给控制电脑,控制电脑对二维码进行识别读取,同时向二维码内记录加工进程,如产品到达第一装配机械手右侧的摄像头处时,摄像头会将拍摄的二维码传递给控制电脑,控制电脑读取二维码内部信息,同时会在二维码内记录第一步装配完成的信息,产品到达第二装配机械手右侧的摄像头处时,摄像头将产品二维码拍摄后传递给控制电脑,控制电脑读取二维码内部信息,若能够读到第一步装配完成的信息,控制电脑则会在二维码内记录第二步装配完成的信息,同时,产品流向下一个工位,焊接机械手会对产品进行焊接,若没有读取到第一步装配完成的信息,则表明,第一装配机械手对工件漏加工,此时,控制电脑则会调控直线电机运行,使机械臂运行至漏加工的部件上方,机械臂夹取部件,在扫码器对工位码的扫码识别作用下,使直线电机的动子带动机械臂运行至上
一步工序处,使机械臂将工件放置上一步工序处,以此对工件进行补加工,装置能够自动检测单相电能表的组装进度,能够避免单相电能表在流水线上出现漏加工的情况,提高单相电能表的加工质量,减少残次品的出现。
附图说明
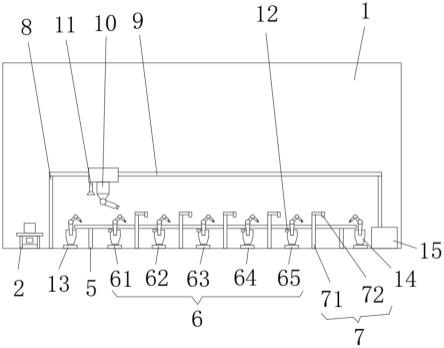
16.图1为本实用新型结构示意图;
17.图2为本实用新型中控台的结构示意图。
18.图中:1生产车间、2中控台、3控制开关、4控制电脑、5带式输送机、6组装机构、61贴标机械手、62第一装配机械手、63第二装配机械手、64焊接机械手、65螺栓固定机械手、7拍摄机构、71安装支架、72摄像头、8支柱、9直线电机、10机械臂、11扫码器、12工位码、13上料机械手、14下料机械手、15成品箱。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1-2,本实施例提供一种技术方案:一种单相电能表全自动组装生产线,包括生产车间1、组装机构6和拍摄机构7;
21.生产车间1:生产车间1为生产线提供一个安装场所,其内部地面左侧设有中控台2,中控台2的下端槽口内设有控制开关3,控制开关3为生产线的电源总闸,中控台2的顶部板体上表面设有控制电脑4,控制电脑4能够调控生产线的正常运行,生产车间1的内部地面中部设有带式输送机5,控制开关3的输入端电连接外部电源,控制电脑4的输入端电连接控制开关3的输出端,带式输送机5的输入端电连接控制电脑4的输出端,生产车间1的内部地面左侧设有上料机械手13,生产车间1的内部地面右侧设有下料机械手14,上料机械手13和下料机械手14的输入端均电连接控制电脑4的输出端,外部输料装置将组装材料运送至上料机械手13的前侧,通过控制开关3的调控,控制电脑4运行,控制电脑4调控带式输送机5运行,同时上料机械手13运行,将组装材料放至带式输送机5的输送带左侧,组装材料被带式输送机5带着向右移动;
22.组装机构6:组装机构6能够实现单相电能表的自动组装作业,设置于生产车间1的内部地面前侧,组装机构6包括贴标机械手61、第一装配机械手62、第二装配机械手63、焊接机械手64和螺栓固定机械手65,贴标机械手61、第一装配机械手62、第二装配机械手63、焊接机械手64和螺栓固定机械手65自左至右依次设置于生产车间1的内部地面前侧,贴标机械手61、第一装配机械手62、第二装配机械手63、焊接机械手64和螺栓固定机械手65的输入端均电连接控制电脑4的输出端,还包括支柱8、直线电机9和机械臂10,支柱8分别设置于生产车间1的内部地面左右两侧,支柱8的上端均与直线电机9的定子下表面左右两端固定连接,机械臂10设置于直线电机9的动子下表面中部,直线电机9和机械臂10的输入端均电连接控制电脑4的输出端,还包括扫码器11和工位码12,扫码器11设置于直线电机9的动子下表面左侧,工位码12分别设置于贴标机械手61、第一装配机械手62、第二装配机械手63、焊
接机械手64和螺栓固定机械手65的固定座上端,扫码器11的输出端电连接控制电脑4的输入端,还包括成品箱15,成品箱15设置于生产车间1的内部地面右侧,成品箱15与下料机械手14配合设置,在移动至贴标机械手61处时,贴标机械手61在材料上贴下产品生产二维码,随后,贴标机械手61右侧的摄像头72对二维码进行拍摄,摄像头72将拍摄到的二维码传递给控制电脑4,控制电脑4对二维码进行识别读取,以得到该产品加工的进度,若贴标机械手61右侧的摄像头72未能拍摄到产品生产二维码,则控制电脑4不能读取到二维码数据,控制电脑4调控直线电机9运行,直线电机9的动子带着下方部件移动至贴标机械手61右侧的摄像头72的上方,机械臂10抓取未贴标的产品,直线电机9的动子通过机械臂10带着下方的产品移动,同时扫码器11对工位码12进行扫码并将扫码数据传递给控制电脑4,控制电脑4读取工位码12信息,以此调控直线电机9的动子运行至贴标机械手61的上方,机械臂10将抓取的产品放至贴标机械手61后侧的输送带上,以便于贴标机械手61进行贴标作业,贴标完成的产品会通过带式输送机5向右移动,以此通过第一装配机械手62、第二装配机械手63、焊接机械手64和螺栓固定机械手65对产品进行组装,组装完成的产品移动带式输送机5的右端,最后,通过下料机械手14将组装完成的产品放入成品箱15的内部,在产品组装过程中,产品每经过一个摄像头72,摄像头72都会将拍摄到的二维码传递给控制电脑4,控制电脑4对二维码进行识别读取,同时向二维码内记录加工进程,如产品到达第一装配机械手62右侧的摄像头72处时,摄像头72会将拍摄的二维码传递给控制电脑4,控制电脑4读取二维码内部信息,同时会在二维码内记录第一步装配完成的信息,产品到达第二装配机械手63右侧的摄像头处时,摄像头72将产品二维码拍摄后传递给控制电脑4,控制电脑4读取二维码内部信息,若能够读到第一步装配完成的信息,控制电脑4则会在二维码内记录第二步装配完成的信息,同时,产品流向下一个工位,焊接机械手64会对产品进行焊接,若没有读取到第一步装配完成的信息,则表明,第一装配机械手62对工件漏加工,此时,控制电脑4则会调控直线电机9运行,使机械臂10运行至漏加工的部件上方,机械臂10夹取部件,在扫码器11对工位码12的扫码识别作用下,使直线电机9的动子带动机械臂10运行至上一步工序处,使机械臂10将工件放置上一步工序处,以此对工件进行补加工;
23.拍摄机构7:拍摄机构7能够对单相电能表进行拍摄,设置于生产车间1的内部地面前侧,拍摄机构7与组装机构6配合设置,拍摄机构7包括安装支架71和摄像头72,安装支架71均设置于生产车间1的内部地面前侧,安装支架71分别与贴标机械手61、第一装配机械手62、第二装配机械手63、焊接机械手64和螺栓固定机械手65配合设置,摄像头72分别设置于安装支架71的上端,摄像头72的输出端均电连接控制电脑4的输入端,摄像头72对二维码进行拍摄,摄像头72将拍摄到的二维码传递给控制电脑4,控制电脑4对二维码进行识别读取,以得到该产品加工的进度。
24.本实用新型提供的一种单相电能表全自动组装生产线的工作原理如下:外部输料装置将组装材料运送至上料机械手13的前侧,通过控制开关3的调控,控制电脑4运行,控制电脑4调控带式输送机5运行,同时上料机械手13运行,将组装材料放至带式输送机5的输送带左侧,组装材料被带式输送机5带着向右移动,在移动至贴标机械手61处时,贴标机械手61在材料上贴下产品生产二维码,随后,贴标机械手61右侧的摄像头72对二维码进行拍摄,摄像头72将拍摄到的二维码传递给控制电脑4,控制电脑4对二维码进行识别读取,以得到该产品加工的进度,若贴标机械手61右侧的摄像头72未能拍摄到产品生产二维码,则控制
电脑4不能读取到二维码数据,控制电脑4调控直线电机9运行,直线电机9的动子带着下方部件移动至贴标机械手61右侧的摄像头72的上方,机械臂10抓取未贴标的产品,直线电机9的动子通过机械臂10带着下方的产品移动,同时扫码器11对工位码12进行扫码并将扫码数据传递给控制电脑4,控制电脑4读取工位码12信息,以此调控直线电机9的动子运行至贴标机械手61的上方,机械臂10将抓取的产品放至贴标机械手61后侧的输送带上,以便于贴标机械手61进行贴标作业,贴标完成的产品会通过带式输送机5向右移动,以此通过第一装配机械手62、第二装配机械手63、焊接机械手64和螺栓固定机械手65对产品进行组装,组装完成的产品移动带式输送机5的右端,最后,通过下料机械手14将组装完成的产品放入成品箱15的内部,在产品组装过程中,产品每经过一个摄像头72,摄像头72都会将拍摄到的二维码传递给控制电脑4,控制电脑4对二维码进行识别读取,同时向二维码内记录加工进程,如产品到达第一装配机械手62右侧的摄像头72处时,摄像头72会将拍摄的二维码传递给控制电脑4,控制电脑4读取二维码内部信息,同时会在二维码内记录第一步装配完成的信息,产品到达第二装配机械手63右侧的摄像头处时,摄像头72将产品二维码拍摄后传递给控制电脑4,控制电脑4读取二维码内部信息,若能够读到第一步装配完成的信息,控制电脑4则会在二维码内记录第二步装配完成的信息,同时,产品流向下一个工位,焊接机械手64会对产品进行焊接,若没有读取到第一步装配完成的信息,则表明,第一装配机械手62对工件漏加工,此时,控制电脑4则会调控直线电机9运行,使机械臂10运行至漏加工的部件上方,机械臂10夹取部件,在扫码器11对工位码12的扫码识别作用下,使直线电机9的动子带动机械臂10运行至上一步工序处,使机械臂10将工件放置上一步工序处,以此对工件进行补加工。
25.值得注意的是,以上实施例中所公开的控制电脑4可选用型号为fwe-173的工业电脑,带式输送机5可选用型号为b650的带式输送机,摄像头72可选用型号为ys-h23u的摄像头,直线电机9可选用型号为fcl170-r5的直线电机,扫码器11可选用型号为vf3426的固定式扫码器,贴标机械手61、第一装配机械手62、第二装配机械手63、焊接机械手64、螺栓固定机械手65、机械臂10、上料机械手13和下料机械手14均可选用型号为hs-r4-300的机械手臂,控制电脑4控制带式输送机5、摄像头72、直线电机9、扫码器11、贴标机械手61、第一装配机械手62、第二装配机械手63、焊接机械手64、螺栓固定机械手65、机械臂10、上料机械手13和下料机械手14工作采用现有技术中常用的方法,控制开关3上设有与控制电脑4对应的用于控制其开关工作的开关按钮。
26.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1