纸制品加工用于贴标装置的制作方法
1.本实用新型涉及纸箱加工技术领域,尤其涉及纸制品加工用于贴标装置。
背景技术:
2.纸箱是应用最广泛的包装制品,按用料不同,有瓦楞纸箱、单层纸板箱等,有各种规格和型号;纸箱常用的有三层、五层,七层使用较少,各层分为里纸、瓦楞纸、芯纸、面纸,里、面纸有茶板纸、牛皮纸,芯纸用瓦楞纸,各种纸的颜色和手感都不一样,不同厂家生产的纸(颜色、手感)也不一样。
3.与现有技术相比较存在的问题:在进行纸箱加工过程中需要对其进行贴标操作,现有的贴标方式大多采用人工流水线对纸板进行贴标,人工操作,会出现贴纸松动和不准确的情况,导致贴标的效率和质量较差,进而影响纸箱加工的质量,为此,我们提出了纸制品加工用于贴标装置,用于解决上述问题。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供纸制品加工用于贴标装置。
5.本实用新型解决其技术问题是通过以下技术方案实现的:包括安装座,所述安装座的内壁设置有输送机构,所述安装座的外侧设置有贴标机构,所述贴标机构包括移动电机,所述移动电机通过螺栓固定于安装座的一侧,所述移动电机的输出端设置有丝杆a,所述丝杆a的外侧转动连接有安装支架,所述安装支架的内壁滑动连接有滑柱,所述安装支架的一侧设置有调节电机,所述调节电机的输出端设置有丝杆b,所述丝杆b的外侧转动连接有移动座,所述移动座的底部设置有电动伸缩杆,所述电动伸缩杆的底部设置有贴合支架,所述贴合支架的外侧设置有马达,所述马达的输出端设置有辊压轮,所述安装支架的侧壁设置有红外定位器,所述安装支架的顶部设置有控制器,所述安装支架的外侧设置有供料机构,所述安装座的顶部设置有压紧机构。
6.作为本实用新型再进一步的方案:所述安装座的底部设置有支撑底座,所述支撑底座的一侧设置有控制机构。
7.作为本实用新型再进一步的方案:所述输送机构包括输送电机,所述输送电机通过螺栓固定于安装座的一侧,所述输送电机的输出端设置有输送滚轴,所述输送滚轴的外侧设置有输送带。
8.作为本实用新型再进一步的方案:所述供料机构包括供料支架,所述供料支架通过螺栓固定于安装支架的外侧,所述供料支架的一侧设置有收集电机,所述收集电机的输出端设置有收集滚轴,所述供料支架的内壁转动连接有释放滚轴,所述贴合支架的内壁转动连接有贴纸滚轮,所述贴合支架的一侧转动连接有导向轴。
9.作为本实用新型再进一步的方案:所述移动电机、调节电机、电动伸缩杆、红外定位器和收集电机均与控制器电性连接。
10.作为本实用新型再进一步的方案:所述压紧机构包括压紧支架,所述压紧支架通
过螺栓固定于安装座的顶部,所述压紧支架的顶部设置有液压杆,所述液压杆的底部设置有压紧底座,所述压紧底座的内壁通过转轴连接有一对压紧滚轮。
11.作为本实用新型再进一步的方案:所述控制机构包括连接座,所述连接座通过螺栓固定于支撑底座的一侧,所述连接座的顶部设置有控制主机,所述控制主机的一侧设置有控制按钮,所述控制主机靠近控制按钮的一侧设置有显示屏。
12.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
13.本装置设置有贴标机构,红外定位器对贴纸位置进行定位,通过控制器控制移动电机、调节电机和电动伸缩杆的启动,移动电机带动丝杆a转动,丝杆a转动带动安装支架移动,调节电机带动丝杆b转动、丝杆b转动带动移动座移动,电动伸缩杆带动贴合支架上下移动,贴合支架移动带动马达和辊压轮移动,对辊压轮的位置进行全方位调节,马达启动,马达带动辊压轮转动,供料机构将标签贴在纸板上,辊压轮对标签进行辊压贴合操作,代替人工操作,具有较高的贴合准确度,提高了贴标操作的质量和效率;通过设置有压紧机构,输送带将贴标后的纸板输送至压紧机构位置,液压杆通过液压带动压紧底座移动,压紧底座移动带动压紧滚轮移动,一对压紧滚轮对标签进行滚动压紧操作,防止标签出现松动脱落的情况,提高了纸箱加工的质量;通过设置有控制机构,通过控制按钮设置装置的运行参数,显示屏显示装置的运行数据,提高了装置的自动化程度和可视化程度。
附图说明
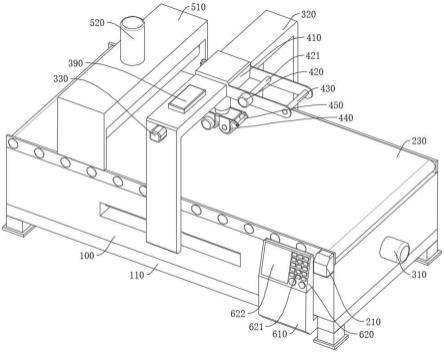
14.图1示出了根据本实用新型实施例提供的轴测结构示意图;
15.图2示出了根据本实用新型实施例提供的轴测剖视结构示意图;
16.图3示出了根据本实用新型实施例提供的图2中a部位放大结构示意图;
17.图4示出了根据本实用新型实施例提供的图2中b部位放大结构示意图;
18.图5示出了根据本实用新型实施例提供的主视剖视结构示意图;
19.图6示出了根据本实用新型实施例提供的图5中c部位放大结构示意图。
20.图例说明:
21.100安装座、110支撑底座、210输送电机、220输送滚轴、230输送带、310移动电机、311丝杆a、320安装支架、321滑柱、330调节电机、331丝杆b、340移动座、350电动伸缩杆、360贴合支架、370马达、371辊压轮、380红外定位器、390控制器、410供料支架、420收集电机、421收集滚轴、430释放滚轴、440贴纸滚轮、450导向轴、510压紧支架、520液压杆、530压紧底座、540压紧滚轮、610连接座、620控制主机、621控制按钮、622显示屏。
具体实施方式
22.请参阅图1-6,本实用新型提供一种技术方案:包括安装座100,所述安装座100的内壁设置有输送机构,所述安装座100的外侧设置有贴标机构,所述贴标机构包括移动电机310,所述移动电机310通过螺栓固定于安装座100的一侧,所述移动电机310的输出端固定有丝杆a311,所述丝杆a311的外侧转动连接有安装支架320,所述安装支架320的内壁滑动连接有滑柱321,所述安装支架320的一侧通过螺栓固定有调节电机330,所述调节电机330的输出端固定有丝杆b331,所述丝杆b331的外侧转动连接有移动座340,所述移动座340的底部通过螺栓固定有电动伸缩杆350,所述电动伸缩杆350的底部通过螺栓固定有贴合支架
360,所述贴合支架360的外侧通过螺栓固定有马达370,所述马达370的输出端固定有辊压轮371,所述安装支架320的侧壁通过螺栓固定有红外定位器380,所述安装支架320的顶部通过螺栓固定有控制器390,所述安装支架320的外侧设置有供料机构,所述安装座100的顶部设置有压紧机构;通过设置有输送机构对纸板继续运输,设置有贴标机构,红外定位器380对贴纸位置进行定位,通过控制器390控制移动电机310、调节电机330和电动伸缩杆350的启动,移动电机310带动丝杆a311转动,丝杆a311转动带动安装支架320移动,调节电机330带动丝杆b331转动、丝杆b331转动带动移动座340移动,电动伸缩杆350带动贴合支架360上下移动,贴合支架360移动带动马达370和辊压轮371移动,对辊压轮371的位置进行全方位调节,马达370启动,马达370带动辊压轮371转动,供料机构将标签贴在纸板上,辊压轮371对标签进行辊压贴合操作,代替人工操作,具有较高的贴合准确度,提高了贴标操作的质量和效率,设置有压紧机构对贴合后的标签压紧操作,防止标签出现松动脱落的情况,提高了纸箱加工的质量。
23.具体的,所述安装座100的底部通过螺栓固定有支撑底座110,所述支撑底座110的一侧设置有控制机构;通过设置有支撑底座110对装置起到支撑的作用。
24.具体的,所述输送机构包括输送电机210,所述输送电机210通过螺栓固定于安装座100的一侧,所述输送电机210的输出端固定有输送滚轴220,所述输送滚轴220的外侧设置有输送带230;通过设置有输送机构,输送电机210启动,输送电机210带动输送滚轴220转动,输送滚轴220通过输送带230对纸板进行运输。
25.具体的,所述供料机构包括供料支架410,所述供料支架410通过螺栓固定于安装支架320的外侧,所述供料支架410的一侧通过螺栓固定有收集电机420,所述收集电机420的输出端固定有收集滚轴421,所述供料支架410的内壁转动连接有释放滚轴430,所述贴合支架360的内壁转动连接有贴纸滚轮440,所述贴合支架360的一侧转动连接有导向轴450;通过设置有400,将标签纸卷固定在释放滚轴430上,将纸卷的一端绕过贴纸滚轮440和导向轴450固定在收集滚轴421上,贴纸滚轮440将标签贴在纸板上,收集滚轴421对贴合后的标签纸卷进行收集。
26.具体的,所述移动电机310、调节电机330、电动伸缩杆350、红外定位器380和收集电机420均与控制器390电性连接;通过设置有控制器390控制装置的运行。
27.具体的,所述压紧机构包括压紧支架510,所述压紧支架510通过螺栓固定于安装座100的顶部,所述压紧支架510的顶部通过螺栓固定有液压杆520,所述液压杆520的底部通过螺栓固定有压紧底座530,所述压紧底座530的内壁通过转轴连接有一对压紧滚轮540;通过设置有压紧机构,输送带230将贴标后的纸板输送至压紧机构位置,液压杆520通过液压带动压紧底座530移动,压紧底座530移动带动压紧滚轮540移动,一对压紧滚轮540对标签进行滚动压紧操作,防止标签出现松动脱落的情况,提高了纸箱加工的质量。
28.具体的,所述控制机构包括连接座610,所述连接座610通过螺栓固定于支撑底座110的一侧,所述连接座610的顶部固定有控制主机620,所述控制主机620的一侧设置有控制按钮621,所述控制主机620靠近控制按钮621的一侧设置有显示屏622;通过设置有控制机构,通过控制按钮621设置装置的运行参数,显示屏622显示装置的运行数据,提高了装置的自动化程度和可视化程度。
29.工作原理:使用时,通过控制按钮621设置装置的运行参数,显示屏622显示装置的
运行数据,将纸板放置在输送带230上,输送电机210启动,输送电机210带动输送滚轴220转动,输送滚轴220通过输送带230对纸板进行运输,将标签纸卷固定在释放滚轴430上,将纸卷的一端绕过贴纸滚轮440和导向轴450固定在收集滚轴421上,红外定位器380对贴纸位置进行定位,通过控制器390控制移动电机310、调节电机330和电动伸缩杆350的启动,移动电机310带动丝杆a311转动,丝杆a311转动带动安装支架320移动,调节电机330带动丝杆b331转动、丝杆b331转动带动移动座340移动,电动伸缩杆350带动贴合支架360上下移动,贴合支架360移动带动马达370和辊压轮371移动,对辊压轮371的位置进行全方位调节,启动收集电机420,收集电机420带动收集滚轴421转动,贴纸滚轮440将标签贴在纸板上,收集滚轴421对贴合后的标签纸卷进行收集,马达370启动,马达370带动辊压轮371转动,辊压轮371对标签进行辊压贴合操作,输送带230将贴标后的纸板输送至压紧机构位置,液压杆520通过液压带动压紧底座530移动,压紧底座530移动带动压紧滚轮540移动,一对压紧滚轮540对标签进行滚动压紧操作。
30.本实用新型虽公开了实施例和附图,但是本领域的技术人员可以理解:在不脱离本实用新型及所附权利要求的精神和范围内,各种替换、变化和修改都是可能的,因此,本实用新型的范围不局限于实施例和附图所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1