木柔纺成品全自动打包生产线的制作方法
1.本实用新型涉及无纺布包装技术领域,具体涉及木柔纺成品全自动打包生产线。
背景技术:
2.无纺布是由定向的或随机的纤维而构成,因具有布的外观和某些特性,无纺布具有防潮、透气、柔韧、质轻、不助燃、容易分解、无毒无刺激性、色彩丰富、价格低廉、可循环利用等特点,无纺布经过生产加工之后,需要在表面包裹上塑料膜,并且在包装的表面打上标签体现包装样品信息。
3.目前,公告号为cn201921529080.4的中国专利公开了智能无纺布全自动打包生产线,它包括:工作台;支撑组件,所述工作台的顶部设置有所述支撑组件,所述支撑组件包括立柱和顶板,所述顶板的底端对称设置有所述立柱,所述工作台的顶部靠近所述支撑组件设置有滚动组件。
4.由于生产出来的无纺布采用单纯转动无纺布进行打包的方式,需要不断移动无纺布,该方式需要较多的人力成本,且打包和贴标作业分开,使得作业时间加长,且不断的移动无纺布也增加了工作人员的劳动量;同时现有的部分装置也缺少对成品卷的快速翻转等功能,降低成品卷的生产效率。
技术实现要素:
5.(一)要解决的技术问题
6.为了克服现有技术不足,现提出木柔纺成品全自动打包生产线,解决了由于生产出来的无纺布采用单纯转动无纺布进行打包的方式,需要不断移动无纺布,该方式需要较多的人力成本,且打包和贴标作业分开,使得作业时间加长,且不断的移动无纺布也增加了工作人员的劳动量;同时现有的部分装置也缺少对成品卷的快速翻转等功能,降低成品卷的生产效率的问题。
7.(二)技术方案
8.本实用新型通过如下技术方案实现:本实用新型提出了木柔纺成品全自动打包生产线,包括分拣传送带和安装在分拣传送带顶部起到推料作用的推料组件以及安装在分拣传送带底部左端的控制机柜,所述控制机柜顶部安装有起到控制作用的控制面板,所述分拣传送带和推料组件以及控制机柜均与控制面板电连接,还包括设置在分拣传送带右端的打包机构和翻转机构,所述打包机构包括设置在分拣传送带右端的滚轮式输送架,所述滚轮式输送架内侧滚轮前端安装有起到传动作用的传动齿轮组和安装在滚轮式输送架前端起到传动作用的传动电机以及安装在滚轮式输送架顶部前后两侧起到支撑作用的固定立板,所述传动齿轮组中侧齿轮与传动电机轴动端同轴转动,所述固定立板前端或者后端安装有起到调节作用的第一电调节杆,所述第一电调节杆前端或者后端位移杆安装有起到限位作用的位移侧板,所述位移侧板内部设有调节机构,所述传动电机和第一电调节杆均与控制面板电连接。
9.进一步的,所述调节机构包括设置在位移侧板内部左右两侧起到限位作用的限位滑槽,所述限位滑槽内槽滑动设置有起到调节作用的限位滑块,所述限位滑块内槽壁弹性安装有起到复位作用的受压弹簧和滑动设置在限位滑块内槽壁起到限位作用的滑动轮架以及安装在限位滑块内侧起到调节作用的第二电调节杆,所述受压弹簧前端弹性安装有滑动轮架,所述滑动轮架内侧转轴安装有起到限位作用的限位滚轮,所述第二电调节杆与控制面板电连接。
10.进一步的,所述翻转机构包括安装在滚轮式输送架右端的连接架,所述连接架前端安装有起到传动作用的步进电机,所述步进电机后端传动轴外侧安装有起到限位作用的电磁安装板以及安装在步进电机后端的传动轴前后两侧的电推杆板,所述电推杆板内部电推杆右端安装有起到限位作用的位移架,所述位移架内侧固定杆安装有起到限位作用的限位安装板,所述电磁安装板顶侧电磁环的顶部滑动设置有起到限位作用的限位筒,所述限位安装板顶侧通过螺栓安装有起到限位作用的限位筒,所述限位筒顶部开口处弹性安装有起到限位作用的弹性侧板以及安装在限位筒前后两端起到调节作用的第三电调节杆,所述第三电调节杆后端调节杆安装有起到限位作用的防滑侧板,所述步进电机、电磁安装板和电推杆板以及第三电调节杆均与控制面板电连接。
11.进一步的,所述限位滚轮外侧面设有起到防滑作用的防滑层,且该防滑层外侧表面呈半圆弧形状。
12.进一步的,所述限位滑槽内侧共设有三组限位滑块,且中侧的限位滑块与限位滑槽呈螺栓固定连接。
13.进一步的,所述限位筒外侧共设有六组第三电调节杆,且第三电调节杆分三组分别安装在限位筒前后两端以及底部。
14.进一步的,所述位移侧板材质为塑料。
15.进一步的,所述防滑侧板材质为硅胶。
16.(三)有益效果
17.本实用新型相对于现有技术,具有以下有益效果:
18.1)本实用新型所述木柔纺成品全自动打包生产线,通过设置了打包机构在分拣传送带右侧,通过传动电机和传动齿轮组的传动效果对滚轮式输送架内侧滚轮进行传动,然后通过固定立板外侧的第一电调节杆对位移侧板进行调节动作,有利于提高对成品卷的限位和对中效果。
19.2)本实用新型所述木柔纺成品全自动打包生产线,通过设置了调节机构在位移侧板内部,通过第二电调节杆对两组限位滑块和限位滚轮进行调节动作,并通过限位滑块内侧的受压弹簧对滑动轮架进行复位动作,从而使限位滚轮在滑动轮架的限位下能进行高度和水平方向的调节动作。
20.3)本实用新型所述木柔纺成品全自动打包生产线,通过设置了翻转机构在滚轮式输送架右侧,通过步进电机对电磁安装板和电推杆板提供角度调节动作,并通过电推杆板推动位移架进行长度调节动作,然后通过第三电调节杆带动防滑侧板对成品卷进行限位,有利于提高限位筒的翻转效果。
附图说明
21.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
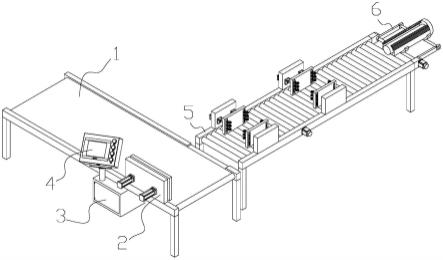
22.图1为本实用新型结构示意图;
23.图2为本实用新型的打包机构立体结构示意图;
24.图3为本实用新型的位移侧板立体结构示意图;
25.图4为本实用新型的调节机构立体结构示意图;
26.图5为本实用新型的翻转机构立体结构示意图。
27.图中:分拣传送带-1、推料组件-2、控制机柜-3、控制面板-4、打包机构-5、翻转机构-6、滚轮式输送架-51、传动齿轮组-52、传动电机-53、固定立板-54、第一电调节杆-55、位移侧板-56、调节机构-57、限位滑槽-571、限位滑块-572、受压弹簧-573、滑动轮架-574、限位滚轮-575、第二电调节杆-576、连接架-61、步进电机-62、电磁安装板-63、电推杆板-64、位移架-65、限位安装板-66、限位筒-67、弹性侧板-68、第三电调节杆-69、防滑侧板-610。
具体实施方式
28.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
29.请参阅图1,本实用新型提供木柔纺成品全自动打包生产线:包括分拣传送带1和安装在分拣传送带1顶部起到推料作用的推料组件2以及安装在分拣传送带1底部左端的控制机柜3,控制机柜3顶部安装有起到控制作用的控制面板4,分拣传送带1和推料组件2以及控制机柜3均与控制面板4电连接。
30.请参阅图2、图3和图4,本实用新型提供木柔纺成品全自动打包生产线,还包括设置在分拣传送带1右端的打包机构5和翻转机构6,打包机构5包括设置在分拣传送带1右端的滚轮式输送架51,滚轮式输送架51内侧滚轮前端安装有起到传动作用的传动齿轮组52和安装在滚轮式输送架51前端起到传动作用的传动电机53以及安装在滚轮式输送架51顶部前后两侧起到支撑作用的固定立板54,为传动电机53提供限位效果,传动齿轮组52中侧齿轮与传动电机53轴动端同轴转动,通过传动电机53提供传动力,固定立板54前端或者后端安装有起到调节作用的第一电调节杆55,第一电调节杆55前端或者后端位移杆安装有起到限位作用的位移侧板56,为位移侧板56的位移提供调节效果,位移侧板56内部设有调节机构57,传动电机53和第一电调节杆55均与控制面板4电连接,为传动电机53和第一电调节杆55提供电能,调节机构57包括设置在位移侧板56内部左右两侧起到限位作用的限位滑槽571,限位滑槽571内槽滑动设置有起到调节作用的限位滑块572,为限位滑块572的位移提供限位效果,限位滑块572内槽壁弹性安装有起到复位作用的受压弹簧573和滑动设置在限位滑块572内槽壁起到限位作用的滑动轮架574以及安装在限位滑块572内侧起到调节作用的第二电调节杆576,为第二电调节杆576提供限位效果,受压弹簧573前端弹性安装有滑动轮架574,滑动轮架574内侧转轴安装有起到限位作用的限位滚轮575,第二电调节杆576与控制面板4电连接,为第二电调节杆576提供电能,限位滚轮575外侧面设有起到防滑作用的防滑层,且该防滑层外侧表面呈半圆弧形状,提高限位滚轮575的传动效果,限位滑槽571内
侧共设有三组限位滑块572,且中侧的限位滑块572与限位滑槽571内侧呈螺栓固定连接,提高限位滑块572的调节效果。
31.请参阅图5,本实用新型提供木柔纺成品全自动打包生产线,翻转机构6包括安装在滚轮式输送架51右端的连接架61,连接架61前端安装有起到传动作用的步进电机62,为步进电机62提供限位效果,步进电机62后端传动轴外侧安装有起到限位作用的电磁安装板63以及安装在步进电机62后端的传动轴前后两侧的电推杆板64,通过步进电机62对电推杆板64提供调节效果,电推杆板64内部电推杆右端安装有起到限位作用的位移架65,位移架65内侧固定杆安装有起到限位作用的限位安装板66,为限位安装板66提供限位效果,电磁安装板63顶侧电磁环的顶部滑动设置有起到限位作用的限位筒67,限位安装板66顶侧通过螺栓安装有起到限位作用的限位筒67,限位筒67顶部开口处弹性安装有起到限位作用的弹性侧板68以及安装在限位筒67前后两端起到调节作用的第三电调节杆69,为第三电调节杆69提供限位效果,第三电调节杆69后端调节杆安装有起到限位作用的防滑侧板610,步进电机62、电磁安装板63和电推杆板64以及第三电调节杆69均与控制面板4电连接,为步进电机62、电磁安装板63和电推杆板64以及第三电调节杆69提供电能,限位筒67外侧共设有六组第三电调节杆69,且第三电调节杆69分三组分别安装在限位筒67前后两端以及底部,为第三电调节杆69提供限位效果。
32.本实用新型通过改进提供木柔纺成品全自动打包生产线,工作原理如下;
33.第一,使用本设备时,首先将本装置放置在工作区域中,然后将设备与外部电源相连接,既可为本设备工作提供所需的电能;
34.第二,工作人员先将成品卷通过分拣传送带1的传动而进行分拣动作,然后通过控制面板4控制推料组件2将成品卷送入滚轮式输送架51,此时通过控制传动电机53带动多组传动齿轮组52进行传动,从而通过传动齿轮组52的传动效果对滚轮式输送架51内侧滚轮进行传动,进而使滚轮式输送架51能推动成品卷在其顶部进行滑动,然后通过控制固定立板54外侧的第一电调节杆55对位移侧板56进行调节动作;
35.第三,同时控制第二电调节杆576对两组限位滑块572和限位滚轮575进行调节动作,从而使限位滚轮575能在滑动轮架574的限位下能进行高度和水平方向的调节动作,并通过限位滚轮575外侧的防滑层提供防滑效果,然后通过限位滑块572内侧的受压弹簧573对滑动轮架574进行复位动作,有利于提高对对成品卷的限位和对中效果;
36.第四,然后成品卷受传动而位移至位移架65内部,此时可通过第三电调节杆69带动防滑侧板610对成品卷进行限位,然后通过控制步进电机62对电磁安装板63和电推杆板64提供角度调节动作,此时通过电磁安装板63顶侧的电磁吸附和滑动效果使位移架65能在翻转时保持稳定状态,避免出现位移架65出现摔落的现象,从而使位移架65能带动成品卷进行角度翻转动作,同时在进行翻转动作时可通过控制电推杆板64推动位移架65进行长度调节动作,此时通过控制电磁安装板63停电而对位移架65停止限位动作,进而为位移架65提供支撑动作,有利于提高限位筒67的翻转效果。
37.本实用新型所述木柔纺成品全自动打包生产线,通过传动电机53和传动齿轮组52的传动效果对滚轮式输送架51内侧滚轮进行传动,然后通过固定立板54外侧的第一电调节杆55对位移侧板56进行调节动作,有利于提高对对成品卷的限位和对中效果,通过第二电调节杆576对两组限位滑块572和限位滚轮575进行调节动作,并通过限位滑块572内侧的受
压弹簧573对滑动轮架574进行复位动作,从而使限位滚轮575在滑动轮架574的限位下能进行高度和水平方向的调节动作,通过步进电机62对电磁安装板63和电推杆板64提供角度调节动作,并通过电推杆板64推动位移架65进行长度调节动作,然后通过第三电调节杆69带动防滑侧板610对成品卷进行限位,有利于提高限位筒67的翻转效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1