一种自动贴胶装置的制作方法
1.本实用新型属于轮胎生产领域,具体涉及一种自动贴胶装置。
背景技术:
2.目前在裁断的物料上粘贴胶条,靠人工的方式来调整胶片的位置贴胶位置不够精确,导致物料浪费,不合格品易流入下工序。
技术实现要素:
3.针对以上技术问题,本实用新型属于一种自动贴胶装置,该装置包括:
4.输送台,其用于输送物料,
5.压合件,所述压合件限定出挤压槽以供覆胶条的物料压实输出;胶条输送机构,其自上游至下游包括:
6.架体,
7.接收辊,其安装在架体上,所述的接收辊用于接收分裁成两条的胶条;
8.第一纠偏电机,其与接收辊连接,用于调节接收辊的倾斜角度;
9.多个高低错落分布的牵引辊,牵引辊安装在架体上,牵引辊设置在槽型光电传感器的下游;
10.至少一个调节架,调节架上安装有纠偏辊与转向辊,纠偏辊设置在牵引辊的下游,所述纠偏辊与牵引辊配合牵引胶条,转向辊设置在纠偏辊的下方,且转向辊与纠偏辊垂直设置,所述的纠偏辊的中心纵轴线在竖直方向的投影与转向辊的中心对称线重合以供胶条垂直向下输送;
11.贴胶纠偏电机,其安装在架体上,所述贴胶纠偏电机与调节架滑动连接以调整贴胶的位置;
12.输出口,其设置在胶条输送机构的下游,用于输出贴有胶条的物料。
13.作为优选,所述装置还包括槽型光电传感器,所述槽型传感器安装在架体上,牵引辊设置在槽型光电传感器的下游,槽型光电传感器设置在接收辊的下游,所述槽型光电传感器供胶条穿过以检测其位置。
14.作为优选,所述装置还包括贴胶传感器,所述贴胶传感器设置在输出口,用于检测胶条在物料的贴合位置。
15.作为优选,所述装置还包括控制器,所述槽型光电传感器、贴胶传感器与控制器的输入端通信连接,所述第一纠偏电机与贴胶纠偏电机控制连接。
16.作为优选,第一纠偏电机通过连接架与接收辊连接,所述连接架与架体滑动连接。
17.作为优选,所述装置包括两套左右分布的调节架,所述调节架安装有纠偏辊与转向辊以适应分裁后的两条胶条。
18.通过本实用新型提供的自动贴胶装置,可以自动调节胶条在物料上的贴合位置,也可以及时自动纠偏胶条在输送过程中的倾斜,保证了胶条在粘贴的精确度,提高产品质
量,避免物料浪费。
附图说明
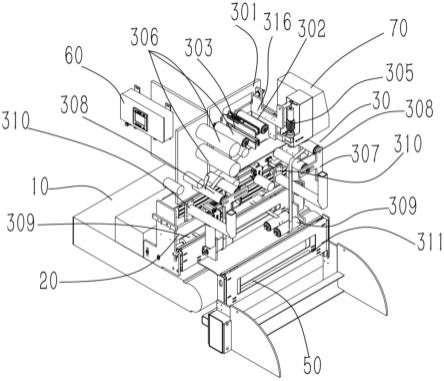
19.图1为本实用新型提供的自动贴胶装置的结构示意图;
20.图2为本实用新型提供的自动贴胶的结构示意图。
具体实施方式
21.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
22.在本实用新型的描述中,需要理解的是,术语、“上”、“下”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
23.如图1与图2,本实用新型实施方式提供一种自动贴胶装置,该装置包括输送台10、压合件20、胶条输送机构30、输出口50,输送台10用于输送物料,所述压合件20限定出挤压槽201以供覆胶条100的物料压实输出,所述胶条经由胶条输送机构30输送至输送台10并经压合件20压合,最后经由输送口50输出。
24.胶条输送机构30自上游至下游包括架体301、接收辊302、槽型光电传感器303、第一纠偏电机305、多个高低错落分布的牵引辊306、至少一个调节架307、纠偏辊308与转向辊309、贴胶纠偏电机310;接收辊302安装在架体301上用于接收导开装置导开的胶条100,所述的接收辊302用于接收分裁成两条的胶条100,所述槽型传感器303安装在架体301上,槽型光电传感器303设置在接收辊302的下游,所述槽型光电传感器303供胶条100穿过以检测其位置。
25.第一纠偏电机310与接收辊302连接,用于调节接收辊302的倾斜角度,所述的所述槽型光电传感器303能够检测胶条甚至两条胶条是否处于预设位置,当发现胶条的输送偏移预设位置,则第一纠偏电机则驱动接收辊发生角度的纠偏,以调整其上胶条的位置。在一些实施例中,需要对物料粘贴两条胶条,如图1所示,所述胶条100经经过分裁刀,一分为二,此时,接收辊上接收了两条并列的胶条,槽型光电传感器同样可以检测两条胶条的预设位置。
26.进一步地,本实用新型提供的多胶条输送机构30还包括多个高低错落分布的牵引辊306安装在架体301上,牵引辊306设置在槽型光电传感器303的下游以将胶条牵引至目标位置。
27.调节架307上安装有纠偏辊308与转向辊309,纠偏辊308设置在牵引辊306的下游,所述纠偏辊308与牵引辊306配合牵引胶条100,转向辊309设置在纠偏辊308的下方以改变胶条的输送方向,具体地,所述的转向辊309与纠偏辊308垂直设置,所述的纠偏辊308的中
心纵轴线在竖直方向的投影与转向辊309的中心对称线重合以供胶条垂直向下输送,如此,胶条垂直输送,避免在输送过程中的胶条倾斜引起粘贴角度倾斜的缺陷。
28.贴胶纠偏电机310安装在架体301上,所述贴胶纠偏电机310与调节架307滑动连接以调整贴胶的位置,如此,贴胶纠偏电机310通过带动调节架307的水平横向移动带动其上的纠偏辊与转向辊一起移动,最终调整了在物料上贴胶的位置。
29.输出口50设置在胶条输送机构30的下游,用于输出贴有胶条的物料;
30.在本实施例中,所述装置还包括贴胶传感器311,所述贴胶传感器311设置在输出口,用于检测胶条在物料的贴合位置,当贴胶传感器311检测到贴合在物料上的胶条100不在预设位置时,可以通过调整贴胶纠偏电机310来调整调节架在左右方向的位置,进而调整其上纠偏辊与转向辊在左右方向的位置,最终实现了贴胶位置的调节。在本实施例中,所述装置还包括控制器60与触摸屏70,所述槽型光电传感器303、贴胶传感器311与控制器60的输入端通信连接,所述第一纠偏电机305与贴胶纠偏电机310控制连接,通过槽型光电传感器303、贴胶传感器311的信号输入,控制器控制第一纠偏电机与贴胶纠偏电机的移动,最终实现接收辊与调节架的位置调节。
31.在本实施例中,第一纠偏电机305通过连接架316与接收辊302连接,所述连接架316与架体301滑动连接;具体地,所述的第一纠偏电机竖向设置,且所述的连接架316与架体301通过滑块与滑槽配合的方式调整接收辊的倾斜角度。
32.如图1所示,所述胶条100经经过分裁刀,一分为二,此时,接收辊上接收了两条并列的胶条,对应地,所述装置包括两套左右分布的调节架307,两套调节架307安装有纠偏辊308与转向辊309以适应分裁后的两条胶条。具体地,所述的调节架的设定形式多种,只要保证其在上下方向上分别能够安装纠偏辊与转向辊即可。
33.且可以理解的是,所述的纠偏辊与转向辊的设定数量可以为一个,也可以为两个以上。
34.通过本实用新型提供的自动贴胶装置,可以自动调节胶条在物料上的贴合位置,也可以及时自动纠偏胶条在输送过程中的倾斜,保证了胶条在粘贴的精确度,提高产品质量,避免物料浪费。
35.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
36.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1