一种定量及调节定量的单工位上料台的制作方法
1.本实用新型涉及上料技术领域,具体为一种定量及调节定量的单工位上料台。
背景技术:
2.设备在生产制造过程中,往往需要对生产所需的原料进行抬升投放,这种在设备的生产过程中用于对料体进行抬升的装置称为上料台,一种适用于单工位的上料台称为单工位上料台。
3.现有公开号cn213801796u,名为“上料平台”的专利,在使用时缺乏对设备上料量进行定量且可对定量进行调节的结构,不利于根据不同的上料需求及时调整上料的量,不利于精准上料,为此,我们提出一种定量及调节定量的单工位上料台。
技术实现要素:
4.本实用新型的目的在于提供一种定量及调节定量的单工位上料台,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种定量及调节定量的单工位上料台,包括箱体和计量组件,所述箱体的上端设置有加料口,且箱体的内部下壁设置有伸缩杆一,所述伸缩杆一的上端设置有称重器,且称重器的上端设置有置物板,所述计量组件设置于箱体的左端,且计量组件包括玻璃观察板和刻度尺,所述玻璃观察板的内部设置有刻度尺。
6.进一步的,所述箱体的后端下侧设置有安装架,且安装架的上端设置有电机一。
7.进一步的,所述电机一的转动端连接有连接轴,且连接轴的外部设置有挡板。
8.进一步的,所述挡板的内部左端上侧设置有磁铁一,且磁铁一的左端设置有磁铁二。
9.进一步的,所述箱体的下端设置有伸缩杆二,且伸缩杆二的下端设置有调节板。
10.进一步的,所述调节板的左右两端均设置有滑块,且滑块的外部设置有底板。
11.进一步的,所述底板的内部后端设置有电机二,且电机二的转动端连接有螺杆。
12.本实用新型提供了一种定量及调节定量的单工位上料台,具备以下有益效果:该装置便于对抬升的料体进行定量,便于调整定量数值,同时可对定量拾取情况进行误差监测,保障单次上料量的准确性,该装置便于快速将抬升完毕的料体投入后续机构,有利于保障抬升过程中设备的密封性和稳定性,提高上料效率,该装置便于快速对箱体的位置进行微调,避免因搬运完成时箱体与后续入料机构之间的位置偏差导致投料过程中发生撒漏,避免搬运时对设备进行反复移动调整;
13.1、本实用新型通过箱体、加料口、伸缩杆一、称重器、置物板、玻璃观察板和刻度尺的设置,操作人员根据需要上料的量调节伸缩杆一,伸缩杆一带动置物板上下移动,通过玻璃观察板上的刻度尺观察置物板升降至指定的刻度位置后停止,然后操作人员通过加料口将料加入箱体内,料体的重力对置物板施加向下的压力,同时观察称重器的测量数值监测
物体定量误差,该装置便于对抬升的料体进行定量,便于调整定量数值,同时可对定量拾取情况进行误差监测,保障单次上料量的准确性;
14.2、本实用新型通过安装架、电机一、连接轴、挡板、磁铁一和磁铁二的设置,操作人员将磁铁一嵌在挡板的左壁上端内部,然后将磁铁二嵌在箱体的右壁上端内部,操作人员将电机一安装在安装架上,然后将连接轴穿过挡板且将连接轴的后端与电机一的转动端连接,当上料到达指定位置后,操作人员打开电机一带动连接轴转动,挡板顺时针转动,料体通过箱体右端排出进入后续机构,上料排料完成后,操作人员打开电机一带动挡板逆时针转动,转至挡板的左壁上端与箱体右壁贴合,此时磁铁一和磁铁二吸合,该装置便于快速将抬升完毕的料体投入后续机构,有利于保障抬升过程中设备的密封性和稳定性,提高上料效率;
15.3、本实用新型通过伸缩杆二、调节板、滑块、底板、电机二和螺杆的设置,操作人员将底板的内部后端左右两侧均安装一个电机二,将螺杆穿过滑块,然后将电机二与螺杆连接,将设备移动至需要上料的位置后,操作人员打开电机二带动螺杆转动,滑块和调节板沿螺杆前后移动,从而带动伸缩杆二和箱体调整至与后续入料位置对齐,调整完毕后打开伸缩杆二带动箱体上升送料,该装置便于快速对箱体的位置进行微调,避免因搬运完成时箱体与后续入料机构之间的位置偏差导致投料过程中发生撒漏,避免搬运时对设备进行反复移动调整。
附图说明
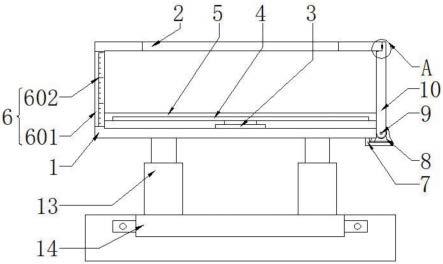
16.图1为本实用新型一种定量及调节定量的单工位上料台的正视剖面结构示意图;
17.图2为本实用新型一种定量及调节定量的单工位上料台的图1中a处放大结构示意图;
18.图3为本实用新型一种定量及调节定量的单工位上料台的俯视剖面结构示意图;
19.图4为本实用新型一种定量及调节定量的单工位上料台的伸缩杆二立体结构示意图。
20.图中:1、箱体;2、加料口;3、伸缩杆一;4、称重器;5、置物板;6、计量组件;601、玻璃观察板;602、刻度尺;7、安装架;8、电机一;9、连接轴;10、挡板;11、磁铁一;12、磁铁二;13、伸缩杆二;14、调节板;15、滑块;16、底板;17、电机二;18、螺杆。
具体实施方式
21.如图1、图3和图4所示,一种定量及调节定量的单工位上料台,包括箱体1和计量组件6,箱体1的上端设置有加料口2,且箱体1的内部下壁设置有伸缩杆一3,伸缩杆一3的上端设置有称重器4,且称重器4的上端设置有置物板5,计量组件6设置于箱体1的左端,且计量组件6包括玻璃观察板601和刻度尺602,玻璃观察板601的内部设置有刻度尺602,操作人员根据需要上料的量调节伸缩杆一3,伸缩杆一3带动置物板5上下移动,通过玻璃观察板601上的刻度尺602观察置物板5升降至指定的刻度位置后停止,然后操作人员通过加料口2将料加入箱体1内,料体的重力对置物板5施加向下的压力,同时观察称重器4的测量数值监测物体定量误差,该装置便于对抬升的料体进行定量,便于调整定量数值,同时可对定量拾取情况进行误差监测,保障单次上料量的准确性,箱体1的下端设置有伸缩杆二13,且伸缩杆
二13的下端设置有调节板14,调节板14的左右两端均设置有滑块15,且滑块15的外部设置有底板16,底板16的内部后端设置有电机二17,且电机二17的转动端连接有螺杆18,操作人员将底板16的内部后端左右两侧均安装一个电机二17,将螺杆18穿过滑块15,然后将电机二17与螺杆18连接,将设备移动至需要上料的位置后,操作人员打开电机二17带动螺杆18转动,滑块15和调节板14沿螺杆18前后移动,从而带动伸缩杆二13和箱体1调整至与后续入料位置对齐,调整完毕后打开伸缩杆二13带动箱体1上升送料,该装置便于快速对箱体1的位置进行微调,避免因搬运完成时箱体1与后续入料机构之间的位置偏差导致投料过程中发生撒漏,避免搬运时对设备进行反复移动调整。
22.如图1和图2所示,箱体1的后端下侧设置有安装架7,且安装架7的上端设置有电机一8,电机一8的转动端连接有连接轴9,且连接轴9的外部设置有挡板10,挡板10的内部左端上侧设置有磁铁一11,且磁铁一11的左端设置有磁铁二12,操作人员将磁铁一11嵌在挡板10的左壁上端内部,然后将磁铁二12嵌在箱体1的右壁上端内部,操作人员将电机一8安装在安装架7上,然后将连接轴9穿过挡板10且将连接轴9的后端与电机一8的转动端连接,当上料到达指定位置后,操作人员打开电机一8带动连接轴9转动,挡板10顺时针转动,料体通过箱体1右端排出进入后续机构,上料排料完成后,操作人员打开电机一8带动挡板10逆时针转动,转至挡板10的左壁上端与箱体1右壁贴合,此时磁铁一11和磁铁二12吸合,该装置便于快速将抬升完毕的料体投入后续机构,有利于保障抬升过程中设备的密封性和稳定性,提高上料效率。
23.综上,该定量及调节定量的单工位上料台,使用时,首先操作人员将底板16的内部后端左右两侧均安装一个电机二17,将螺杆18穿过滑块15,然后将电机二17与螺杆18连接,操作人员将磁铁一11嵌在挡板10的左壁上端内部,然后将磁铁二12嵌在箱体1的右壁上端内部,操作人员将电机一8安装在安装架7上,然后将连接轴9穿过挡板10且将连接轴9的后端与电机一8的转动端连接,操作人员将设备移动至需要上料的位置后,操作人员打开电机二17带动螺杆18转动,滑块15和调节板14沿螺杆18前后移动,从而带动伸缩杆二13和箱体1调整至与后续入料位置对齐,调整完毕后操作人员根据需要上料的量调节伸缩杆一3,伸缩杆一3带动置物板5上下移动,通过玻璃观察板601上的刻度尺602观察置物板5升降至指定的刻度位置后停止,然后操作人员通过加料口2将料加入箱体1内,料体的重力对置物板5施加向下的压力,同时观察称重器4的测量数值监测物体定量误差,定量拾取完毕后打开伸缩杆二13带动箱体1上升送料,当上料到达指定位置后,操作人员打开电机一8带动连接轴9转动,挡板10顺时针转动,料体通过箱体1右端排出进入后续机构,上料排料完成后,操作人员打开电机一8带动挡板10逆时针转动,转至挡板10的左壁上端与箱体1右壁贴合,此时磁铁一11和磁铁二12吸合,这就是该定量及调节定量的单工位上料台的工作原理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1